如何利用精益思想實施生產布局優化
2021-09-24 06:54:14孔令江韓冬梅趙飛郭葉西安航天發動機有限公司
航天工業管理 2021年8期
孔令江、韓冬梅、趙飛、郭葉 /西安航天發動機有限公司
精益思想指通過消除非增值(浪費)活動來縮短生產流程,以較小的投入獲得最大的產出。實施精益制造就是找出真正創造價值的活動以及浪費現象,從而在生產、物流和存貨、組織結構、決策等過程中不斷地消除浪費。生產現場一般分為7 種浪費,分別是過度生產、庫存、返工、不必要的搬運、不必要的動作、等待和過多流程。精益思想源于豐田生產方式,而豐田生產方式的形成是受到福特汽車公司流水線大規模生產和超市補貨方式的啟發,并充分應用工業工程和全面質量控制等理論中的工作方法研究、設施規劃與物流分析、人機工程、質量控制等進行持續改善的最佳實踐,現今仍在不斷完善。目前,精益的思想和工具方法已被全世界眾多企業廣泛應用,有很多成功范例。
隨著航天型號生產任務的不斷增加,對工廠生產能力的要求越來越高,工廠目前基本沿用了以往的科研生產模式,設備集群式布局、批量生產,生產效率低,通過大量的檢驗人員來控制產品制造中的不合格。為了解決這些問題,工廠迫切需要摸索建立起一個新的生產和質量管控模式。筆者通過多年學習精益思想并結合工廠正在實施的精益生產線建設工作,詳細闡述了單元式柔性生產布局相對于傳統生產布局的優勢以及如何實施的步驟和方法。
一、工廠現有的生產布局
工廠現有的建設布局是按工藝式布局將設備按照功能分車間進行的,如熱處理車間、機加車間、焊接車間、裝配車間等;各車間將同類設備按集群式布局在一片區域,如機加車間設立的普車區、數控車區、銑工區、鉗工區等,產品在各車間和各工序間批量加工和批量流轉,流轉方式如圖1所示。
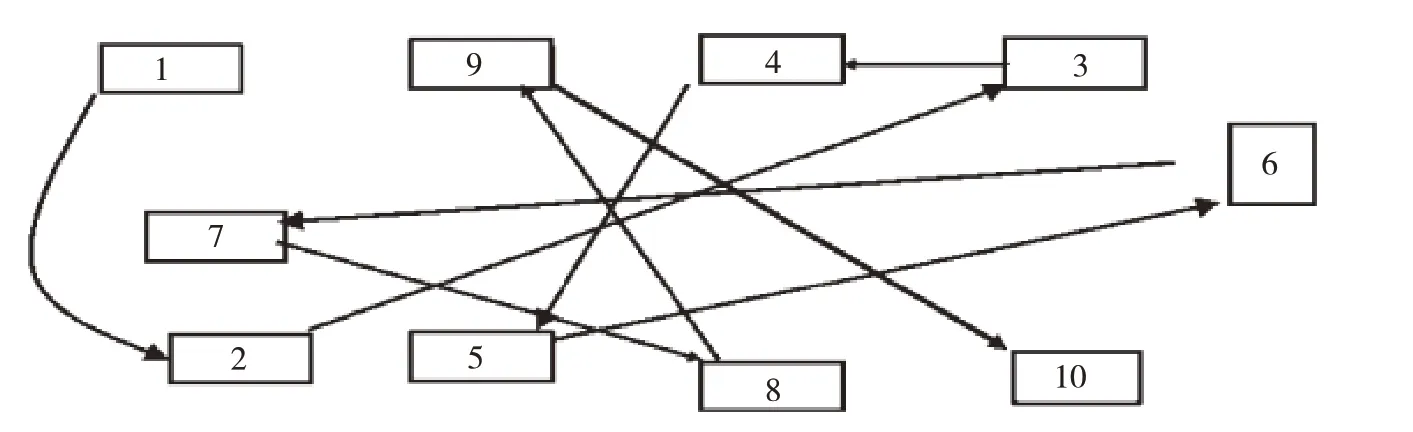
圖1 產品在各車間或各種設備間的流轉方式示意圖
這種布局的優點是生產組織形式靈活,可以根據需要隨時調整班組的生產安排,在生產過程中利用同類設備進行不同型號產品的換型、轉產。
這種布局的缺點是在產品批量流轉過程中,各工位上待加工和在制品大量積壓,各工序間等待時間過長,交付周期延長;人員及物料移動距離過長,在運輸中易造成產品磕碰傷、搬運人員勞動強度加大,頻繁搬運設備時易存在安全隱患;因為是各型號產品制造的共用設備,生產安排容易被各種因素打擾,流程中的各類問題被掩蓋,致使總體生產效率偏低。
