鎳基高溫合金圓周臺階深孔的加工方案*
2021-09-26 07:35:06胡建武
機電工程技術 2021年8期
胡建武
(佛山市南海中南機械有限公司,廣東佛山 528247)
0 引言
本文所描述的是石油鉆探裝備上控制鉆頭導向的關鍵零部件液控本體單元上關鍵加工工序,對于普通材料小臺階深孔的加工一直是機械加工行業的難題,而鎳基高溫合金Inconel 718材料的圓周臺階深孔加工的難度系數更大,在加工端面圓周臺階孔時采用傳統的加工工藝,在臥式數控鏜銑床用鉆鉸或鉆鏜的工藝很難保證圖紙要求,加工深孔時因排屑和刀具冷卻困難,孔的中心容易造成偏移,且孔內的表面光潔度不容易保證,很容易出現扎刀的現象,這種加工工藝方法不僅要求操作員工有非常高的操作技能,而且形位公差也達不到零件要求。之前,國內因多個圓周臺階深孔的加工難題無法突破,達不到零件的設計要求,各油田服務公司需從新加坡和美國進口。本文通過不斷地摸索和驗證,制定出最優的加工方案,利用主軸能數控分度的深孔鉆鏜床進行臺階深孔的粗加工,專用數控深孔電火花設備進行臺階深孔的半精加工,主軸能數控分度深孔鉆鏜床裝上珩磨頭進行珩磨精加工的加工方案,保證臺階深孔的同軸度、直線度等形位公差;保證孔徑高精度公差以及表面光潔度的要求,不僅質量穩定,還大大地縮短加工周期,實現關鍵零部件液控本體單元的國產化,通過本加工工藝方案的創新,為難加工金屬材料多個高精度臺階深孔的加工提供了新的思路。液控本體單元如圖1 所示。
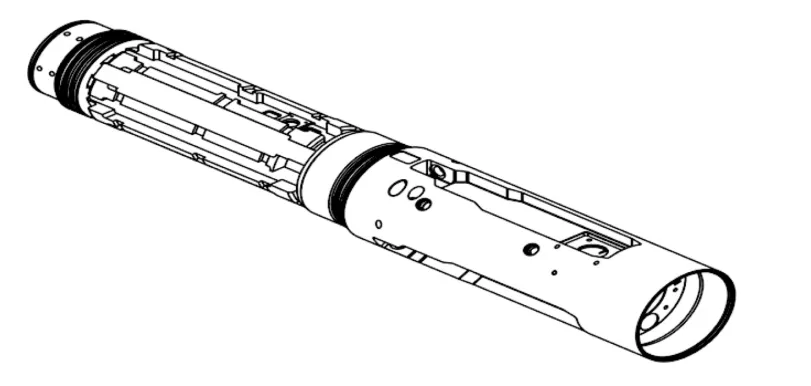
圖1 液控本體單元
1 存在的難點分析
材料為鎳基高溫合金Inconel 718,鎳基高溫合金的加工性能很差,如45#材料的加工性能為100%,鎳基高溫合金Inconel 718 的加工性能只有7%~10%左右,加工難度大,對加工設備、刀具、切削參數、冷卻和排屑等方面的選擇尤為重要[1-2]。
本文以液控本體單元臺階深孔為例,圖2所示為液控本體單元臺階孔圖,該零件右端面有3 個臺階深孔,最深為579 mm,孔徑為φ36.mm 和φ28.mm,孔深(L)與孔徑(D)之比L/ D>20,屬于深孔,兩臺階孔同軸度要求0.05 mm,兩孔表面光潔度要求Ra1.6 和Ra0.8,臺階深孔的中心與零件軸心線平行度要求為0.05 mm,孔底要求有圓角R2。由于這臺階孔內要裝入液壓密封件,孔壁最薄處只有3 mm,需承受140 MPa的工作壓力,這3 個臺階孔要求非常高,是整個零件最難加工和精度最難保證的部位。
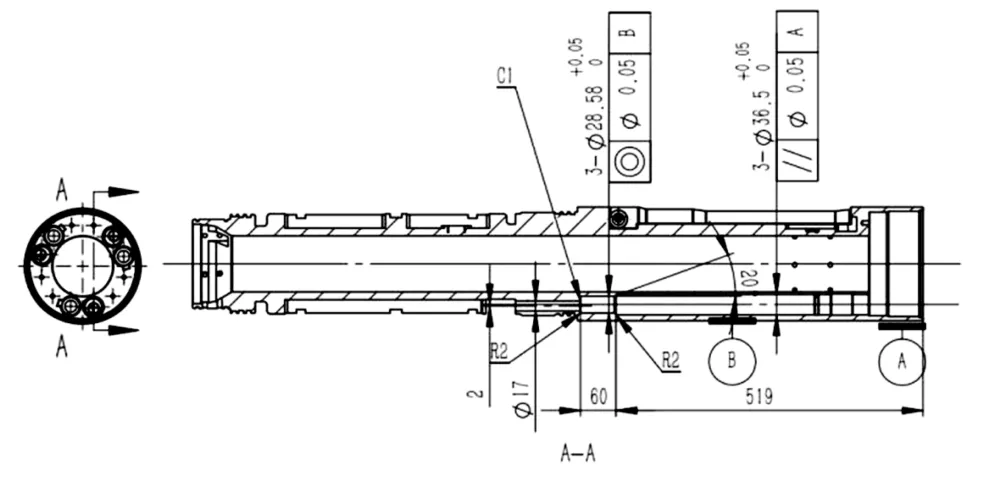
圖2 液控本體單元臺階孔
2 解決措施
