基于840D sl數(shù)控系統(tǒng)的雙測頭測量系統(tǒng)的應(yīng)用
2021-09-28 14:23:30黃偉
金屬加工(冷加工) 2021年9期
黃偉
河南大學(xué)濮陽工學(xué)院 河南濮陽 457000
1 序言
在零部件高精度、高質(zhì)量、高效率的加工過程中,測量技術(shù)起著非常重要的作用。由于毛坯存在差異,所以依靠機床本身來控制加工精度是很難實現(xiàn)的。采用精密測頭對工件進(jìn)行實時測量,是機床加工過程中的重要環(huán)節(jié),測量系統(tǒng)原理如圖1所示。
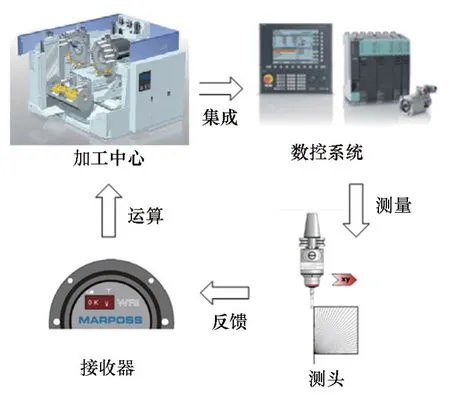
圖1 測量系統(tǒng)原理
測頭作為測量系統(tǒng)的信號感知部件,可使機床在毛坯加工過程中實現(xiàn)對加工尺寸的自動測量。機床對測頭反饋回來的測量結(jié)果進(jìn)行處理、分析后,自動修改加工程序,提高加工精度。數(shù)控機床不僅具有機加工功能,同時還兼具測量機的功能,進(jìn)一步提高了加工性能。
2 測頭測量裝置與數(shù)控系統(tǒng)的集成
汽車企業(yè)的動力總成機加工線應(yīng)用主動測量技術(shù)比較廣泛,例如缸體缸蓋生產(chǎn)線機加工設(shè)備引進(jìn)的MARPOSS T25測頭和P1SRW60000接收器,配合西門子SINUMERIK 840D sl中高端數(shù)控系統(tǒng),測頭與數(shù)控系統(tǒng)連接應(yīng)用可以實現(xiàn)工件測量功能。機床的冷機熱機狀態(tài)對關(guān)鍵尺寸影響較大,通過用測頭測量消除誤差十分重要。MARPOSS T25測頭是一種觸發(fā)式測頭,采用無線電傳輸觸發(fā)測頭系統(tǒng)傳輸模式。當(dāng)系統(tǒng)執(zhí)行測量動作時,T25測頭發(fā)出采樣脈沖信號,接收裝置接收信號后,傳輸至NCU(Numerical Control Unit,中央控制單元),NCU經(jīng)過運算分析,確定工件或夾具的坐標(biāo)偏差是否在規(guī)定公差范圍內(nèi),并根據(jù)測量結(jié)果自動修正坐標(biāo)系的偏置量,使同樣的機床能加工出更高精度的零件。
2.1 硬件組成與參數(shù)設(shè)置
