基于32位ARM全自動高速SMT貼片機控制系統(tǒng)的設(shè)計與實現(xiàn)
2021-09-26 07:34:00程治國邱仁貴
機電工程技術(shù) 2021年8期
程治國,邱仁貴
(1. 廣東木幾智能裝備有限公司, 廣州 510760;2. 深圳木幾智能裝備技術(shù)有限公司, 廣東深圳 518055)
0 引言
21 世紀,電子技術(shù)發(fā)展迅速,電子設(shè)備的生產(chǎn)和制造向著智能化、高速化、高精度等方向發(fā)展。隨著電子組裝技術(shù)的快速升級,表面貼裝技術(shù)(SMT)快速地取代插件工藝,使電子產(chǎn)品集成度更高,生產(chǎn)效率大大提升。
當前,高端貼片機的制造技術(shù)仍然主要掌握在德國、美國、日本、韓國幾家廠商手中,國產(chǎn)貼片機處于較低端的水平。從國內(nèi)發(fā)表的研究文獻看,程海林[1]指出高精度SMT貼片機關(guān)鍵技術(shù)主要在于視覺定位系統(tǒng)、整機結(jié)構(gòu)設(shè)計和精密運動控制;孫劍等[2]對貼片機整機控制系統(tǒng)的研究限于桌面型、經(jīng)濟型、LED 專用貼片機,無法應(yīng)用于高速SMT 貼裝生產(chǎn)場景;趙海彬[3]僅對貼片機整機控制系統(tǒng)的局部結(jié)構(gòu)進行了研究,未能解決全自動高速SMT 貼片機整機控制系統(tǒng)的實現(xiàn)問題;張圻[4]設(shè)計了基于ARM 微控制器的桌面式貼片機控制系統(tǒng)。
本文從系統(tǒng)結(jié)構(gòu)、控制單元、上位軟件設(shè)計等方面,討論設(shè)計與實現(xiàn)一整套高度智能化的高速貼片機控制系統(tǒng)。基于32 位ARM 處理器研究,設(shè)計了一種基于32 位ARM 處理器的16 軸Z軸直線電機加2 軸R軸旋轉(zhuǎn)伺服電機的貼裝頭控制單元,X、Y龍門實時插補運動控制單元,IO控制單元,PCB 控制單元,結(jié)合計算機的實時調(diào)度優(yōu)化算法設(shè)計實現(xiàn)雙臂雙貼裝頭(雙貼裝頭共計32 吸嘴)的高速SMT 貼裝系統(tǒng)。經(jīng)過實際制造并投入市場實用的貼片機產(chǎn)品證明,本系統(tǒng)能夠穩(wěn)定運行,適用于泛用貼裝場景,大幅提高貼片機的速度和精度,使得貼片機性能指標接近同等級進口貼片機水平。
1 系統(tǒng)結(jié)構(gòu)及原理
貼片機控制系統(tǒng)主要包括貼片機架構(gòu),上位機軟件,X、Y龍門實時插補運動控制單元,直線電機貼裝頭Z軸運動控制單元。系統(tǒng)的整體框圖如圖1所示。
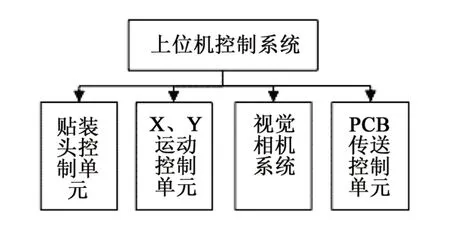
圖1 系統(tǒng)整體框圖