二、單元式柔性生產布局
單元式柔性生產布局(見圖2)是按照產品原則來布置廠房和設備,將原材料直至成品的全部生產過程以工藝的先后順序安排,將人員、物料及設備等做最有效的組合,一人多機多工序,工序間不停留、同步進行、單件流生產,材料和零件能夠以最小的搬運或延誤完成流程,從而獲得安全、高效、經濟的操作。它是日本以及歐美企業廣泛采用的生產線布局,這種方式很適合多品種、小批量、短交期、定制化、更新快的市場需求形態,被譽為“看不見的傳送帶”。
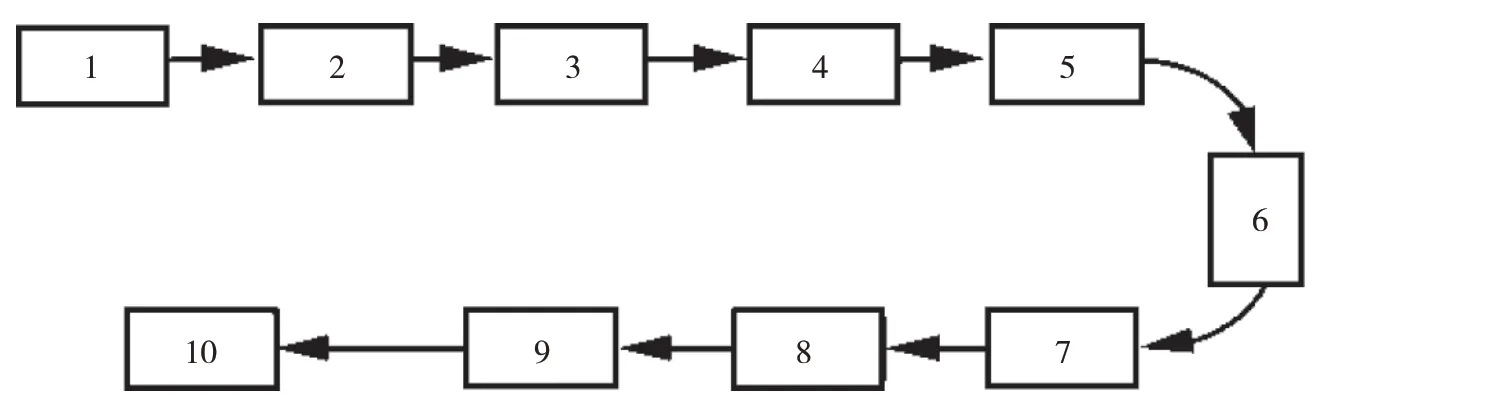
圖2 U型單元布局示意圖
單元布局最大的優點是上下工序連續、作業專業化、在制品少、占用空間少、物流通暢、生產周期短、生產計劃簡單,并可按照需求量隨時調整;該布局大大減少了生產過程中的搬運和等待,產品切換時間短,交貨迅速,可以快速對應“緊急訂單”;在制品非常少、消除了大批量生產而出現空間、設備及人員的浪費,從而大大降低成本;單件流、下工序檢查上工序的產品質量,快速發現質量問題,有利于從源頭快速解決問題。一人多機多工序如圖3 所示。
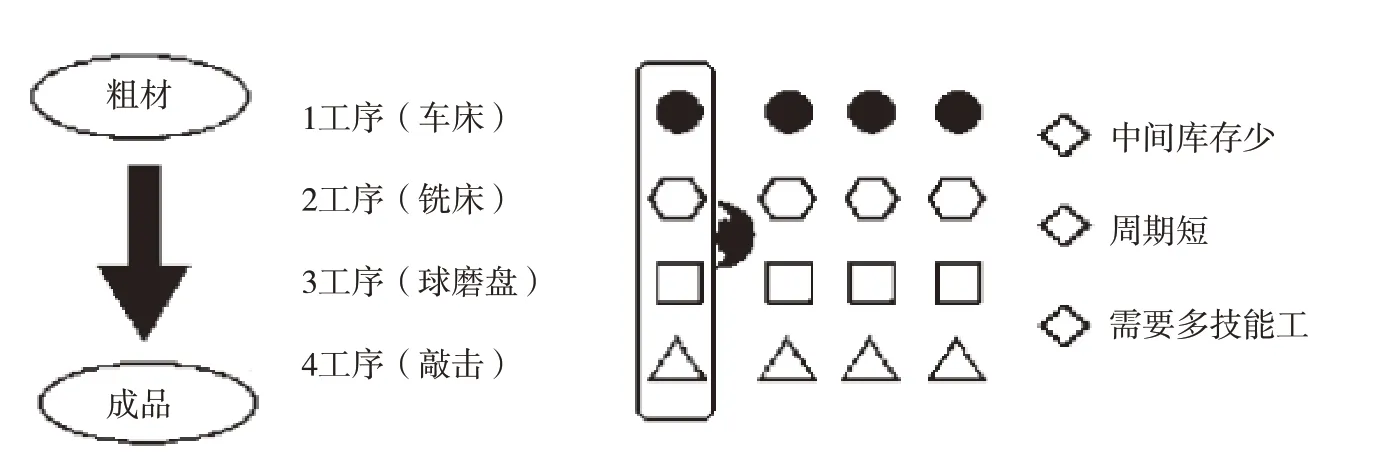
圖3 一人多機多工序示意圖
單元布局的缺點是流程必須非常穩定,如果出現人員技能水平和出勤率不高,設備、工裝出現故障,材料供應不及時,沒有標準作業,換型時間長,質量波動大,沒有問題快速處理機制等任何問題都會使生產中斷。
三、實施單元布局優化的步驟和方法
1.轉變管理思維
單元布局是基于精益思想中的需求拉動生產方式產生的,它相對于傳統的工藝集群式布局是管理及生產模式的一次重大變革,因此要實施改進,必須先轉變思想,找出真正創造價值的活動以及浪費現象,從而在過程中不斷消除浪費。這需要領導層轉變管理思維,對全體員工進行精益思想的培訓,通過組織專題學習、討論等形式將精益思想傳達和灌輸給每位員工,在生產現場廣泛開展實踐,學習如何利用精益工具和方法來消除浪費、進行持續改進。
2.改造傳統布局需一定投入
