表面貼塑PVC泡沫板自動裁切機(jī)設(shè)計(jì)*
2021-09-26 07:33:48陳玉瑜馬曉明
機(jī)電工程技術(shù) 2021年8期
關(guān)鍵詞:系統(tǒng)
權(quán) 潔,陳玉瑜,馬曉明
(常州紡織服裝職業(yè)技術(shù)學(xué)院機(jī)電學(xué)院, 江蘇常州 213164)
0 引言
表面貼塑PVC 泡沫板廣泛應(yīng)用于建筑物窗戶的保溫隔熱。為了便于拆裝、運(yùn)輸和存儲,在生產(chǎn)過程中需要將一定厚度和寬度的表面貼塑PVC 泡沫板定長裁切后再對其正反兩面等距切槽、折疊后包裝,因此,裁切是泡沫板生產(chǎn)過程的重要環(huán)節(jié)。表面貼塑PVC 泡沫板裁切過程如圖1 所示。由圖可以看出,裁切表面貼塑PVC 泡沫板的工藝過程包括定長切斷、正反面等距切槽以及折疊等。目前,定長切斷和正反面等距切槽的工藝過程全部由人工來完成,存在切槽深度不可控、切割線不齊等問題,導(dǎo)致板材折疊困難、生產(chǎn)效率低、勞動強(qiáng)度大且廢品率高。 隨著技術(shù)的發(fā)展,企業(yè)對生產(chǎn)效率和產(chǎn)品合格率提出了更高的要求,同時人工成本不斷增加,人工裁切的方式顯然已經(jīng)不能滿足現(xiàn)代企業(yè)的生產(chǎn)需求。
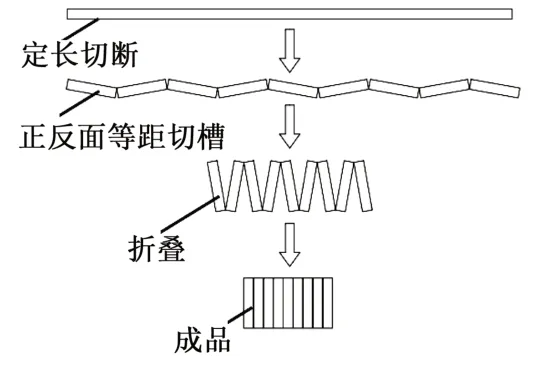
圖1 表面貼塑PVC泡沫板裁切過程
國內(nèi)企業(yè)和學(xué)者曾嘗試將用于橡膠裁切的熱裁刀[1]技術(shù)應(yīng)用于表面貼塑PVC 泡沫板的裁切,但仍存在切口不齊、切槽深度不可控等問題。
為了解決上述問題,本文在分析表面貼塑PVC 泡沫板現(xiàn)有生產(chǎn)工藝的基礎(chǔ)上,對自動裁切裝置的整體功能進(jìn)行了設(shè)計(jì),對機(jī)械系統(tǒng)的主要組成部分,如送料系統(tǒng)、裁切系統(tǒng)和氣動系統(tǒng)進(jìn)行了建模和仿真分析,設(shè)計(jì)制作了表面貼塑PVC泡沫板自動裁切裝置,并應(yīng)用于企業(yè)生產(chǎn)實(shí)踐。
1 自動裁切機(jī)整體設(shè)計(jì)
表面貼塑PVC 泡沫板自動裁切機(jī)主要由料架、送料系統(tǒng)、裁切系統(tǒng)、出料裝置和氣動系統(tǒng)等幾部分組成,其整體功能如圖2所示[2-4]。

