自由曲面數(shù)控加工刀具軌跡映射算法
2021-09-10 07:22:44汪雨蓉
內(nèi)燃機(jī)與配件 2021年3期
關(guān)鍵詞:數(shù)控加工




摘要:對(duì)自由曲面的數(shù)控加工,尋求最優(yōu)的刀具軌跡生成方法至關(guān)重要。本文基于開源3D庫(kù)Open CASCADE(OCC)和編程開發(fā)環(huán)境Microsoft Visual Studio 2010(VS2010),應(yīng)用B樣條表達(dá)的自由曲面,采用“投影法”思想,研究“重用已有相似刀具路徑”方法,提出了處理自由曲面的NC刀具軌跡映射算法。為了驗(yàn)證算法的有效性和可行性,實(shí)驗(yàn)建立5類自由曲面,啟動(dòng)設(shè)計(jì)的軌跡映射算法,輸出曲面的NC加工軌跡質(zhì)量可以滿足設(shè)計(jì)要求,實(shí)現(xiàn)了刀具軌跡的重用。
關(guān)鍵詞:自由曲面;數(shù)控加工;正交投影;軌跡映射
Abstract: For free-form surface NC machining,it is very important to find the best tool path generation method.In this paper,based on the open-source 3D library Open CASCADE(OCC)and the programming development environment Microsoft Visual Studio 2010(VS2010),the free-form surface expressed by b-spline as the object of use,a tool path mapping algorithm for NC machining of free-form surfaces is proposed by research the method of"reusing existing similar tool paths".This algorithm adopts the idea of"projection method".In order to verify the effectiveness and feasibility of the algorithm,the experiment establishes five kinds of free-form surfaces, starts the designed trajectory mapping algorithm, and the quality of NC machining path of output surface can meet the design requirements, the reuse of tool path is realized.
Key words: freeform surface;NC machining;orthogonal projection;trajectory mapping
0? 引言
實(shí)際工程應(yīng)用中,形狀相對(duì)比較復(fù)雜的自由曲面,其刀具路徑規(guī)劃技術(shù)仍然是研究的重點(diǎn),因此學(xué)者們相繼提出了不同的刀具軌跡規(guī)劃技術(shù)。通常,自由曲面包含多個(gè)不同的特征域,每個(gè)特征域?qū)?yīng)的曲面信息、刀具軌跡及其他加工信息都有差異或相似性,對(duì)其分類規(guī)劃,按一定規(guī)則,可自適應(yīng)地實(shí)現(xiàn)同類特征面域的加工軌跡規(guī)劃[1-2]。為提高加工效率,已有研究者以典型的船用柴油機(jī)機(jī)架類零件為例,提出基于特征模板,應(yīng)用重用技術(shù)研究同類別零件數(shù)控加工刀具軌跡的生成[3-4]。典型的刀具軌跡生成算法中,投影法是計(jì)算穩(wěn)定且較快的一種算法,廣泛應(yīng)用于參數(shù)曲面和三角網(wǎng)格曲面的數(shù)控加工。Orazi等[5]提出了一種新的三角網(wǎng)格曲面點(diǎn)連續(xù)投影算法,該算法用三角曲面片頂點(diǎn)定義的法線來(lái)執(zhí)行投影,投影方向取決于投影點(diǎn),方向與用三角形網(wǎng)格逼近的原始曲面相一致,可有效應(yīng)用于需要將大量點(diǎn)投影到網(wǎng)格曲面上的情形。