系統(tǒng)控制流程[5]如圖2所示。上位機部分主要完成PCB板數(shù)據(jù)信息的存儲和解析,并通過高速FDCAN通信下發(fā)到運動控制單元,數(shù)據(jù)信息包括元器件的種類、對應(yīng)位置的坐標對應(yīng)取料的料站編號、速度等;運動控制單元接收并解析來自上位機軟件的數(shù)據(jù)信息,根據(jù)相應(yīng)的控制命令控制執(zhí)行機構(gòu)運行,同時,運動控制單元實時接收來自執(zhí)行機構(gòu)反饋的位置信息,通過X、Y控制單元進行位置實時跟蹤精度控制;IO 控制單元用于控制PCB 送料的電磁閥、 光電傳器的信號輸入、輸出。

圖2 系統(tǒng)控制流程
2 控制系統(tǒng)設(shè)計
貼片機控制硬件結(jié)構(gòu)如圖3 所示。其控制核心是多ARM微處理器協(xié)同工作,主要單元有貼裝頭單元,X、Y龍門控制單元,視覺采集單元等。

圖3 控制硬件結(jié)構(gòu)
2.1 FDCAN通信模塊
為了實現(xiàn)運動控制單元與工控PC機之間的數(shù)據(jù)信息快速交互,工控PC 機與控制單元之間采用FDCAN 通信模式。根據(jù)實際控制要求設(shè)定上下位機的通信協(xié)議,根據(jù)通信協(xié)議,工控PC機將PCB版圖中相關(guān)的元器件數(shù)量、位置坐標等信息以及控制命令等通過FDCAN通信模塊發(fā)送到下位機,控制單元收到相應(yīng)數(shù)據(jù)信息和控制命令后執(zhí)行操作。
2.2 貼裝頭控制單元
直線電機又稱為直線馬達或者線性馬達,和傳統(tǒng)的異步電機、步進電機、無刷電機一樣,是實現(xiàn)電能轉(zhuǎn)換為機械能的執(zhí)行機構(gòu)。區(qū)別在于直線電機可以直接將電能轉(zhuǎn)換成直線運動[6],不像異步電機這些旋轉(zhuǎn)電機一樣,輸出需要通過聯(lián)軸器、絲杠、減速機等機械傳動機構(gòu),因此直線電機傳動可以消除機械背隙;其次,相對旋轉(zhuǎn)加機械結(jié)構(gòu)的傳動方式,直線電機傳動響應(yīng)速度更快,精度同樣可以做得更高;直線電機的推力輸出源自于勞倫茲法則(Lorentz),即通過定子磁場與動子磁場的相互作用而產(chǎn)生。因為是非接觸的,其使用壽命更長。
對于直線電機來說,關(guān)鍵的兩組方程,一是電壓方程,如下式為d、q坐標系下的等效方程[7]:

式中:Ud和Uq為端電壓;id和iq分別為d軸和q軸的電樞電流;Ld和Lq分別為d和q方向的等效電樞電感;ψpm為永磁體在每相上的磁鏈;vτ為直線電機的速度。
二是電磁推力方程,在滿足如下理想狀態(tài)時:
(1)避免電機鐵心飽和;
上機數(shù)控成立于2002年,屬于高端智能裝備制造行業(yè),專注從事精密機床的研發(fā)、生產(chǎn)、銷售。公司自2004年進入光伏專用設(shè)備制造行業(yè),是業(yè)內(nèi)最早的光伏專用設(shè)備生產(chǎn)商之一。公司形成了覆蓋開方、截斷、磨面、滾圓、倒角、切片等用于高硬脆材料的全套產(chǎn)品線,并已在藍寶石和半導(dǎo)體專用加工設(shè)備領(lǐng)域占據(jù)重要一席。
(2)忽略渦流和磁滯損耗;
(3)定子電流為對稱的三相正弦波,各繞組軸線相差120°;
