
自動化儀表調節閥常見故障分析
2021-09-17 04:08:08王立明
中國設備工程 2021年17期
王立明
(大慶石化公司化工一廠儀表車間,黑龍江 大慶 163000)
自動化儀表在生產的過程中,調節閥是至關重要的一個組件,其在自動化儀表中屬于自動執行器,且調節閥的結構相對簡單,具備著較強的穩定性。但自動化儀表的調節閥是在化工生產的工藝管道上進行直接的安裝,在實際的生產過程中,調節閥會長期的處于高溫、強腐蝕、高壓的環境下,進而導致出現一些常見的故障,例如調節閥卡堵、震蕩等問題。因此,在生產環節,想要提高調節閥穩定性,降低出現故障的概率,就必須要加強對常見故障的了解,采取合理化措施來進行解決。
1 調節閥分析
調節閥作為自動化儀表運行的關鍵,可以使生產效率得到顯著的提高,圖1 為調節閥的構造圖。在正常情況下,調節閥可以分為直通單座調節閥、套筒閥與直通雙座調節閥等。以下對自動化儀表的調節閥內容進行了分析與闡述。

圖1 自動化儀表調節閥
1.1 直通單座調節閥
體內只存在單個閥芯、閥座的調節閥為直通單座調節閥,該種調節閥適用于密封盒泄漏量比較小的環境中。但在調節閥的生產環節,壓差會對閥芯產生影響,進而產生出較大不平衡推力,不平衡推力越大,允許壓差也就會隨之變小。此外,直通單座的調節閥流路具備著較高的復雜性,導向槽很容易受到化學介質結晶與沉淀方面的影響,進而引發堵塞問題的出現,對生產水平產生直接性的影響。基于此,直通單座的調節閥在實際生產環節,對于化學介質要進行合理的選擇,易結晶、固體顆粒含量高、黏度較高的化學介質都不能使用,避免產生不必要的問題,進一步提高生產效益。
1.2 直通雙座調節閥
該種調節閥與直通單座調節閥相比,存在著較大的差別,其具備著兩個閥座與兩個閥芯,閥芯呈現出雙導向,如圖2所示。此外,在生產環節,流體壓力會同時作用在兩個閥芯上。在此情況下,不平衡力會出現相互抵消的情況,在此基礎上允許產生較大的壓差。但在完成直通雙座調節閥的生產后,調節閥如果處于關閉狀態,閥芯與閥座無法同時處于密封狀態,這會加大出現泄漏問題的幾率。基于此,直通雙座的調節閥在進行生產的過程中,必須要具備較高的針對性,有效避免一些常見故障的出現。
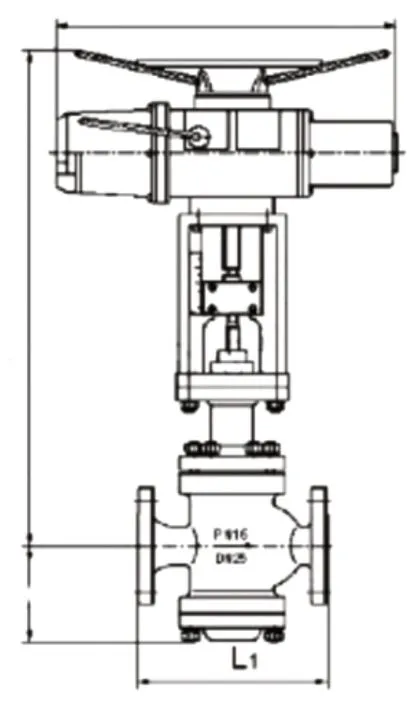
圖2 直通雙座調節閥
1.3 套筒閥
該種調節閥是較為常見的一種,主要是通過套筒塞節流來對單做與雙座的調節閥來進行替代,套筒閥在進行生產時,具備著較高的穩定性,并且可以在很大程度降低噪音與共振問題的出現幾率。除此之外,套筒閥在生產環節,允許產生較大壓差,后期對其進行維護工作也具備著較大的便利性。
2 常見故障分析
自動化儀表的調節閥在進行生產時,化學介質與生產環境會對調節閥產生直接性的影響,進而引發出一些常見的故障,例如卡堵、泄漏與振蕩等,以下對幾點故障內容進行了分析與闡述。
2.1 卡堵故障
卡堵是調節閥生產過程中的常見故障之一,在生產過程中,管道內的焊渣與鐵銹會導致節流口出現堵塞現象,化學介質無法進行流暢的通過,這會對自動化儀表調節閥的生產產生直接性的影響。此外,調節閥如果出現卡堵現象,就會導致摩擦力增大,小信號不動作,而打信號動作出現過頭的現象,對于自動儀表調節閥生產的穩定性產生直接性的影響,生產效益也就無法得到提高。
2.2 泄漏故障
在調節閥的生產過程中,泄漏問題是較為容易產生的故障,在正常情況下,泄漏可以分為四個方面,以下對這四項內容進行分析與闡述。
(1)閥內漏。自動化儀表調節閥在進行生產時,閥桿向上或向下距離不夠,就會導致閥芯與閥座間存在孔隙,無法進行充分接觸,導致閥內漏問題的出現。此外,氣關閥的閥桿如果太短,也會導致出現該現象,使生產效率出現大幅度下降。
