淺析B2 層色漆典雅黑車身外板一站噴涂成膜
2021-09-17 04:07:56李明鄧俊杰郭江華楊磊文志偉
中國設備工程 2021年17期
關鍵詞:工藝
李明,鄧俊杰,郭江華,楊磊,文志偉
(廣汽乘用車有限公司宜昌分公司,湖北 宜昌 443007)
隨著涂裝技術的發展,面漆噴涂領域已經由傳統的3C2B油性色漆工藝逐步向B1B2 水性色漆工藝技術轉化。B1B2 水性色漆噴涂工藝相較于傳統工藝主要有以下三點優勢:首先,采用水性色漆材料能從源頭上減少VOC 氣體排放量,以及改善作業人員工作環境;其次,采用B1B2 緊湊型工藝有效減小噴房面積,節約空調系統能源消耗20%~30%;最后,相比于傳統工藝需要進行中涂層烘烤與打磨,B1B2 水性色漆工藝能實現色漆B1層與色漆B2層濕碰濕后進行快速閃干,大大縮短了工序長度,提高生產效率,同時免除中涂層烘烤,節約烤爐能源耗量。但是B1B2 緊湊型工藝也存在自身缺陷,主要有以下兩點:第一,該工藝對噴房溫、濕度管控精度要求高,漆面容易產生缺漆、流掛、失光等品質問題;第二,該工藝對色漆閃干脫水率要求嚴苛,漆面容易產生針孔、失光、起泡等品質不良。
本文基于本公司涂裝現場B1B2 緊湊噴涂工藝,結合水性色漆材料特性和噴涂設備性能,探索B2 層典雅黑色漆對車身外板采用一站成膜噴涂進行分析總結,從而達到提質降本增效的目的,供業界同行參考。
1 B2 層色漆材料特性與施工現狀
1.1 色漆材料特性
隨著涂裝技術的發展,涂裝顏色也越來越豐富多彩,在施工方案上也根據不同材料屬性制定了相應與之匹配的施工工藝。B2 層色漆從顏色上劃分可分為單顏色色漆和雙顏色色漆,從材料特性上又可劃分為素色漆和金屬/珠光漆。其中單顏色色漆最具代表性顏色為象牙白和典雅黑,雙顏色色漆最具代表性顏色為珍珠白,因此車身外板單顏色和雙顏色色漆涂層存在差異,其截面見圖1。根據材料屬性分類:象牙白為單顏色素色漆,典雅黑為單顏色珠光漆,珍珠白為雙顏色素色+珠光漆。
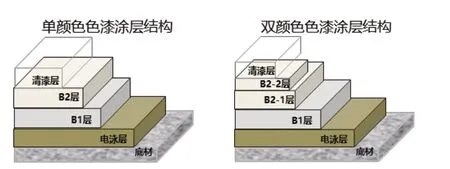
圖1 車身外板單顏色與雙顏色色漆涂層漆膜截面示意圖
1.2 B2 層典雅黑車身外板噴涂工藝現狀
本公司面漆噴涂采用B1B2 緊湊型噴涂工藝,其噴涂工藝流程圖見圖2 左。針對B2 層典雅黑色漆屬于單顏色珠光色漆,藍色珠光粉的排布可能會影響到漆膜色差,因此在顏色開發、調試過程中車身外板共由8 臺噴涂機器人采用兩次噴涂成膜工藝完成,B2 層色漆典雅黑車身外板噴涂工藝見圖2 右。此工藝優點如下:(1)色漆漆膜中藍色珠光粉分布均勻,外觀一致性好;(2)兩站噴涂成膜,涂料霧化效果好,閃干脫水率高,失光、針孔品質缺陷發生概率低;(3)兩站噴涂成膜,涂料填充效果好,對噴涂仿形精度要求低,缺漆、流掛品質缺陷發生概率低。但是本工藝也存在缺陷,兩站噴涂色漆材料涂裝效率低,在色漆材料和清洗溶劑浪費的同時,生產等量產品產生更多的三廢。典雅黑作為涂裝生產主色,生產需求大,因此亟需探索新工藝提升漆膜涂裝效率,達到提質降本增效的目的。
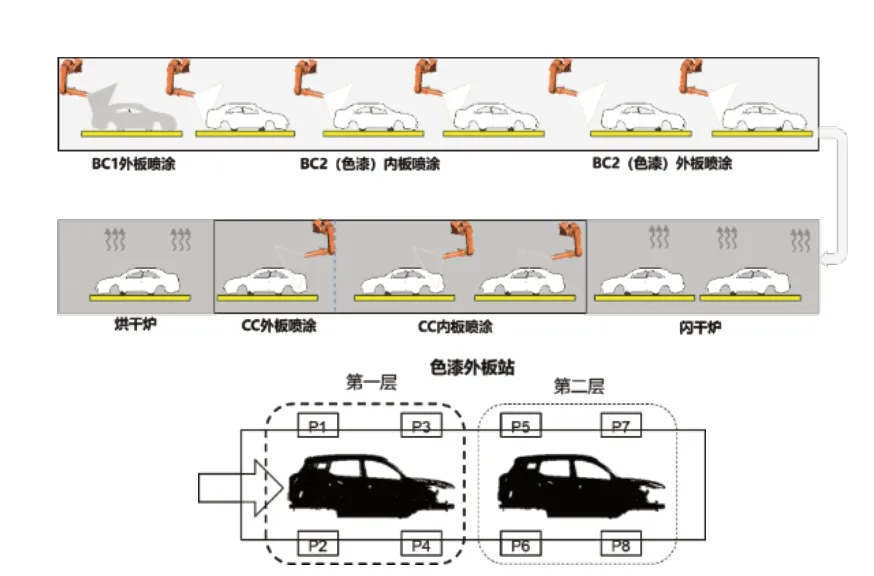
圖2 B1B2 緊湊型噴涂工藝流程及B2 層典雅黑色漆車身外板噴涂工藝簡圖
2 典雅黑色漆車身外板一站噴涂驗證與施工性能評價
2.1 典雅黑色漆車身外板膜厚及膜厚均一性驗證
根據現場典雅黑色漆車身外板兩站噴涂成膜工藝實施方案,在現有噴涂仿形不變的前提下,針對噴涂工藝參數設定,我們采用了正交試驗法,快速找到較優的噴涂工藝參數。本工藝使用噴涂設備是Versabell3 霧化器,采用內加電噴涂方式,噴涂時靜電壓70kV 接近設備上限,因此在正交試驗中設定為非變量因子。假設典雅黑色漆車身外板兩站噴涂工藝參數:吐出量、旋杯轉速、成形空氣,第一站分別為A1、B1、C1,第二站分別為A2、B2、C2。