本案例使用的測量裝置為MARPOSS T25測頭和P1SRW60000接收器,配合西門子SINUMERIK 840D sl中高端數(shù)控系統(tǒng)。MARPOSS測頭系統(tǒng)由發(fā)射器和集成接口的無線電接收器構(gòu)成,適用于中大型機床和五軸機床;其堅固穩(wěn)定的設(shè)計,可適應(yīng)苛刻的加工環(huán)境;傳輸頻率2.4GHz,傳輸距離長達(dá)15m,并且擁有卓越的抗干擾性。
SINUMERIK 840D sl的數(shù)控單元作為數(shù)控機床的中央控制單元,負(fù)責(zé)整個機床的邏輯控制功能,主要由一個COM CPU板、一個PLC CPU板和一個DRVIVE板組成。硬件接線如圖2所示,探針1對應(yīng)的主軸1測頭接收器連接到NCU的X122接口單元上的10針端口,而探針2對應(yīng)的主軸2測頭接收器則連接到X122接口單元上的11針端口。通過修改SINUMERIK 840D sl參數(shù)P680,可以實現(xiàn)手動設(shè)定測量輸入接口。另外,MD13200可以配置高低電平有效。
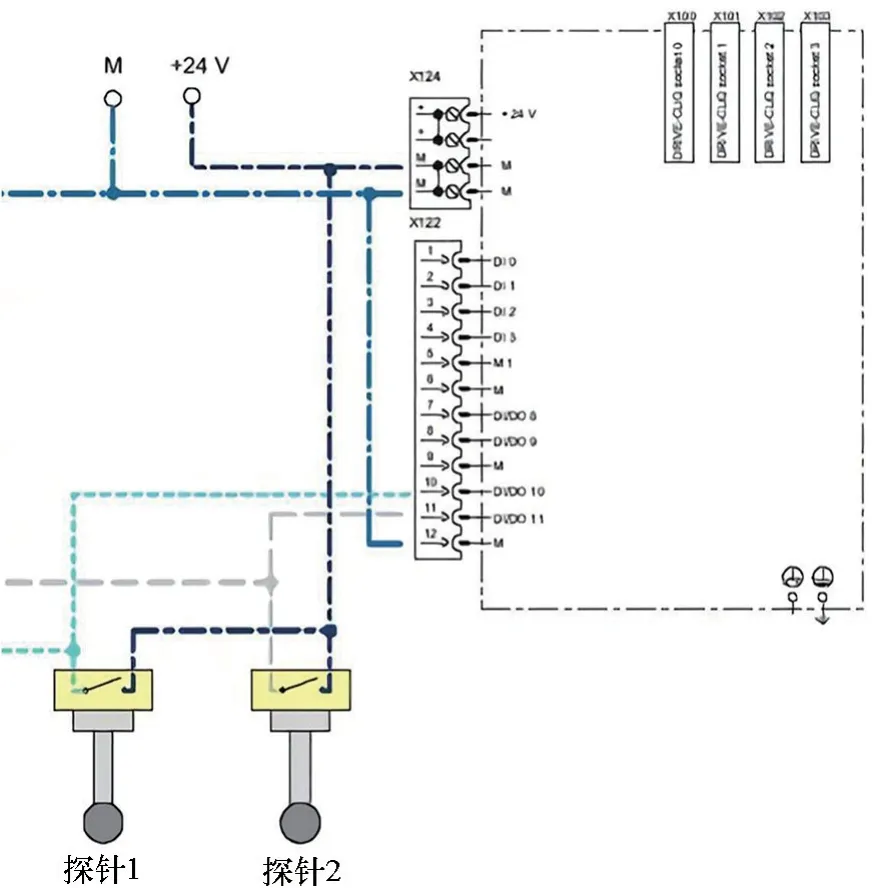
圖2 硬件接線
系統(tǒng)連接正常通電后,MDA或自動模式下用M指令啟動探針,探針1、2的測量輸入可以通過PLC側(cè)的DB10.DBX107.0和DB10.DBX107.1監(jiān)控。雙主軸機床有兩個獨立的Z向進(jìn)給,共用X、Y方向的進(jìn)給。測量時,X、Y、Z1為第一套測頭系統(tǒng),X、Y、Z2為第二套測頭系統(tǒng),分別進(jìn)行測量。
2.2 PLC控制程序
PLC程序通過M38激活主軸1測頭的功能(見圖3),激活主軸2測頭的功能則通過控制M37完成(見圖4),PLC控制M39則可關(guān)閉所有測頭功能。當(dāng)NCU側(cè)接收到一個M功能時,PLC側(cè)對應(yīng)的信號功能就會被激活,從而實現(xiàn)NCU與PLC的信息交換,激活或關(guān)閉測量頭使能等機床輔助功能。
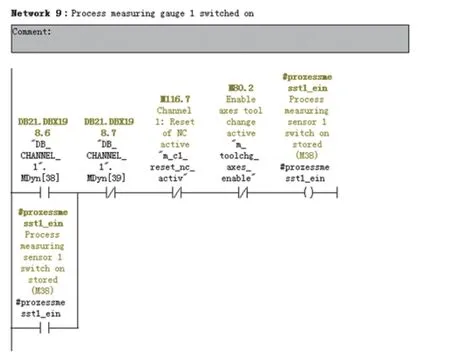
圖3 M38激活主軸1測頭
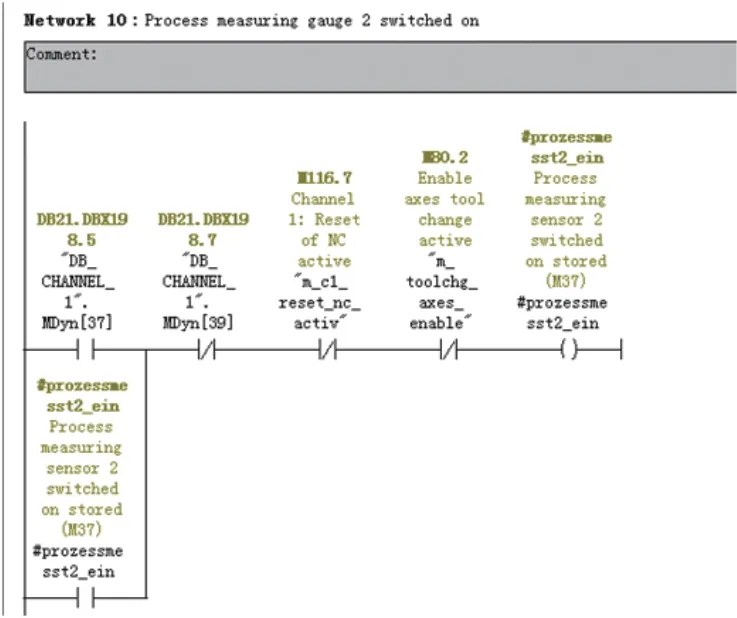
圖4 M37激活主軸2測頭