(2)填料泄漏。填料在進入固定的裝置之后,使用壓蓋來對填料進行軸向壓力的處理,填料具備著較高的塑性,在此過程中會產生徑向力,且會和閥桿之間呈現出一種緊密接觸的現象。但該種接觸現象會呈現出不均勻狀態,因此,閥桿和填料的接觸壓力會呈現出逐漸衰減的情況,這就會引發填料泄漏的問題出現,對于自動化儀表調節閥運行的穩定性會產生直接性的影響。
(3)閥芯與閥座的變形。閥芯與閥座的變形與泄漏主要是由于自動化儀表調節閥在實際的運行過程中會長期處于高溫環境,導致腐蝕介質大量產生。腐蝕介質會提高流體沖刷的可能,導致閥芯與閥座出現變形與泄漏。
2.3 振蕩故障
導致調節閥出現振蕩問題的原因有很多,根據具體情況來進行具體的分析,在一般情況下,調節閥彈簧的剛度較差,影響信號輸出穩定性,導致調節閥出現振蕩情況。此外,如果對于調節閥的選擇不夠合理,就會導致調節閥在運行過程中,流阻與流速壓力等方面都會存在較大變化,如果超過閥門剛度,穩定性就會降低,振蕩問題也會隨之而出現。
3 處理措施分析
對常見故障進行明確以后,要采取針對性的措施來進行解決,降低常見故障的產生幾率,保證自動化儀表的調節閥可以時刻處于穩定與安全的生產狀態,進一步提高生產效益。基于此,以下對處理措施進行分析與論述。
3.1 卡堵故障的處理
在對調節閥的故障進行處理的過程中,對于卡堵現象要快速對調節閥實行開關調節,從副線與調節閥來進行處理,降低化學介質出現結晶與堵塞問題的幾率,減少卡堵故障的出現。此外,在對卡堵現象進行解決時,可以使用管鉗工具來將閥桿進行加緊,在外加信號壓力的背景下,通過正反用力來對閥桿進行旋轉,保證閥桿可以與閥芯進行緊密的銜接。但在應用該種方式時,增加氣源的壓力與驅動功率,使其反復的進行上下移動,進而對調節閥卡堵問題進行有效的解決。
3.2 泄漏故障處理
(1)閥內漏處理。在對此故障進行處理時,要根據調節閥的生產需要來對對閥桿進行調節,保證閥桿的長度合理,在最大程度上降低出現閥內漏問題的幾率。
(2)填料泄漏處理。在對該項故障進行處理時,要將填料裝置的頂端傾斜倒角。這樣可以使填料填裝更加方便,但在填料裝置底部要設置耐沖刷的金屬保護環,避免填料被擠壓出來后產生填料泄漏問題。對填料裝置的表面要進行有效處理,確保表面能具備更好的光潔度,實現摩擦力的降低。此外,要做好密封處理,避免出現腐蝕點。
(3)閥芯與閥座變形處理。對閥芯與閥座要進行合理的選擇,保證閥芯與閥座不會出現沙漏與麻點現象。同時,閥芯與閥座的變形如果不嚴重的話,使用細砂可以保證表明的光潔程度,提高密封性,實現閥芯與閥座間銜接性的提高。
3.3 振蕩故障處理
根據調節閥的生產需求,要適度增加調節閥剛度,在對剛度進行調節的過程中,如果使用大剛度的彈簧就可以使用活塞執行結構,進一步提高調節閥的穩定性與安全性。根據實際情況來適當增加支撐力,對振蕩現象可以進行有效的消除,實現調節閥穩定性的提高。
4 結語
綜上所述,自動儀表調節閥是化工生產中的一項重要設備,其所具備的穩定性與安全性會對化工生產效率產生直接性的影響。因此,加強對自動儀表調節閥的常見故障分析,并采取相應措施來進行預防是至關重要的,可以進一步提高經濟效益,促進化工行業的快速發展。
猜你喜歡
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
石油化工自動化(2018年5期)2018-11-14 02:34:26
電子測試(2018年1期)2018-04-18 11:53:30
臨床醫藥文獻雜志(電子版)(2017年11期)2017-05-17 04:48:45
電子制作(2016年19期)2016-08-24 07:50:00
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