基于上述假設,本試驗采用三因素三水平正交法,典雅黑色漆車身外板一站噴涂工藝參數吐出量、旋杯轉速、成形空氣分別為F、S、R,并令F=A1+A2,S=B1=B2(兩站噴涂旋杯轉速相同),R=C1+C2。本次驗證目的是提升涂裝涂著效率,所以F 三水平分別為F1=0.9F,F2=0.8F,F3=0.7F;由于噴涂吐出量大幅增加,提升旋杯轉速才能達到較優的霧化效果,所以S 三水平分別為S1=1.1S,S2=1.2S,S3=1.3S;由于外板噴涂成形空氣過大會導致漆霧反彈,涂裝效率降低,所以R三水平分別為R1=0.9R,R2=0.7R,R3=0.5R。因此,本次典雅黑色漆車身外板一站噴涂驗證色漆單層膜厚測試點位由上至下取3 個點,試驗方案的膜厚及膜厚均一性測試結果見表1。

表1 SUV 車型典雅黑色漆車身外板一站噴涂正交試驗膜厚及膜厚均一性驗證結果(膜厚單位μm)
通過9 組正交試驗,SUV 車型B2 層典雅黑色漆車身外板一站噴涂膜厚測試結果可以得出:采用第2 組噴涂工藝參數,典雅黑色漆層膜厚均在膜厚標準(8~13μm)范圍內,且膜厚均一性較好。
2.2 典雅黑色漆車身外板一站噴涂復合涂層外觀評價
結合本公司涂裝涂膜外觀標準針對典雅黑色漆車身外板一站噴涂復合涂層長(LW)、短波(SW)值、鮮映性(DOI)評價。從圖3 中數據可知,典雅黑色漆車身外板一站噴涂成膜漆膜外觀均在規定標準范圍內,目視無色相差異。此外對比一站與兩站噴涂可知:(1)典雅黑色漆車身采用一站噴涂成膜整車外板LW、SW 值略低于兩站噴涂成膜;(2)一站成膜整車垂直面DOI 值高于兩站成膜。通過數據對比分析,我們得出典雅黑色漆車身外板采用一站噴涂成膜外觀商品性更好。
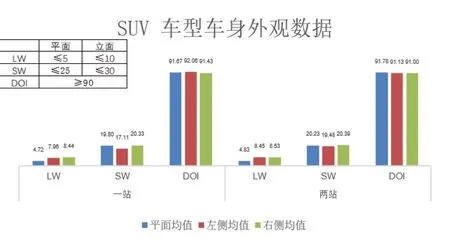
圖3 典雅黑色漆車身外板一站與兩站噴涂復合涂層外觀數據對比
3 B2 層典雅黑色漆車身外板一站噴涂優勢
3.1 材料成本節省和生產效率提升
結合材料特性,B2 層典雅黑色漆車身外板采用一站噴涂,涂裝效率提升3%,能有效降低直、輔材用量,在施工工藝創新的同時,達到提質降本增效的目的。典雅黑色漆外板一站噴涂生產效率提升主要體現在以下兩方面:第一,設備保潔工時削減,生產節拍提升1.2JPH;第二,烘干爐、空調系統等設備能源消耗節省,生產工時利用率提升3.6%,每日節省水電氣能源費用233.6 元。
3.2 設備故障抗風險能力提升
本公司面涂領域象牙白和典雅黑為主色,目前色漆外板站所有車型均已實現一站噴涂。在象牙白和典雅黑正常生產情況下,只有前4 臺噴涂機器人作業,后4 臺機器人處于待作業狀態,即第一站噴涂。因此當前4 臺機器人中出現某一臺機器人故障無法短時間恢復時,就可以采用前4 臺機器人待作業,后4 臺機器人作業,即第二站噴涂。
4 結語
綜上所述,通過工藝優化實現B2 層典雅黑色漆車身外板一站噴涂成膜,主要得出下幾點建議:(1)一站成膜整車外板LW、SW 值略低于兩站噴涂成膜,整車垂直面DOI 值高于兩站成膜,以及整車外板無色差,擁有更好的外觀商品性;(2)典雅黑色漆車身外板一站噴涂工藝調試過程中容易產生漆膜失光,需對色漆材料、噴涂環境、烘烤設備參數及噴涂設備工藝參數進行精細化優化與管理;(3)典雅黑色漆車身外板采用一站噴涂成膜,涂裝效率提升,節省直、輔材用量,提高生產效率,以及提升噴涂機器人故障后的抗風險能力。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