如果建設一個全新的企業或其他設施,規劃設計人員可以用科學的方法進行布局策劃,但現狀更多的是對原有設備設施的再布置,由于受原有場地面積和形狀或者建筑物墻柱、門窗、基礎、管線的限制,中、大型設備移動的難度和投入都較大。例如美國普惠航空發動機公司,在20 世紀90 年代應用精益思想進行價值流優化的過程中,共移動了7000 多臺設備,改造成了80 多個作業單元,形成了8 類產品中心。
3.運用工業工程和生產準備流程(3P)等方法設計單元布局
首先要進行現狀與需求分析、明確目標狀態,包括產品制造周期、在制品數量,人員、設備、物流情況,產品族、產品共線及產能分析,節拍時間等;其次應對單元布局的區域大小、設備設施、人員數量、產品物流方式運用設施規劃與物流分析、信息流、人機工程、工作方法研究等方法做進一步分析、設計,盡量選擇簡單的小型專用設備進行紙上或桌面平面推演,縮尺或全尺寸模型模擬,暴露和發現問題并解決,最終確定布局方案;布局實施后,還要進行投產前試運行,以消除最后的障礙。
4.流程穩定是前提和保證
現場整潔有序,工人技術水平和出勤率良好,人員均為“多能工”,設備、工裝始終處于良好狀態,材料、毛坯供應準時,按照作業標準操作,換型調整時間短,良好的產品質量,問題的快速處理等都是單元布局平穩運行的前提和保證。在缺乏穩定性的情況下,實現連續流和拉動生產無疑是非常困難的,為此需要學習應用一線主管技能培訓(TWI)、全面生產維護(TPM)、標準作業指導書(SOP)、快速換模(SMED)、“內建質量”等精益工具和方法來創建穩定的流程。
5.均衡生產、按節拍拉動
流程穩定后,即可通過標準作業指導書中各工序實測的周期時間繪制山積圖、進行產線平衡設計,將產品品種、數量、周期時間、設備負荷進行全部均衡,對全年計劃需求進行穩定排產到每月/周/日,簡化計劃和控制,每天的計劃基本相同,讓操作員更好理解每天需要做什么,以及怎么做才能實現目標,同時也方便上游工序建立穩定的生產計劃。產品生產以最終用戶的需求為生產起點,根據節拍時間和作業內容確定單元內人數,再進行工序分割均衡作業,各工位按節拍實施單件或小批連續流作業,后道工序作為前道工序的用戶順序拉動生產作業計劃,在暫時無法單件流動的位置設置小型貨架,用于放置緩沖庫存。
6.仍需持續改善
