側架磁粉探傷機故障診斷與維修
2021-09-28 14:24:06郭磊蓋曉朋
金屬加工(冷加工) 2021年9期
關鍵詞:故障
郭磊,蓋曉朋
中車石家莊車輛有限公司 河北石家莊 050000
1 序言
CJW-3000型側架磁粉探傷機是鐵路貨車轉向架生產的關鍵裝備,主要用于對側架進行探傷。該設備狀態(tài)的好壞不僅影響鐵路貨車轉向架生產的順利進行,還會直接影響側架探傷結果,進一步影響鐵路貨車行車安全。本文選取了幾個典型故障進行描述,并對故障分析和維修過程進行詳細介紹,為以后類似故障的維修提供技術參考。
2 探傷機磁化原理
側架探傷機對側架進行多向磁化,充磁時要在短時間內將通過側架和固定線圈內的電流升到設定值(周向2800~3500A,縱向1700~2400A),并保持一定的時間,從而達到磁化的效果,使工件內部、表面和周圍產生磁場。磁化曲線如圖1所示。
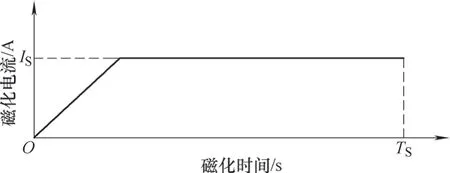
圖1 磁化曲線
周向磁化通過直接對側架通電來完成,縱向磁化采用通電螺旋管線圈產生磁場來完成。復合磁化由周向、縱向兩相交流電流在工件上感應出交變旋轉磁場。若工件存在缺陷,由于缺陷處的磁阻增大而產生漏磁,形成局部磁場,磁粉便會集聚在缺陷區(qū)域,顯示出缺陷的位置和形狀(見圖2)。
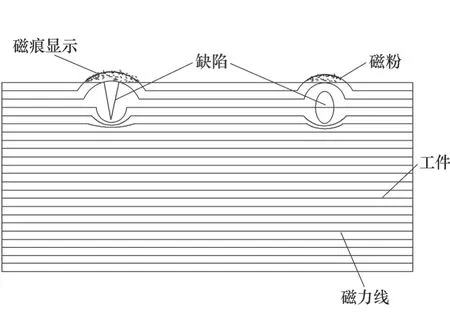
圖2 顯示缺陷的位置和形狀
探傷機主電路控制原理如圖3所示。主電路主要由周向磁化電源變壓器和縱向磁化電源變壓器組成,周向、縱向磁化電流控制調整,由兩只晶閘管來完成初級調壓,VT1/VT2、VT3/VT4構成兩對反向并聯(lián)晶閘管組完成控制磁化電流調整工作,其具體的調節(jié)通過晶閘管觸發(fā)電路板來實現(xiàn)。
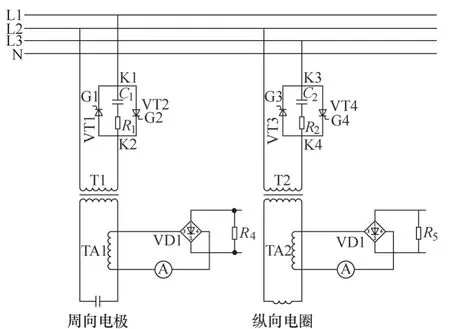
圖3 探傷機主電路控制原理
3 故障診斷實例
3.1 周向充磁故障
(1)故障現(xiàn)象與檢查 側架探傷機起動后運行良好,動作正常。但開工前做試驗時發(fā)現(xiàn):標準試片縱向人工缺陷磁痕顯示不清晰,試片圓環(huán)不閉合,周向電流不穩(wěn)定,表針有明顯擺動,橫向人工缺陷明顯。根據(jù)設備操作人員描述與現(xiàn)場檢查發(fā)現(xiàn),探傷機除試片縱向人工缺陷不清晰和周向電流不穩(wěn)定外,其余一切運行正常,并未發(fā)現(xiàn)明顯故障。
(2)故障分析 周向充磁是側架通過探傷小車與電極板連接,形成電流回路,然后產生周向磁場。縱向缺陷不清晰可能是周向磁場不穩(wěn)定或者缺少周向磁場造成的。周向磁場異常的原因可能有以下幾點。
1)探傷電極與側架接觸不良。如果長時間使用探傷機且不對探傷機電極進行必要的清理,很可能會出現(xiàn)電極沾染油污、塵土或銹蝕等,造成接觸不良;側架本身接觸面鐵銹較多也可能造成接觸不良;電極與探傷小車采用摩擦式接觸,每完成一件側架探傷,電極需要與探傷小車摩擦4次,長時間使用導致電極磨損過大,有效接觸面積減小,也會造成接觸不良。
2)PLC控制電路故障。如果PLC輸入條件不滿足,信號異常、輸出控制線路故障導致周向輸出信號時有時無,甚至無周向輸出,就會影響周向充磁時間,進而導致周向磁場異常。
3)充磁電路故障。側架探傷機采用標準觸發(fā)模塊,觸發(fā)模塊電源不穩(wěn)定、可調電位器電阻阻值不能連續(xù)平穩(wěn)調整,都會造成觸發(fā)不穩(wěn)定,引起觸發(fā)電壓波動,使晶閘管導通不穩(wěn)定,直接導致磁場異常。
(3)故障處理 遵循故障維修先易后難的原則,進行如下檢查。
1)檢查電極與所探傷側架情況,發(fā)現(xiàn)電極與側架都比較干凈,二者接觸良好。