圖2 自動裁切機(jī)整體功能
前送料輥的上壓輥手動抬起,料輥上的卷料通過導(dǎo)向輥輪、送料平臺進(jìn)入前料輥后將上壓輥手動壓緊,手動送料并利用切斷刀切斷平頭后開始自動定長送料,上下壓板同時壓下,利用切槽刀對泡沫板進(jìn)行切槽,切十字孔裝置對泡沫板進(jìn)行切十字孔,裁切完成后上下壓板抬起,送料輥定長送料進(jìn)行下一次切槽,待泡沫板進(jìn)入出料輥后,出料輥的上壓輥在氣缸帶動下自動下降壓緊泡沫板,與前送料輥同步送料,單片泡沫板切割完成并切斷后,出料輥將成品送出同時上壓輥?zhàn)詣犹穑却乱黄菽暹M(jìn)入出料輥。
自動裁切機(jī)工作流程如圖3所示。

圖3 自動裁切機(jī)工作流程
該裝置可實(shí)現(xiàn)泡沫板的自動送料、正反面等距切槽和自動出料,較人工操作而言,切割精度、工作效率和產(chǎn)品合格率顯著提高,人力成本降低,企業(yè)經(jīng)濟(jì)效益提升。
2 送料系統(tǒng)設(shè)計(jì)
自動裁切機(jī)的送料輥組如圖4所示。

圖4 送料輥組
送料系統(tǒng)主要由驅(qū)動電機(jī)、機(jī)械傳動機(jī)構(gòu)、放卷機(jī)構(gòu)、導(dǎo)向機(jī)構(gòu)和送料機(jī)構(gòu)組成,機(jī)械傳動機(jī)構(gòu)采用同步帶傳動,導(dǎo)向機(jī)構(gòu)采用導(dǎo)向輥,送料機(jī)構(gòu)采用對輥結(jié)構(gòu)形式。
對輥送料結(jié)構(gòu)由安裝在機(jī)架上的固定部分和活動部分組成,本設(shè)備用到的對輥送料結(jié)構(gòu)分兩種,一是機(jī)械調(diào)節(jié)式對輥結(jié)構(gòu),如圖5 所示[5];二是氣缸調(diào)節(jié)式對輥結(jié)構(gòu),如圖6 所示[5]。

圖5 機(jī)械調(diào)節(jié)式對輥結(jié)構(gòu)

圖6 氣缸調(diào)節(jié)式對輥結(jié)構(gòu)
機(jī)械調(diào)節(jié)式對輥結(jié)構(gòu)下壓輥固定,且通常為主動輥,上壓輥通過彈簧調(diào)節(jié)軸端壓力,進(jìn)而調(diào)節(jié)兩輥之間的壓力,依靠上下輥對泡沫板材的摩擦力實(shí)現(xiàn)板材的進(jìn)給。氣缸調(diào)節(jié)式對輥結(jié)構(gòu)通過氣缸自動調(diào)節(jié)上輥軸端壓力,進(jìn)而調(diào)節(jié)兩輥之間的壓力,與機(jī)械調(diào)節(jié)式對輥機(jī)構(gòu)的送料原理類似。通過對比分析,結(jié)合功能需求,前送料輥采用機(jī)械調(diào)節(jié)式對輥機(jī)構(gòu),出料輥采用氣缸調(diào)節(jié)式對輥機(jī)構(gòu)。
分析自動裁切機(jī)的功能可知,表面貼塑PVC 泡沫板的連續(xù)傳輸需要兩組料輥,分別為圖3中的一對前送料輥和一對出料輥。前送料輥主要為前端傳輸提供動力,同時為定長送料提供檢測脈沖;出料輥位于工作臺末端,保證板材裁切后的出料。為避免出料速度小于送料速度導(dǎo)致堵料現(xiàn)象的發(fā)生,兩組料輥需要存在一定的速度差。本裝置前后料輥采用同步帶傳動,角速度相同,因此通過設(shè)置前后料輥的半徑差實(shí)現(xiàn)速度差,以保證生產(chǎn)的連續(xù)性,平穩(wěn)送料和出料。
3 裁切系統(tǒng)設(shè)計(jì)
裁切系統(tǒng)包含切斷、切槽和切十字孔3 部分,其中切槽裝置是該設(shè)備的主要組成部分[6-12]。
3.1 切斷裝置
為了實(shí)現(xiàn)與進(jìn)料方向垂直邊線的切斷,在切紙機(jī)等設(shè)備中常采用斜刃裁切方式,通常為下刀固定,上刀上下運(yùn)動來完成介質(zhì)的切斷,此切斷方式對尺寸和安裝要求較高,且在使用過程中發(fā)現(xiàn)表面貼塑PVC 泡沫板出現(xiàn)切口爆邊的質(zhì)量缺陷,因此最終確定切斷方案為無桿氣缸驅(qū)動刀架帶動刀片進(jìn)行劃切完成介質(zhì)的切斷,切斷裝置如圖7所示。

