細(xì)長螺紋工件固定軸的高效加工方法
2021-09-28 14:21:56孟祥志王德寬張王生陳文輝李昕付廣東
金屬加工(冷加工) 2021年9期
關(guān)鍵詞:檢測
孟祥志,王德寬,張王生,陳文輝,李昕,付廣東
北方華安工業(yè)集團(tuán)有限公司 黑龍江齊齊哈爾 161006
1 序言
某專項產(chǎn)品的固定軸(見圖1)是國家某重點項目的關(guān)鍵零件,材料為45鋼(符合G B/T699―2015),全長950-0.1mm,大端直徑100-0.2mm,中段直徑50-0.05mm,小端螺紋M5-6g,螺紋長20mm。圖樣要 求φ50-0.05m m與 螺 紋M 5×0.8 m m-6 g同 軸 度≤0.05mm,工件直線度≤0.03mm。
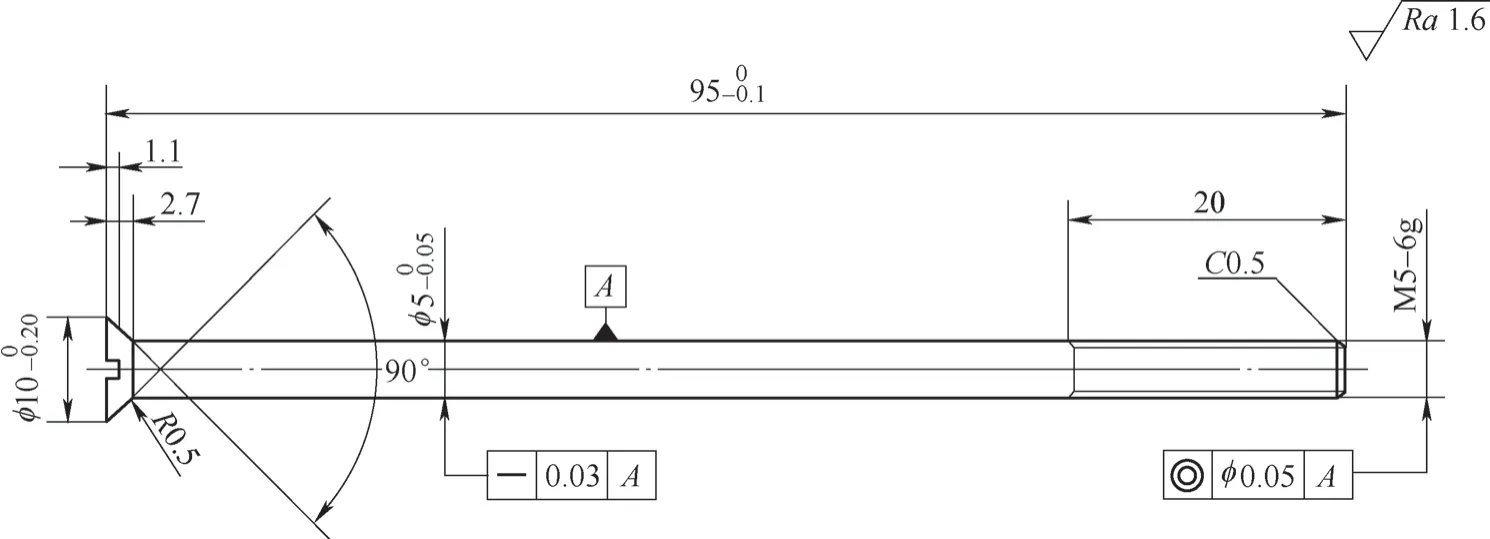
圖1 固定軸
固定軸原加工方法是采用數(shù)控車床和機(jī)用套絲工具分別進(jìn)行外形和螺紋的加工。因工件細(xì)長、剛性差,所以出現(xiàn)φ50-0.05mm尺寸超差,直線度差,表面粗糙度達(dá)不到圖樣要求的現(xiàn)象。φ5-0-0.05mm與螺紋M5-6g分兩次裝夾加工,在使用機(jī)用套絲工具加工螺紋時,由于切削量大,工件在套削螺紋過程中發(fā)生扭轉(zhuǎn)和彎曲變形,導(dǎo)致螺紋套偏,出現(xiàn)M5-6g螺紋與φ50-0.05mm不同軸及螺紋崩牙的現(xiàn)象,最終導(dǎo)致固定軸在裝配過程中旋緊困難。
由于固定軸承載強(qiáng)度較高,所以設(shè)計人員選擇開一字槽的方式進(jìn)行旋緊。同時由于產(chǎn)品對工件的靜載拉力有嚴(yán)格要求,一字槽的深淺直接影響靜載拉力試驗結(jié)果,所以圖樣設(shè)定一字槽的深度為1+0.1+0mm,原加工方法采用普通銑床進(jìn)行加工,V形鐵裝夾,活擋鐵定位,一次裝夾一個工件,但因加工效率低,加工質(zhì)量差,致使尺寸公差無法保證,個別工件還出現(xiàn)銑偏的現(xiàn)象。
固定軸的螺紋端聯(lián)接固定板,起拉緊和固定的作用,原加工方法在螺紋端鉆φ2mm、深度5mm的中心孔,用來頂緊工件,φ2mm中心孔直接影響螺紋的強(qiáng)度。設(shè)計人員要求固定軸的螺紋端不允許留有中心孔,對加工工藝提出了新的要求。而且加工中心孔需要反復(fù)更換鉆夾頭和活頂尖,嚴(yán)重影響加工效率。