精益思想的根本思路是改善,改善是一種實現持續改進策略的常識性、低成本方法,改善的重點是發現浪費的根源并消除,其本質是通過培養員工成為問題解決者而贏得競爭的策略。現場實施單元布局優化,實現產品生產均衡流動后,還有一個關鍵就是需要全員參與和團隊合作進行持續改善。工人嚴格按照標準作業指導書操作,對上工位和自己的操作結果進行檢查,以確保產品質量,對標準作業指導書中的工位工作內容進行改進以提升效率。班組長負責檢查操作人員操作過程與標準作業指導書的一致性,確保產品生產過程質量,日常主要解決現場各生產單元的異常和問題,這一過程還需要其它相關管理人員予以協助,對流程中產生異常和問題的根本原因進行分析并改善,最終能夠保質保量地按照日計劃進行生產;班組長的另一項主要工作是發現改善點并為操作工人的改善提供幫助。車間管理層或產品價值流領導將工廠質量、成本、交付期、效率等方面的關鍵績效指標(KPI)進一步分解為各班組、團隊或加工單元欲達成的、具有挑戰性的工作目標,并輔導和幫助他們完成目標。
三、成功實施后會取得的效果
生產布局優化最直接的結果首先是減少了搬運所需的大量人力、物力和時間;其次是設備排布緊湊,不留產品庫存位置,大大減少了在制品庫存,降低了成本;接著從批量轉為單件生產,縮短了產品的生產周期時間,例如美國普惠航空發動機公司,在20 世紀90 年代應用精益思想進行價值流優化的過程中,成功地將裝配周期從30 天縮短為3天;各工序嚴格按照標準作業指導書操作,產品質量穩定,下工序依次逐件檢查上工序及自己的產品質量,能夠快速發現質量問題;一個工序出現任何問題,致使整個單元全部停工,倒逼管理團隊必須從源頭快速解決;各個加工單元通過日常解決流程中的異常和問題及持續改善提升質量、成本、交付周期等關鍵績效指標,從而與車間及工廠目標達成一致,工廠的戰略決策在各層級同步貫徹并實現。
工廠結合航天發展面臨的新形勢、新任務、新挑戰,現正以精益生產線、脈動式裝配線建設為基礎,結合信息化建立智能裝配車間等方式組織實施“質量強企”行動計劃,后續在試點成功的基礎上,將會推廣應用到其它組合件生產和裝配過程,以加快生產和質量管控模式的轉型升級。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30
玩具(2009年10期)2009-11-04 02:33:14
小哥白尼·軍事科學畫報(2009年9期)2009-09-14 03:18:56