圖7 切斷裝置
3.2 切槽裝置
切槽裝置的主要功能是實(shí)現(xiàn)正反面等距切槽,采用上述的刀片劃切方案,由步進(jìn)電機(jī)驅(qū)動同步帶帶動刀架移動,選用 “V 型” 刀片,可實(shí)現(xiàn)往復(fù)切割,提高效率。切槽裝置如圖8所示。

圖8 切槽裝置
3.3 切十字孔裝置
切十字孔裝置采用帶傾斜刃口的定制刀片,由氣缸驅(qū)動,可根據(jù)功能要求選擇是否進(jìn)行切十字孔操作。切十字孔裝置如圖9所示。

圖9 切十字孔裝置
4 氣動系統(tǒng)設(shè)計(jì)
氣動系統(tǒng)的動力源為壓縮空氣,無污染且成本低,因此自動裁切機(jī)的泡沫板壓緊、切十字和切斷系統(tǒng)采用氣動控制技術(shù),選用質(zhì)量可靠的氣動元件,保證了氣動系統(tǒng)運(yùn)行的穩(wěn)定性。氣動系統(tǒng)主要由氣動三聯(lián)件、電磁閥、匯流板、氣缸、氣管和各種快插接頭等組成,氣源由車間空壓機(jī)提供[13]。自動裁切機(jī)的泡沫板壓緊系統(tǒng)氣動原理如圖10所示。