當(dāng)N C U接受M38功能請求后,激活主軸1測頭,只有當(dāng)測頭被激活后,才能執(zhí)行下一條指令,否則會出現(xiàn)因測頭未被完全激活而導(dǎo)致測量數(shù)據(jù)不準(zhǔn)確的情況。由于M0~M99是動態(tài)M功能,一般不具備讀入禁止功能,所以執(zhí)行M38功能后要在PLC中增加讀入禁止功能,執(zhí)行M38功能時會產(chǎn)生一條510116的操作信息,顯示測頭處于打開狀態(tài)。當(dāng)測頭被成功激活后,若操作信息的條件不滿足邏輯關(guān)系則會自動從HMI中消失。根據(jù)Doconcd手冊的提示信息可知,510116~510123這類操作信息具有讀入禁止與進(jìn)給禁止功能。利用這些特殊的操作信息使M38(激活主軸1測頭功能)、M37(激活主軸2測頭功能)具有讀入禁止與進(jìn)給禁止的功能,確保激活完成后才進(jìn)行測量,進(jìn)而保證了測量結(jié)果的準(zhǔn)確性。
2.3 NC控制程序
1)使軸移動到測量工件上的實際位置,在測頭發(fā)出脈沖沿時,刪除實際位置與給定位置之間的剩余行程,并將軸的實際位置寫入存儲單元中。
2)設(shè) 置 測 量 值 公 差 帶。當(dāng)G U D全 局變量測量值M E A S U R I N G_VA L U E_Z超過UPPER_TOLERANCE_LIMIT或小于LOWER_TOLERANCE_LIMIT時,輸出65952的NC報警。
3)記錄測量結(jié)果值。使用WRITE指令可以將零件程序中的段落或數(shù)據(jù)寫入到指定文件(日志文件)的末尾。利用此功能記錄兩個測頭測量值結(jié)果(見圖5),分號作為分隔符進(jìn)行間隔,存于子程序文件夾中。用U盤復(fù)制這些文件,在電腦Excel表格中可直接打開,勾選分號為分隔符,在預(yù)覽窗口可以看到測量結(jié)果清晰顯示在Excel表格中,便于管理測量值的數(shù)據(jù)并保證數(shù)據(jù)的可追溯性。

圖5 記錄測量值結(jié)果
4)測量頻次設(shè)置。在實際生產(chǎn)中,并非對每一個工件都進(jìn)行測量,本例中通過設(shè)置會依次增加測量件之間的間隔(見圖6)。加工中心從冷機到熱機期間,測量值會有波動,當(dāng)加工中心熱機完成后,測量值則會趨于穩(wěn)定,這時就不需要小頻次測量,頻次曲線如圖7所示。
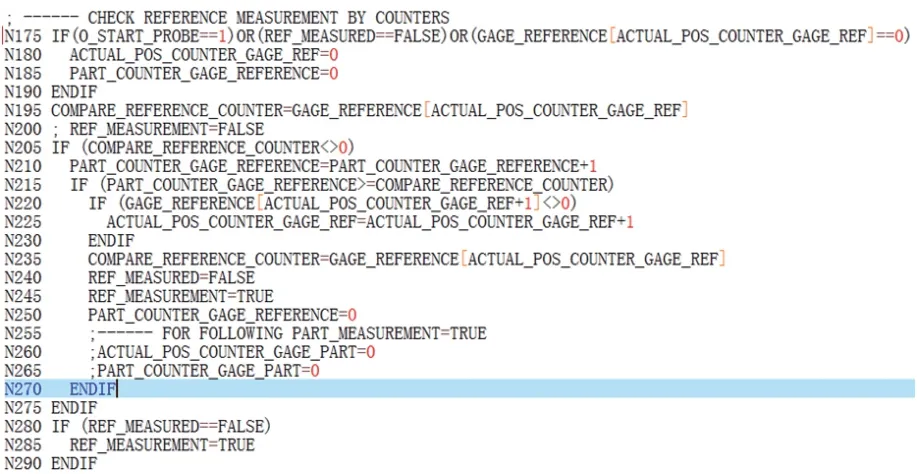
圖6 頻次設(shè)置
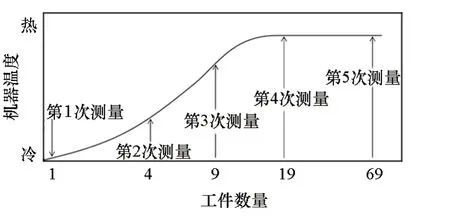
圖7 頻次曲線
