墊片沖壓工藝與復合模具設計*
2021-09-15 05:38:58鄔宗鵬黃志甲
機械研究與應用 2021年4期
鄔宗鵬,黃志甲,嚴 鐘,鄒 寧
(安徽工業大學 創新教育學院,安徽 馬鞍山 243002)
0 引 言
沖壓模具是在冷沖壓加工中將金屬或非金屬材料加工成半成品或零件的一種特殊工藝裝備。沖壓是利用安裝在壓力機上的模具對材料施加壓力,使其產生分離或塑性變形,從而獲得所需零件的形狀和規格的一種加工方法。全球鋼材的六到七成均是沖壓加工,沖壓件更薄,更均勻,質量更輕,強度更大[1]。
沖壓模具優點主要是可提高機械零部件的表面質量以及機械零件的性能;可高效的把握產品零件的加工尺度,并且能夠提高不同型號機械零件之間的配合精度;可提高制造業加工零件的精度以及企業的生產效率,減少生產成本[2]。
沖壓模具的類型根據其加工方式主要有:
(1) 沖剪模具。其類型的選擇主要根據不同零部件的加工要求來確定,通過采用機械剪切力對機械產品及其零部件進行加工,采用沖剪模加工類型的作用主要有沖孔、修邊、下料等多種功能[3]。
(2) 壓縮模具。通過對金屬或非金屬材料施加強制壓力之后而迫使其發生塑性變形,從而達到所需產品的形狀。
(3) 成型模具。根據機械零部件形狀、結構及一定比例而制成的模具,主要用于對塑料制品的加工。
墊片是機械工程領域中經常使用的零件產品,它用于機器設備的機件與機件之間以及管道之間的密封連接,防止兩個機件受到壓力、腐蝕和管路自然地熱脹冷縮泄漏。墊片的材質主要為金屬、半金屬和非金屬板狀,經過割,沖壓或裁剪等工藝制成。筆者以一種墊片產品為研究對象,分析論證方案,設計一套結構簡易、方便高效的沖壓復合模具。
1 墊片產品分析與方案論證
1.1 墊片產品分析
待加工產品為墊片,加工批量較大,原料使用T10鋼,物料的厚度1 mm。產品零件圖如圖1所示。

圖1 墊片零件圖
此墊片工件的原料T10鋼,需開展沖壓生產,外形落料的工藝性墊片的體型并不大,厚度1 mm,外部形狀并不復雜,尺寸精度無太高要求,所以生產僅需落料即可,排樣必須要合理地進行設計。
1.2 方案論證
(1) 沖壓墊片的工序:落料、沖孔,編寫出三種生產工藝方案:
方案一:生產分兩次開展加工,使用簡單模,也就是落料-沖孔。模具為單工序。
方案二:沖孔落料復合模。
方案三:沖孔落料級進模。
(2) 分析各個方案
方案一,生產需要兩幅模具才可,之時效率不高,累計不少工作誤差,用起來不便利,因為此零件的加工批量大。
方案二,僅需一副模具,符合模具加工的產品擁有較高精度,模具的投入資金不多,擁有較高的效率,修理起來較為便利。