圖10 壓緊系統(tǒng)氣動原理
送料輥將泡沫板送入自動裁切機(jī)切斷位置后,無桿氣缸帶動 “飛刀” 將板料切斷平頭,送料壓輥定長送料后,上切槽刀壓板氣缸伸出、下切槽刀壓板氣缸縮回,上下壓板同時壓下,將板料壓緊后視所裁切板料的規(guī)格上下切槽刀對板料進(jìn)行切槽加工。切槽完畢后,上切槽刀壓板氣缸縮回、下切槽刀壓板氣缸伸出,上下壓板同時抬起,送料輥繼續(xù)定長送料。待所加工板料進(jìn)入出料輥后,出料輥氣缸伸出將板料壓緊,在同步帶作用下送料輥和出料輥同步運(yùn)行。
自動裁切機(jī)的切十字孔裝置氣動原理如圖11所示。
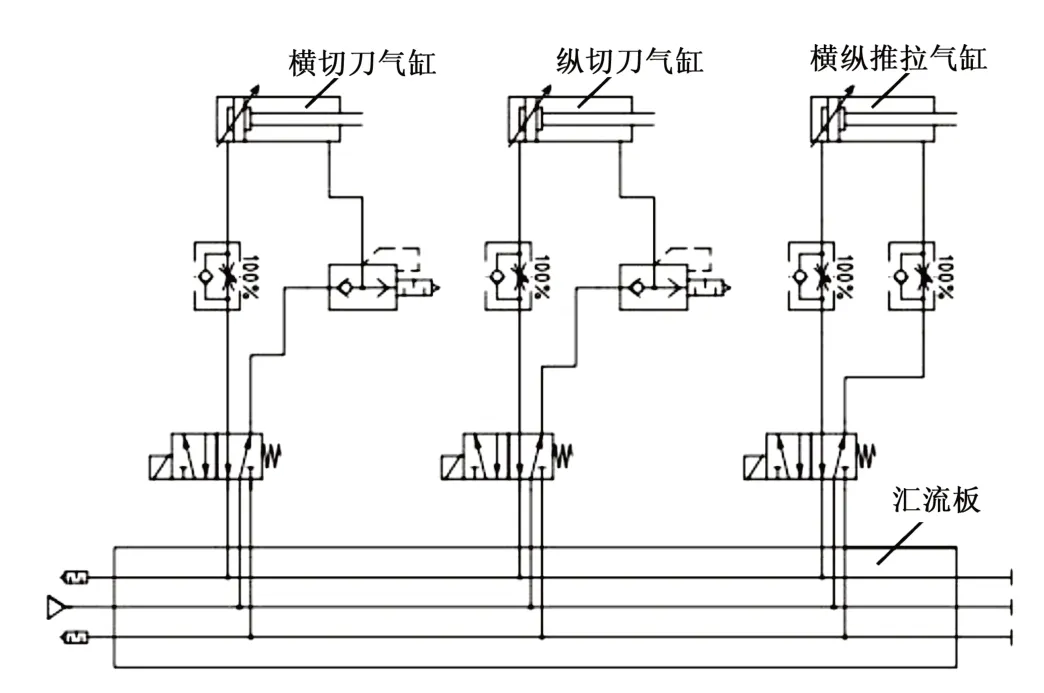
圖11 切十字孔裝置氣動原理
當(dāng)板料運(yùn)動到切十字孔位置時,縱切刀氣缸伸出,切縱槽后縮回,橫縱推拉氣缸伸出,橫切刀氣缸伸出,切橫槽后縮回,橫縱推拉氣缸縮回完成一個切十字工作循環(huán)。
整個氣動系統(tǒng)的氣缸采用帶節(jié)流閥的快接插頭調(diào)速,電磁閥采用單電控二位五通換向閥,集成安裝于匯流板,各氣缸的位置信號由安裝于氣缸相應(yīng)位置的磁性開關(guān)提供,系統(tǒng)檢測到位置信號后控制電磁閥做出相應(yīng)動作。
5 結(jié)束語
本文以表面貼塑PVC 泡沫板自動裁切裝置為研究對象,對其整體功能和機(jī)械系統(tǒng)進(jìn)行了研究設(shè)計(jì)。運(yùn)用三維設(shè)計(jì)軟件對送料系統(tǒng)和裁切系統(tǒng)進(jìn)行三維建模,運(yùn)用氣動仿真軟件對氣動系統(tǒng)進(jìn)行模擬仿真設(shè)計(jì)。該裝置已設(shè)計(jì)制作完成并用于企業(yè)現(xiàn)場作業(yè),根據(jù)實(shí)際使用情況,其優(yōu)點(diǎn)如下。
(1)自動送料、定長切斷。該裝置能夠?qū)崿F(xiàn)表面貼塑PVC泡沫板的自動定長送料并完成切斷動作,降低勞動強(qiáng)度。
(2)自動打孔、位置精準(zhǔn)。本裝置采用氣缸的組合動作完成打十字孔的操作,位置精度和打孔效率顯著提高。
(3)等距切槽、深度可調(diào)。本裝置采用步進(jìn)電機(jī)驅(qū)動同步帶帶動 “V 型” 刀片往復(fù)運(yùn)動實(shí)現(xiàn)切槽,槽距由滑軌上的滑塊來調(diào)節(jié),槽深通過調(diào)整刀片高度來調(diào)節(jié),槽深和槽距均可控可調(diào)。
該裝置的研發(fā)與傳統(tǒng)的人工裁切方式相比,大大提高了生產(chǎn)效率,降低了勞動強(qiáng)度,同時提高了產(chǎn)品合格率,具有一定的推廣價值。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32