(4)不考慮齒槽和端部效應(yīng)的影響。
電機的電磁推力方程為[7]:

式中:p為電機的極對數(shù);τ為極距。
簡單來說,直線電機就是展平了的旋轉(zhuǎn)電機。因此,在旋轉(zhuǎn)電機上應(yīng)用廣泛和成熟的控制方式均可以用來驅(qū)動直線電機。比如簡單的變壓變頻控制、矢量控制等等。矢量控制也稱為磁場定向控制FOC(Field Oriented Control),是高性能場合應(yīng)用最多的控制方式之一,其核心是基于坐標變換,包括Clark變換和Park變換。將電機定子端的交流電流分量等效為d、q軸坐標系下的兩個相互垂直的直流分量,其中一個用來控制直線電機的推力大小,另一個與之垂直的分量對應(yīng)勵磁電流分量,達到轉(zhuǎn)矩和勵磁解耦控制的目的。FOC 控制的結(jié)構(gòu)如圖4所示。
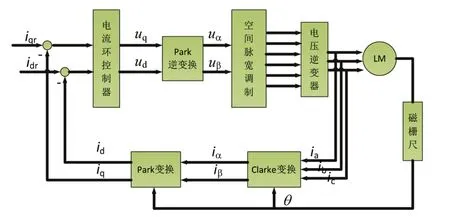
圖4 直線電機矢量控制結(jié)構(gòu)

圖5 貼片頭控制單元總線
2.3 X、Y軸位置控制單元
X、Y軸位置控制單元采用ARM芯片32位處理器實現(xiàn)S曲線及多點插補算法,SMT 貼片時貼裝頭吸嘴從料站上取出電子元件,經(jīng)過相機拍照計算出元件同吸嘴中心的X、Y偏差后到PCB貼裝上放下電子元件的過程,進程中要經(jīng)過大量的X、Y坐標點,每次去的下一個坐標點,X和Y的長度大多情況下不一樣。現(xiàn)代的SMT生產(chǎn)效率要求越來越來高,加快X、Y運動速度是提高效率必不可少的方法,速度提高會帶來機臺振動也是必然的結(jié)果,為了降低振動,借助S曲線加運動直線插補的方法,大大降低機臺振動。
傳統(tǒng)的插補是逐點比較法,這類算法是最典型的代表之一,是一種較早的插補算法。該法的原理在CNC 系統(tǒng)控制過程中廣泛使用,能逐點地計算和判別運動軌跡與給定軌跡的偏差,并根據(jù)偏差控制進給軸向給定輪廓靠擾, 縮小偏差,使加工輪廓逼近給定輪廓[8],如圖6所示。
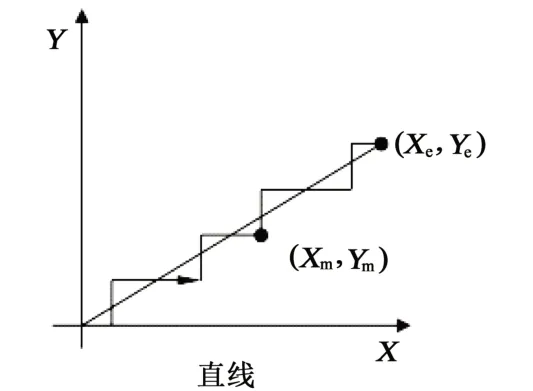
圖6 傳統(tǒng)的插補方式
因為插補運算是實時性很高的計算,若計算太復(fù)雜,計算機的每次插補運算的時間會大大加長,從而限制運動速度性能指標的提升。由于點位坐標對過程直線運動軌跡要求不高,所以本文采用一種極簡插補方式大大提升實時性,以達到減振目的。由于X、Y同時運動高速啟停,如果只用簡單的點位運動雙軸高速啟停機臺振動雙軸疊加,只會讓振動頻率更高。
SMT 點位插補如圖7所示,TY=TX時,DY>DX,VY一定要大于VX才能同時到達,實現(xiàn)TY=TX。由于電機動能一定,貼裝頭及貼裝臂的最大加速度一定,如果DX>DY時,DX以最大S曲線加速度運動,DY根據(jù)TX=TY的原則計算出VY的S曲線加速度,此時VX一定大于VY,加速度小,振動自然減小,根據(jù)這一原理復(fù)制到PCB 所有點上,形成多點復(fù)合插補運動。
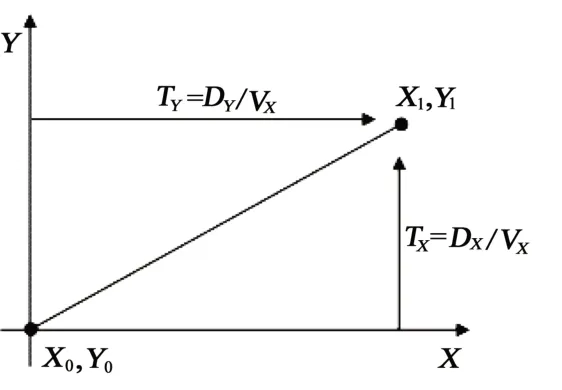