方案三,盡管擁有較高的效率,只是沖裁的產品精度并不好,對于沖壓工件而言,若想確保形位公差,要設置導正銷于模具,實施導正,故而模具不管是生產還是安裝,相比較復合模難度更大。
對比這三個方案以后,此次選用第二個方案。
2 沖裁工藝和沖裁模具的設計
2.1 沖載件的過程分析
墊片零件材料為普通的碳素工具鋼,板厚為1 mm,因此具有良好的可沖壓性能。同時其形狀比較簡單、規則,孔邊距較大,且孔的尺寸是φ25 mm,工藝性較好。墊片所有孔的位置精度為IT12-IT14,尺寸精度為IT13,其余尺寸都是未注公差,屬于自由公差,精度比較低,符合沖裁件的工藝性要求。
2.2 排樣設計
設計模具,起先要對條料排樣展開設計,合理的排樣可以在一樣的大料上加工出更多的產品,耗材減少。排樣主要為實現最少情況的材料浪費,并且加工率最高,最終生產合格產品。在坯料上裁剪毛坯有多種方式,如單排、斜排、對排、無費料排樣、多排及混合排[4]。按照此次設計的需求,結合產品的構造特點,排樣為單排,載體為中間。對復合模開展設計,首先將條料的排樣圖設計出來。此工件是圓形,為直排,如此浪費的原料可以變少,廢料自然降低。
3 模具的主要零件和結構設計
3.1 模具結構的確定
復合模構造有倒裝和正裝。模具構造為正裝,擁有較高強度;模具為倒裝,擁有較高效率。從凹凸模的壁厚對于強度需求考慮,正裝模具的強度沒有倒裝模具大。按照前面的分析,此工件沖壓時需開展的工序為:沖孔、落料。為便于廢料從小孔中掉落,模具使用倒裝的構造,即在上模之上安裝沖孔、落料凹模,如圖2所示。
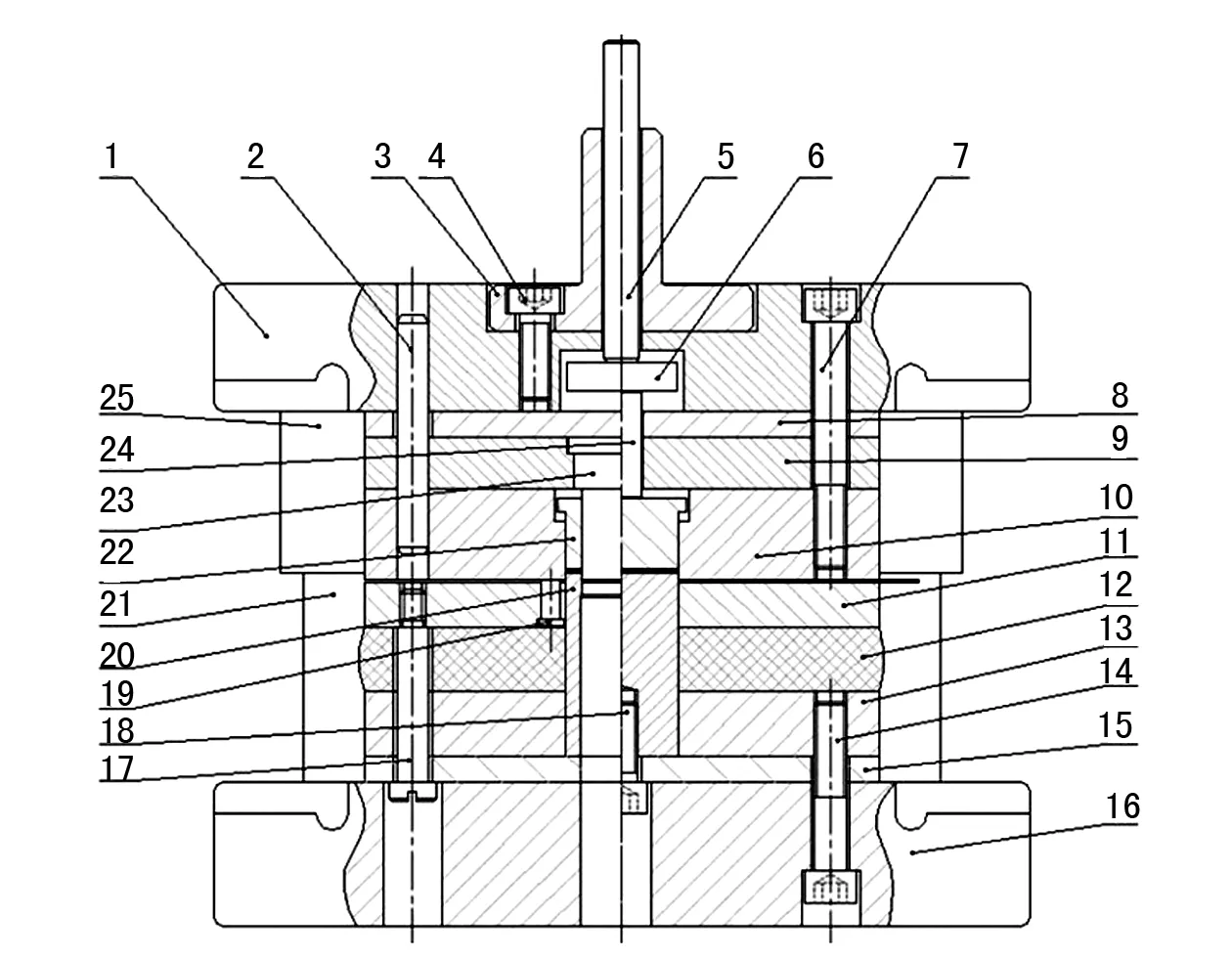
圖2 模具二維圖1.上模座 2.圓柱銷 3.模柄 4.內六角螺釘M10×27 5.打桿6.打板 7.內六角螺釘M10×77 8.上墊板 9.上固定板 10.凹模 11.卸料板 12.橡校 13.下固定板 14.內六角螺釘M10×52 15.下墊板 16.下模座 17.卸料螺釘M10×62 18.內六角螺釘M10×30 19.彈性擋料銷 20.凹凸模 21.導柱 22.推件板 23.凸模 24.推件桿 25.導套
導料銷19進行導向,定位銷定位,推桿24進行推出制件,并完成零件的沖孔、落料工序。模具主要有上模座、凸模墊板(上墊板)8、凸制模固定板9、卸料板11、凸凹模固定板13、凹模墊板(下墊板)15、下模座16、導柱21、導套25。沖孔落料模具凹模周界長160 mm,寬160 mm,模具總長254 mm,總寬240 mm。模具的閉合高度是200 mm。
3.2 定位裝置和導向方式