對(duì)于精加工,文章作者采用“投影法”思想,設(shè)計(jì)刀具軌跡映射算法,將已有的數(shù)控加工軌跡投影到同類型曲面上,得到待加工曲面的數(shù)控加工信息。產(chǎn)生已有軌跡的曲面和待加工曲面是具有相似性的同類曲面,曲面點(diǎn)的曲率決定該點(diǎn)的投影方向,可減少投影后映射軌跡的失真,從而提高質(zhì)量。
1? 自由曲面數(shù)控加工刀具軌跡映射算法
自由曲面的幾何特征復(fù)雜,其數(shù)控加工常常通過(guò)銑削來(lái)實(shí)現(xiàn),本文基于OCC+VS2010,建立B樣條表達(dá)的自由曲面,以數(shù)控銑床的銑削精加工刀具軌跡為研究對(duì)象,設(shè)計(jì)三軸數(shù)控加工刀具軌跡的映射算法,如圖1所示為算法的整體思路。具體有以下步驟:
1.1 曲面的預(yù)處理
3D建模軟件建立的曲面模型因環(huán)境不同而存在空間差異,文章通過(guò)預(yù)處理[6]去除已有刀具軌跡和待加工曲面的尺度、擺放姿態(tài)等影響因素。
①處理擺放位置(方向)和調(diào)整大小;
②調(diào)用幾何變換函數(shù),使預(yù)處理對(duì)象(刀具軌跡、待加工面)統(tǒng)一坐標(biāo)系,并與幾何空間中的系統(tǒng)坐標(biāo)系重合。
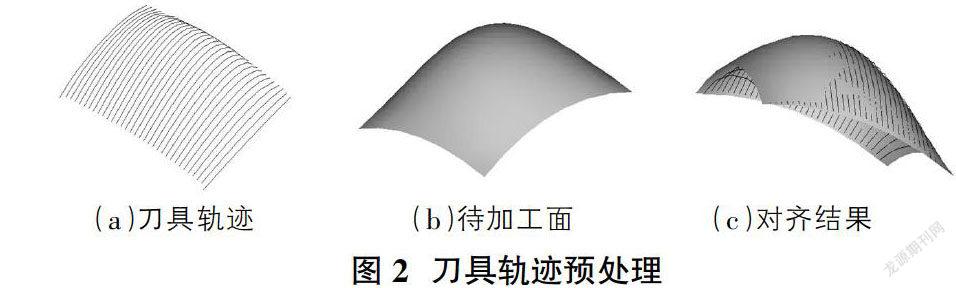
如圖2所示,以凸特征自由曲面為例,圖2(c)是刀具軌跡圖2(a)與待加工面圖2(b)通過(guò)預(yù)處理后對(duì)齊的結(jié)果。
1.2 加工軌跡的映射
制造生產(chǎn)中的加工軌跡即為刀位軌跡,是由一系列刀位點(diǎn)按序順次擬合而成的空間線段,因此加工軌跡的映射就是系列刀位點(diǎn)的映射。
1.2.1 刀位點(diǎn)映射到待加工曲面
1.2.2 刀觸點(diǎn)擬合生成刀觸點(diǎn)軌跡線
1.3 計(jì)算幾何屬性
運(yùn)用以上1.2節(jié)輸出的映射軌跡計(jì)算切削行距L,調(diào)用殘高公式,輸入銑削行距和刀具半徑R,計(jì)算加工軌跡的殘留高度。由于實(shí)際計(jì)算得到的殘高值并不是定值,而是在一定范圍內(nèi)的波動(dòng)值,因此進(jìn)一步計(jì)算曲面S2所有殘高值的算術(shù)平均值h2,定量地分析刀具軌跡上的殘高分布,以設(shè)定的殘留高度閾值hm為標(biāo)準(zhǔn),評(píng)價(jià)映射軌跡的優(yōu)劣。
2? 實(shí)驗(yàn)與討論
文章運(yùn)用開發(fā)環(huán)境VS2010和幾何函數(shù)庫(kù)OCC,建立5類Step格式的特征曲面模型:凸曲面、凹曲面、馬鞍面、凹凸組合曲面、凹凸鞍復(fù)合曲面,每類特征面由一個(gè)基準(zhǔn)面S1和若干相似曲面[6]組成,相似曲面記為S2=S2i(i=1,2,3,…,n)。按照以下實(shí)驗(yàn)步驟,驗(yàn)證算法的可行性和有效性。
2.1 實(shí)驗(yàn)步驟
①M(fèi)asterCAM軟件讀取Step格式的曲面模型S1,選擇其特有的投影精加工方式生成曲面的數(shù)控加工刀位文件,記為已有刀具軌跡AP1;
②啟動(dòng)幾何內(nèi)核OCC,讀取上一步的曲面S1和軌跡AP1,調(diào)用文中設(shè)計(jì)的映射算法,根據(jù)映射法則生成同一曲面的映射軌跡BP2;計(jì)算S1面上各映射軌跡的行距L1、殘高h(yuǎn)1;
③同樣地,重復(fù)步驟②分別生成曲面S2上的映射軌跡,并計(jì)算相鄰刀具軌跡間的行距L2、殘高h(yuǎn)2;
④基準(zhǔn)面和相似曲面上同一映射方式計(jì)算的殘高值作差并取均值,評(píng)價(jià)相似曲面刀具軌跡的變化,驗(yàn)證映射算法。
2.2 驗(yàn)證實(shí)例及數(shù)據(jù)
按照2.1節(jié)設(shè)計(jì)的步驟,采用如圖3所示的5類實(shí)例模型進(jìn)行大量的實(shí)驗(yàn),在曲面上生成映射軌跡。此處以凸曲面為例,列舉其中的6個(gè)相似曲面S2i(i=1,2,…,6),計(jì)算不同投影方法對(duì)應(yīng)映射軌跡的殘留高度,得出驗(yàn)證算法可行性的數(shù)據(jù)見表1,驗(yàn)證算法有效性的數(shù)據(jù)見表2。