為了解決上述問題,改進(jìn)工藝方法。改進(jìn)后的工藝流程為:下料→正火→車全形(車螺紋,中徑留量0.05mm)→車假頂尖孔→定全長→套螺紋→銑槽→靜載拉力試驗。
2 下料
工件毛坯φ14mm,單件全長95mm,由于直線度要求高,故工件需要增加工藝夾頭及螺紋假頂孔,單件毛坯長度100mm,8件一體進(jìn)行下料,下料長度900mm。
3 正火
因工件對力學(xué)性能有較高的要求,抗拉強(qiáng)度≥600MPa,下屈服強(qiáng)度≥355MPa,斷后伸長率≥14%,斷面收縮率≥40%,故需要對其進(jìn)行正火處理。正火溫度850℃,保溫時間1.5h,出爐后進(jìn)行風(fēng)冷。
4 車全形
工件長徑比近20,需采用一夾一頂?shù)姆绞竭M(jìn)行裝夾,在固定軸小端留φ3m m假頂尖孔,設(shè)計了車削專用頂尖。因鉆中心孔影響加工效率,故制作了頂尖心軸,材料為T10高碳鋼,淬火硬度52~55H R C。采用旋緊尾座手柄直接頂緊的方法,頂緊力使頂尖嵌入工件0.8m m左右,既起到支撐工件的作用,又防止了因頂緊力過大而導(dǎo)致的工件變形。該加工方法減少了打中心孔工序,提高了加工效率。優(yōu)先選用山特維克可樂滿266R G-16M M01A100M 1125型刀片、266R F G-2020-16型刀體、N123G2-0300-003-CR1125型刀片和RF123G10-2020B型刀體,以及株洲鉆石YBC252 DCMT11T304-HF型刀片、三祿MDPNN2020K11型刀體進(jìn)行車削,保證了加工質(zhì)量。
具體操作步驟為:首先將工件毛坯夾緊,伸出105mm,采用專用頂尖(見圖2)將工件頂緊;起動數(shù)控車床,對固定軸外形全形進(jìn)行加工。由于工件的剛性差,M5-6g螺紋在車削過程中出現(xiàn)讓刀現(xiàn)象,所以為了保證產(chǎn)品的一致性,螺紋中徑留量0.03~0.05mm。采用M5-6g板牙對螺紋進(jìn)行精加工,保證螺紋的加工精度,其余部分一次裝夾加工完成,全長留量,切單件。加工完的工件采用專用通、止卡板檢測外徑(見圖3),采用專用量具檢測直線度(見圖4),保證工件直徑合格,直線度滿足圖樣要求。