在復合模里面,零件規格不大,生產批量為大,沖裁定位為固定擋料銷和導料銷。 對于零件而言,為保證它們的質量,維持平穩,導向通過導柱導套開展,鑒于送料手動開展,導柱模架選用后置式。
3.3 卸料方式
模具采用正裝的結構,需在凹模孔洞里面擺放沖孔廢料還有零件,為確保模具擁有較為簡單的構造,開設通槽在模座當中,確保于孔洞當中落下廢料還有零件。零件的厚1 mm,相對較厚,此模具里面通過落料凸模配合卸料板實現壓料,故而此卸料板還需實現壓料,模具若想結構簡單,卸料力夠大,且有較高可靠性,將條料廢料卸掉使用彈性卸料板實現。卸料之時擁有較高可靠性,另外操作時便利[5]。
3.4 模具總體設計
依據之前的分析設計模具,此工件加工工序有兩道:沖孔、落料。孔彼此之間距離不大,模具使用正裝符合模,通過壓力機中打桿裝置實現推件;設置通槽于上模座,沖孔廢料從其中推到外面,于凹凸模之中廢料掉出。因為此模具實現壓料之時,落料凸模配合卸料板,故而卸料板還需具備其他功能,對條料廢料卸掉采用彈性卸料板。
加工為大批量開展,送料方式為從前向后手動開展。生產零件的模具為復合模,倒裝結構,故而僅需使用擋料銷、導料銷。零件為復合質量以及穩定性的需求,導向就通過導柱導套,再加上它的導向體積不大,另外并無高精度的需求,模架使用后側導柱。
3.5 模具主要零部件的設計
在確定模具中各項零部件之時,首先要注意對于冷沖模的國家準則是否符合。沖頭若是不大,且較長,凹模壁厚較薄,另需校核強度。開展設計,計算之后,將凹模的結構及規格全部確定,按照凹模的臨界對模架予以選用,同時依據所確定的加工機器匹配確定模具閉合的高,體型尺寸以及壓力中心。
3.6 卸料板的結構形式
模具結構為正裝。可得知彈性卸料板厚16 mm。模具安裝之時,卸料板的孔和凹凸模單邊間隙在0.10 mm,打開模具之時,卸料板之高應當比凹凸模工作刃口還要高0.3~0.5 mm,卸料方可順利開展,卸料板工作之時距離為3.5 mm。
3.7 擋料銷位置的確定
按照整個模具的結構,在模具凹凸模之上固定導料銷,此固定根據卸料板開展。另外閉合模具后,應當比卸料板還要高3 mm。
墊片產品的復合模具設計合理,經過加工實踐應用,整體效果很好,不僅能夠提高墊片產品質量、生產效率及使用壽命,而且可以提高產品的經濟效益。
4 結 語
墊片零件較為簡單,對它的工藝性能展開分析,并且將生產工藝方案進行了確定。同時完成了墊片沖裁模具的工藝結構以及外形規格的設計,畫出模具的總裝配圖。墊片沖裁件外形構造和模具中工作零部件構造簡單,后期將繼續優化沖裁模具的結構,使其加工效率進一步提高。