表1、表2中h1是已有軌跡的殘高,h2i是待加工面S2i上映射軌跡的殘高,Δh是體現(xiàn)映射軌跡和已有軌跡差異的殘高差,設(shè)有殘高閾值hm=0.02,n是每種投影方式中h>hm的殘高數(shù),m是n個(gè)殘高值的均值,N表示每種投影方式對(duì)應(yīng)的殘高總數(shù),則(0<λ<1)反映投影軌跡上不能滿足要求的殘高比例。
2.3 實(shí)驗(yàn)分析與討論
分析實(shí)驗(yàn)數(shù)據(jù)可知,本文算法有以下特性:
①表1中對(duì)同一曲面,正交投影方式得到映射軌跡的殘料更少,且有h1?燮h2i<hm,文章系統(tǒng)設(shè)計(jì)的映射算法具有有效性;
②對(duì)比MasterCAM系統(tǒng)的投影算法,本文算法生成映射軌跡的殘高分布更均勻;
③表2中正交投影方式得到映射軌跡的殘高值均在閾值范圍內(nèi),表明映射后數(shù)控加工的曲面質(zhì)量較優(yōu),驗(yàn)證了算法具有可行性。
3? 結(jié)論
NC加工刀具軌跡規(guī)劃是實(shí)際生產(chǎn)中必不可少的一個(gè)內(nèi)容,本文基于3D開源函數(shù)庫(kù)OCC和編程開發(fā)環(huán)境VS2010,編寫一套自由曲面數(shù)控加工技術(shù)刀具軌跡生成原型設(shè)計(jì)系統(tǒng)。用“重用現(xiàn)有相似刀具路徑”的方法,提出了加工自曲面的NC軌跡映射算法,通過(guò)研究B樣條表達(dá)自由曲面的NC加工軌跡,現(xiàn)有加工軌跡投影到相似曲面上,生成新的加工軌跡。實(shí)驗(yàn)驗(yàn)證不同類型的曲面,比較本文系統(tǒng)生成的刀具軌跡與MasterCAM軟件生成的結(jié)果,計(jì)算映射軌跡的屬性參數(shù),文中系統(tǒng)設(shè)計(jì)的映射算法合理有效,被加工曲面的NC加工軌跡的質(zhì)量可以滿足工程設(shè)計(jì)要求。
參考文獻(xiàn):
[1]Ding S,Mannan MA,poo AN,et al.Adaptive iso-planar tool path generation for machining of free-form surfaces.Computer-Aided Design, 2003, 35(2): 141-153.
[2]董佳琦,張平.基于曲面分片的五軸刀具軌跡規(guī)劃[J].機(jī)床與液壓,2013,41(15):50-53.
[3]張勝文,丁玉玲,王貴成,等.基于特征相似性的船用柴油機(jī)關(guān)鍵件CAD/CAPP/CAM集成技術(shù)[J].計(jì)算機(jī)集成制造系統(tǒng),2012,18(2):291-297.
[4]Huang R, Zhang S, Xu C, et al. A flexible and effective NC machining process reuse approach for similar subparts[J]. Computer-Aided Design, 2015, 62(C):64-77.
[5]L.Orazi, B. Reggiani. A novel algorithm for a continuous and fast 3D projection of points on triangulated surfaces for CAM/CAD/CAE applications[J]. Computer and Information Sciences,2020,06(5):1-6.
[6]王洪申,汪雨蓉,趙紅紅,等.單特征自由曲面的相似性比較算法[J].西北工業(yè)大學(xué)學(xué)報(bào),2018,36(5):1004-1012.
[7]汪雨蓉,王洪申,豆永坤.自由曲面表面生成B樣條曲線算法[J].機(jī)械設(shè)計(jì),2017,34(11):48-50.
猜你喜歡
科技創(chuàng)新與應(yīng)用(2016年34期)2016-12-23 18:55:29
職業(yè)·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國(guó)新技術(shù)新產(chǎn)品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18