圖7 SMT點位插補
3 上位機系統(tǒng)軟件設(shè)計
3.1 視覺處理模塊
貼裝頭吸嘴從料站上取出電子元件時,吸嘴中心同元件中心無法100%重合,如圖8 所示。因為物料在料帶中的位置有一定的偏差,視覺處理模塊找出圖像X、Y、R軸的吸取時產(chǎn)生的位置、角度偏差,保證器件在貼裝運動中精度補償校正。再通過Mark 點相機實現(xiàn)PCB 板角度偏差補償,上位機視覺處理模塊計算出電子元件吸取時產(chǎn)生的偏差,然后將偏差數(shù)據(jù)通過FDCAN通信單元傳給32 位ARM 處理器為核心的X、Y軸位置控制單元,以實現(xiàn)運動中改變目標位置。

圖8 吸料時坐標偏差關(guān)系
3.2 智能實時路徑優(yōu)化算法模塊
依據(jù)電機加減速度的性能參數(shù)作基礎(chǔ)條件,結(jié)合迪杰斯特拉(Dijkstra)算法是典型的最小路徑的優(yōu)化算法,用來求得從起始點到下一個點最短路徑(單點最短路徑)[9]。該算法采用了多循環(huán)重復(fù)的方式,每次都查找與下一個點距離最近的點,可以看成是多循環(huán)優(yōu)先搜索模式,解決的問題可描述為:在無向圖G=(V,E)中,假設(shè)每條邊E[i]的長度為w[i],找到由頂點vs到其余各點的最短路徑。
借助Dijkstra算法的無向性結(jié)合運控中的加速度時間、最大速度決定某段距離的所用時間多少的原理,在Dijkstra算法中加入時間條件,可以有效地解決多吸嘴從料站的取料貼裝路徑的最優(yōu)解。Dijkstra算法路徑遍歷算法如圖9所示。
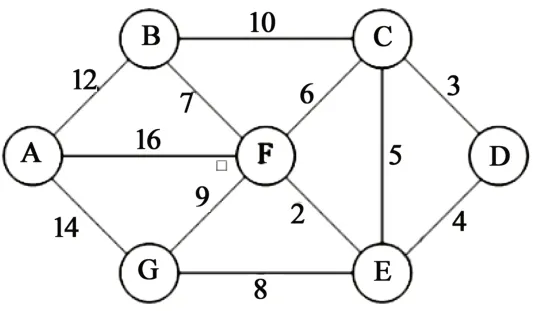
圖9 Dijkstra算法路徑遍歷算法
3.3 人機交互模塊
采用模塊化的UI設(shè)計風格,達到直觀的操作風格,讓用戶上手快,并采用通用的SMT 貼片系統(tǒng)的操作風格,讓SMT專業(yè)工程師更快上手,一眼就可以看出分PCB 編輯、生產(chǎn)、應(yīng)用、診斷4大主要用戶模塊,PCB編輯界面如圖10所示。
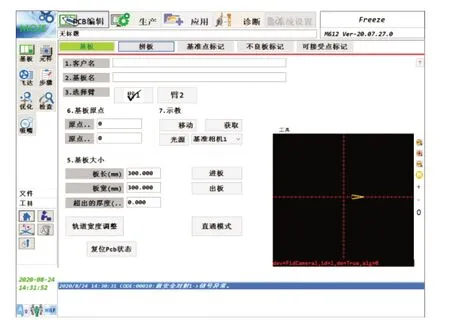
圖10 PCB編輯界面
4 結(jié)束語
本文設(shè)計了基于32位ARM處理器全自動高速貼片機的整體結(jié)構(gòu)和控制流程,采用FDCAN通信模式,基于直線電機的貼片頭控制單元,X、Y軸位置控制極簡插補方式等技術(shù),解決貼片機控制系統(tǒng)的信息快速交互、精準快速定位、高速高效率等關(guān)鍵問題。討論了貼片機上位系統(tǒng)軟件的實現(xiàn)過程中,通過視覺處理解決位置、角度偏差的算法,最短路徑遍歷解決實時路徑優(yōu)化的算法,以及模塊化的人機交互界面。
本文提出的系統(tǒng)設(shè)計方法已經(jīng)過實踐檢驗,在貼片機制造生產(chǎn)和市場應(yīng)用中證明了可行性和有效性。在進一步提高貼片機速度、精度性能方面,可以繼續(xù)開展引入運動控制新裝置、新技術(shù),優(yōu)化算法等方面的研究。