圖2 專用頂尖

圖3 采用專用通、止卡板檢測外徑

圖4 采用專用量具檢測直線度
數(shù)控加工程序(DTM-5T數(shù)控系統(tǒng))如下。

5 車假頂尖孔
采用長兩瓣瓦專用夾具對固定軸進(jìn)行裝夾,保證固定軸的90°錐面與夾具90°錐面貼合嚴(yán)實,實現(xiàn)定位車削。圖5為車假頂尖孔控制圖1所示2.7mm尺寸。去除大端切斷工件后所留假頂尖孔,用圖6所示專用角度卡板檢測90°錐面并控制圖1所示2.7mm尺寸。

圖5 車假頂尖孔控制圖1所示2.7mm尺寸

圖6 專用角度卡板檢測90°錐面
6 定全長
將車完假頂尖孔的固定軸裝夾在專用兩瓣瓦夾具中,采用CA6140型臥式車床進(jìn)行加工,將固定軸螺紋末端的假頂尖孔去除并控制全長尺寸(見圖7),倒角C0.5mm。將全長尺寸公差控制在95-0-0.05m m,保證產(chǎn)品質(zhì)量和尺寸一致性,使用專用卡板檢測全長(見圖8)。
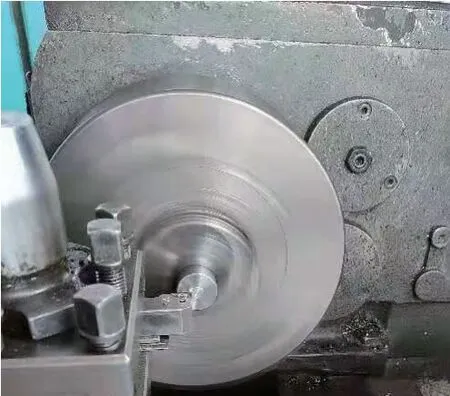
圖7 將固定軸螺紋末端的假頂尖孔去除并控制全長尺寸