對于鎳基高溫合金的加工要選擇主軸扭力大,機床整體剛性好的機加設備;刀具要選擇適合鎳基高溫合金材質的刀片和硬質合金銑刀,選用原則:粗加工選國產刀片和硬質合金銑刀,精加工選進口刀片和硬質合金銑刀,通過不斷試用選擇出性價比高的刀具,因鎳基高溫合金材料的導熱性很差,加工時的加大冷卻壓力和流量。
鎳基高溫合金深孔的加工要充分考慮刀具、排屑、冷卻、設備和切削參數等多方面的因素,根據零件深孔的尺寸、形位公差、孔底的圓角和表面光潔度的要求,通過多次的試制后制定臺階深孔工藝路線如圖3 所示。

圖3 臺階深孔工藝路線
2.1 深孔鉆鏜粗加工臺階孔
加工設備選用山東普利森機床有限公司生產的數控復合深孔鉆鏜床,型號:ZK2106A/ W*2000。
BTA單管鉆系統屬于外冷內排屑方式,鉆桿強度好,加工效率高,同等孔徑規格,加工效率是槍鉆的2~4 倍,噴吸鉆的1~2 倍;鉆桿內部排屑空間大,有利于排屑;機夾式刀片更換更方便,輔助時間少;鐵屑與加工過的孔壁不接觸,內孔粗糙度較好;因而加工性價比最好[3-5]。φ26 mm 可轉位的鉆頭上選用成都工具研究所加工鎳基高溫合金材質的刀粒,性價比高,外刃刀粒型號C060308-L,中刃刀粒型號為I050308- G,內刃刀粒型號為C050308-G。
首先校正工件的基準平面,定好孔的方位,粗鉆φ26 mm深578 mm的深孔,深孔鉆鏜主軸旋轉兩次120°,分別粗鉆另外兩孔。然后粗鏜φ34 mm深518 mm的臺階孔,深孔鉆鏜主軸旋轉兩次120°,分別粗鏜另外兩個孔。
根據表1 所示數據比較得知:針對鎳基高溫合金材料難加工、難斷屑的特性,深孔鉆鏜時鉆頭轉速要低,線速度控制在30 m/ min以下,進給要慢,進給量控制在0.02 mm/ r,加大切削油的流量和壓力,以便斷屑,防止堵屑。深孔加工時刀具在孔里面,很難監測到刀具的使用情況,要通過看、聽、摸等手段來判定加工狀況:看冷卻油壓表值的穩定性,看排出來鐵屑的狀況;聽刀具鉆鏜時的切削聲音;摸鉆桿的振動,摸冷卻油的溫度。通過深孔粗加工能快速去除材料,加工過程中監控孔的偏斜度,用超聲波測厚儀檢測壁厚[6-7],3 個深孔的偏移量都控制在0.5 mm之內。
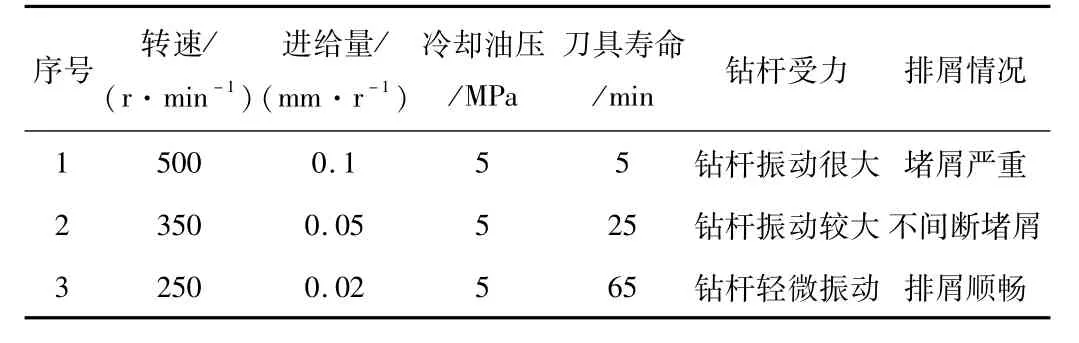
表1 粗鉆φ26 mm時不同切削參數對比
深孔鉆鏜和珩磨加工如圖4 所示。

圖4 深孔鉆鏜和珩磨加工
2.2 電火花深孔半精加工
設備選用蘇州電加工機床研究所有限公司生產的立式三軸數控深孔電火花專用機床DK7140-3Z,機床的行程X軸420 mm,Y軸320 mm,Z軸800 mm,三軸安裝分辯率為0.5 μm的精密光柵尺,工件采用浸液式加工來實施排渣和冷卻,主軸中心有冷卻油孔,與電極桿和電極中心孔相通,便于排渣和防止積碳[8]。