5)修正坐標(biāo)系。通過CFINE精偏指令可以將測量后得到的補償值寫入到雙主軸的各個坐標(biāo)系中,修正坐標(biāo)系補償功能。雙主軸機床的坐標(biāo)系補償值有X、Y、Z1和Z2四個方向,在程序中分別對應(yīng)變量R320、R321、R322和R323。
2.4 軟件監(jiān)控
SinuCom NC是一款針對西門子840D sl數(shù)控系統(tǒng)和驅(qū)動數(shù)據(jù)分析、管理的工具。該軟件包支持對SINUMERIK 840D sl控制系統(tǒng)的簡便、高效調(diào)試,所包含的程序提供豐富的機床調(diào)試產(chǎn)品,包括跟蹤功能、安全集成驗收測試、生成PC卡映像文件、系列調(diào)試管理以及數(shù)控用戶數(shù)據(jù)的傳輸。
SinuCom NC軟件提供了很多診斷和調(diào)試工具,比如FFS、ARC、Trace等,其中Trace功能可以對系統(tǒng)狀態(tài)、IO狀態(tài)、伺服功能、PLC/NC變量等進(jìn)行全方位監(jiān)控。軟件中添加測頭信號,可以通過事件或手動觸發(fā)對變量進(jìn)行記錄。通過這些記錄,用戶可以方便地監(jiān)控測頭運行狀態(tài),也方便用戶診斷故障。
在SinuCom NC Trace中完成配置,然后將該配置運行到系統(tǒng)中,Trace結(jié)果會自動在SinuCom NC Trace中顯示,如圖8所示。
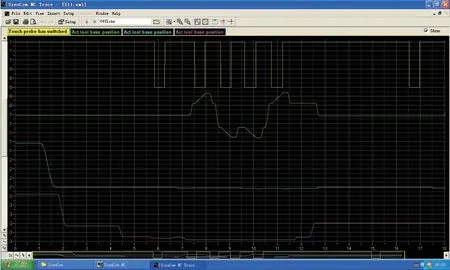
圖8 Trace結(jié)果顯示
3 結(jié)束語
840D sl數(shù)控系統(tǒng)的雙主軸加工中心配雙測頭測量系統(tǒng)改造方案取得了良好的效果,將會陸續(xù)推廣到其他車間的雙主軸項目中。在項目實際調(diào)試過程中,840D sl數(shù)控系統(tǒng)的靈活性和開放性,以及完善的技術(shù)資料、良好的技術(shù)支持,使現(xiàn)場調(diào)試有了保障,降低了項目成本。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年12期)2018-08-01 00:47:44
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造技術(shù)與機床(2017年6期)2018-01-19 02:41:21
中國科技論壇(2017年7期)2017-07-25 08:49:53
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