圖8 使用專用卡板檢測全長
7 套螺紋
采用M5-6g螺紋板牙對定完全長的固定軸螺紋進(jìn)行精加工。由于留量較少,所以僅需輕輕轉(zhuǎn)動板牙即可進(jìn)行套螺紋,去量小,僅有微量的切屑產(chǎn)生,切削力小,表面加工質(zhì)量好。由于板牙沿螺紋粗加工后的牙型旋進(jìn),因此保證了螺紋與φ50-0.05mm同軸。每件加工完螺紋的固定軸均采用M5-6g通止螺紋環(huán)規(guī)進(jìn)行測量,嚴(yán)格保證產(chǎn)品質(zhì)量。
采用M5螺紋專用保護(hù)套對螺紋進(jìn)行保護(hù),防止周轉(zhuǎn)過程中發(fā)生磕碰。
8 銑槽
采用臥式銑床對固定軸的一字槽進(jìn)行加工。為了確保槽深一致并提高加工效率,設(shè)計了如圖9所示的一字槽專用銑削工裝。該工裝由本體、壓板、定位板和鎖緊螺釘?shù)葞撞糠纸M成,本體由線切割一次裝夾加工10個V形槽,各V形槽底面均與工裝側(cè)面相平行,能夠一次裝夾10個固定軸,相鄰兩個固定軸采用一個壓板進(jìn)行壓緊,避免了一個壓板壓多個工件而出現(xiàn)的松動現(xiàn)象。固定軸小端頂在定位板上,保證了各工件定位一致。
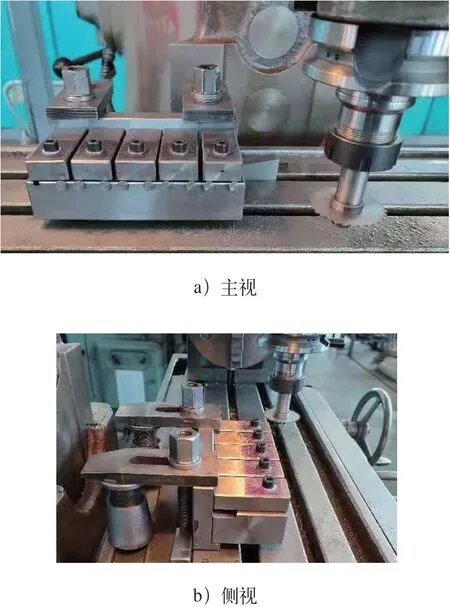
圖9 一字槽專用銑削工裝
將工裝固定在銑床工作臺上,打表拉直工裝側(cè)面,保證銑刀與工裝側(cè)面相平行,銑刀對正固定軸中心線,對固定軸大端一字槽進(jìn)行加工。加工完畢的工件采用一字槽深度量規(guī)進(jìn)行檢測,保證一字槽深度尺寸公差。
9 靜載拉力試驗
固定軸的靜載拉力要求在10kN的拉力下,檢測軸向拉伸變量<0.3mm。為此專門設(shè)計了靜載拉力檢測夾具,大端配合部位為90°錐面,小端配合部位為M5-7h的螺紋。把螺釘放入定位套,螺釘?shù)某令^錐面和定位套的錐面配合,定位套和上接頭用螺紋聯(lián)接,螺釘?shù)穆菁y端和鎖緊套的螺紋聯(lián)接,鎖緊套的外螺紋旋入下接體,組成拉力測試試驗裝置。圖10為靜載拉力試驗檢測,拉力機(jī)選用圖11所示的30t靜載拉力試驗機(jī)。拉力試驗結(jié)果滿足產(chǎn)品設(shè)計要求。
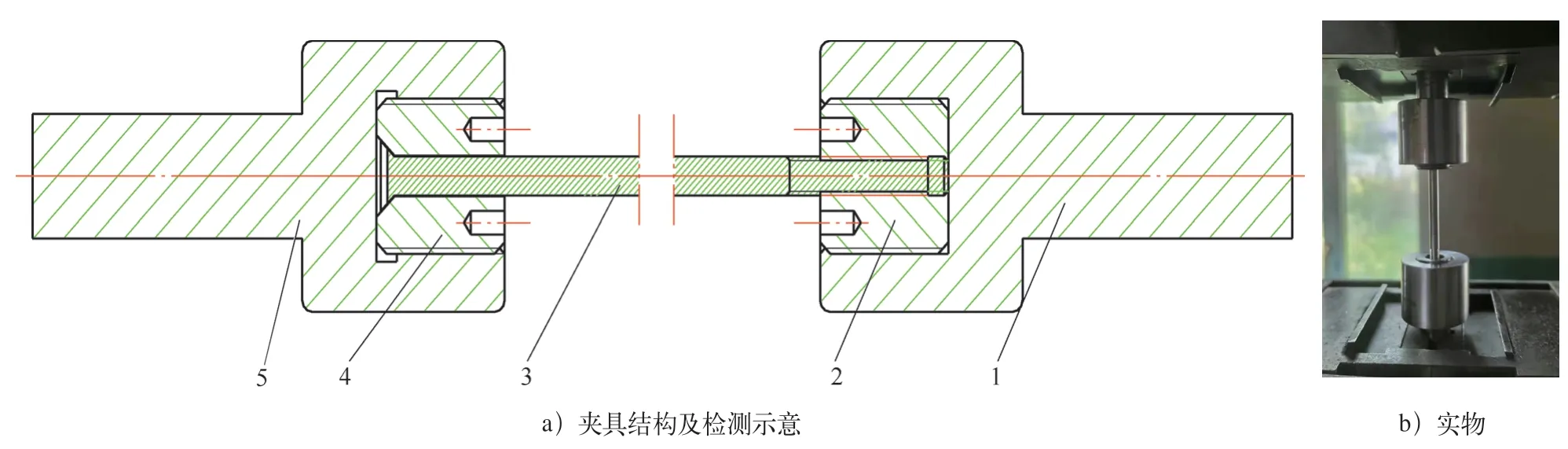
圖10 靜載拉力試驗檢測示意

圖11 30t靜載拉力試驗機(jī)
10 結(jié)束語
通過改進(jìn)工藝方法,設(shè)計制作專用夾具和量具,保證了固定軸的加工質(zhì)量,提高了加工效率。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