首先,將工件豎立用V 型工裝固定,校正工件的基準平面,定好孔的方位,裝上電極桿,裝調好電極,放電加工φ28.mm(單邊留有0.1 mm 余量),孔的深度尺寸和R2位置加工到圖紙要求,表面光潔度控制在Ra3.2,移動坐標,半精加工另外兩個孔。然后,放電加工φ36.mm(單邊留有0.1 mm余量),孔的深度尺寸和R2 位置加工到圖紙要求,表面光潔度控制在Ra3.2,移動坐標,半精加工另外兩個孔。放電參數如表2 所示[9]。

表2 液控本體單元半精加工放電參數
如圖5 所示,通過深孔電火花的放電加工工能保證3 個臺階深孔的位置度要求;能保證臺階深孔的同軸度0.05 mm的要求;能保證臺階深孔與零件軸心線平行度為0.05 mm 的要求,能保證孔的深度和孔底R2 位置成形。

圖5 電火花深孔半精加工
2.3 深孔珩磨精加工
設備還是選用山東普利森機床有限公司生產的數控復合深孔鉆床,型號ZK2106A/ W*2000,將深孔鉆頭換成可微調的珩磨頭即可。根據鎳基高溫合金材料在珩磨時油石易磨損和粘附堵塞、磨削比較低、磨削力大、磨削產生的溫度較高,表面加工硬化現象較嚴重等特點,以及孔的表面光潔度的要求,對于高溫鎳基合金的深孔珩磨優選120#立方氮化硼油石條[10]。通過珩磨可保證臺階孔的孔徑的尺寸精度和表面光潔度,而電火花深孔加工工序保證的臺階孔同軸度和直線度等形位精度在珩磨加工時不會受到影響。
2.4 深孔檢測
由于三坐標檢測設備一般最大的檢測深度為400 mm左右,不能對上述深孔的尺寸做出完整的檢測報告,對于孔徑和臺階孔的同軸度還需增加其他的檢測方法,孔徑的檢測選用氣動孔徑測量儀,不僅能檢測深孔的孔徑,在測量時不會影響到孔的表面光潔度,臺階孔同軸度用高精度的臺階外圓芯棒進行檢測,模擬生產裝配,臺階芯軸能通過則同軸度合格。
通過深孔鉆鏜的粗加工能快速的去除深孔的余量;通過深孔電火花的半精加工保證了深孔的均布三孔的位置度、深孔的直線度、臺階孔的深度以及孔底R2 的圓角成形;通過深孔珩磨精加工保證了各孔的孔徑和表面光潔度;通過檢測的儀器和檢測工具保證了產品的質量。
3 結束語
本文根據零件鎳基高溫合金材料難加工特性,以及端面多個臺階深孔的高精度要求,通過不斷地摸索和生產實踐,總結出鎳基高溫合金材料臺階深孔的加工使用深孔鉆鏜、深孔電火花以及深孔珩磨的創新工藝方法,質量穩定且高效。突破了石油鉆探裝備關鍵部件液控本體單元的關鍵工序,解決了鎳基高溫合金材料端面多個圓周臺階深孔加工質量難保證的難題。本加工工藝方案不僅為同類型的難加工材料高精度多個圓周臺階深孔加工提供了優選方案,也為傳統深孔加工深孔方法無法達到加工要求時提供了新的思路。