2)檢查電極磨損情況,發(fā)現(xiàn)兩端電極平整、厚度合適,不會造成接觸不良。
3)手動運行探傷小車到位,觀察接近開關指示燈與對應PLC輸入信號指示燈,并未發(fā)現(xiàn)異常,說明控制電路輸入部分條件滿足,PLC充磁起動輸出正常。
4)測量主電路各部分電壓,發(fā)現(xiàn)電壓正常。
5)檢查觸發(fā)線路,測量晶閘管控制極對陰極有0~5V電壓,表明觸發(fā)電路正常。
6)用指針式萬用表R×100擋測量晶閘管,黑表筆接陽極,紅表筆接陰極,此時電阻無窮大,用線瞬時短接控制極與陽極,萬用表指針偏轉,讀數(shù)為十幾歐姆,說明晶閘管正常。
通過上述整體故障檢查與檢測,并未發(fā)現(xiàn)探傷機故障。重新做試驗,試片縱向缺陷顯示仍然不明顯,證明周向磁場仍然異常。
重新整理思路,對照圖樣對線路進行深入檢查,發(fā)現(xiàn)探傷小車夾頭底座與方管聯(lián)接固定螺釘所墊的尼龍?zhí)子欣匣F(xiàn)象。尼龍?zhí)自诖似鸾^緣作用,長時間使用,受吊裝工件時沖擊與磁懸液浸泡影響,導致其絕緣性能下降。長久使用不清洗,磁懸液附著在尼龍?zhí)咨希矔斐山^緣不良,導致次級變壓器一端通過電極與探傷小車相連后,電流不經過側架,直接通過探傷小車方管與另一端接通,造成跨工件周向電極短路故障(見圖4),使得檢測縱向缺陷時出現(xiàn)異常。
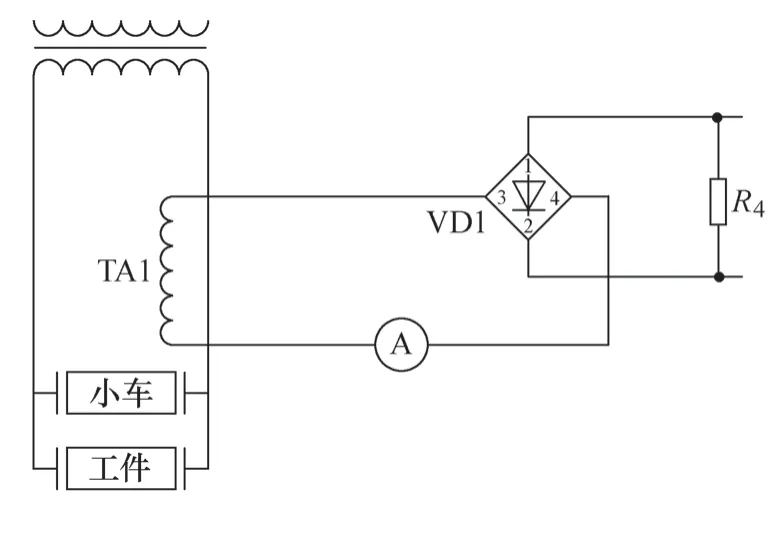
圖4 周向電極短路故障示意
針對這種現(xiàn)象,將探傷小車整體吊出,清洗連接部位,更換受損尼龍?zhí)住T俅芜M行試驗,設備運行正常,試片人工缺陷全部清晰可見,故障消除。
因這種故障并不經常發(fā)生,而且發(fā)生時引起的故障現(xiàn)象也可能是多方面原因造成,并不容易判斷出是由此位置引起的故障。因此為防止此類故障發(fā)生,應定期檢查電極是否干凈、接觸面積是否良好,預防側架與電極接觸不良;定期清洗探傷小車夾頭底座與方管聯(lián)接處,防止磁懸液積累造成短路,并在清洗時檢查尼龍?zhí)着c膠木板絕緣性,預防此類故障再次發(fā)生。
3.2 縱向充磁故障
(1)故障現(xiàn)象與檢查 充磁時探傷室內有異響,并發(fā)現(xiàn)有多點打火并有煙霧產生,主回路電源總空氣開關掉閘。根據(jù)探傷操作人員描述,停機檢查縱向線圈,發(fā)現(xiàn)多個尼龍墊圈被擊穿,導致線圈與機體連接,形成線路接地,造成設備線圈故障。
(2)故障分析 縱向二次線圈接地故障,一般是因為設備長期使用,加上受磁懸液浸蝕,導致線圈與機體之間絕緣阻值下降,再加上磁懸液附著,更容易造成線圈接地,損壞線圈,造成縱向充磁故障。
對照圖樣分析:主回路電源掉閘可能是由于主回路電流增大,超過總空氣開關額定值所引起的。如果晶閘管擊穿,相當于導通角完全打開,縱向充磁主變壓器一次電流增大,主電路過負荷掉閘。縱向充磁線圈的絕緣等級是按變壓器二次工作電流最大值設計的,故障電流超過工作電流10余倍,加上縱向充磁線圈絕緣墊受磁懸液沖洗腐蝕,造成各處絕緣值高低不一,在絕緣最薄弱處發(fā)生擊穿,導致線圈與機體接地的二次故障。
(3)故障處理 用指針式萬用表R×100擋測量晶閘管,黑表筆接陽極,紅表筆接陰極,萬用表指針向右偏轉,說明該晶閘管已被擊穿。更換同型號晶閘管,清掃探傷室,修復損壞的線圈,并做好線圈絕緣防護,檢查充磁回路整體絕緣防護無破損。開機調整縱向電流,再次試驗,發(fā)現(xiàn)設備運行正常,充磁做試驗,故障消除,試片人工缺陷顯示清晰,說明故障得到解決。處理類似故障,不能僅處理表面故障,而是應該深層次、全方面地分析故障原因,逐步排查消除故障點,保障設備正常運行。
3.3 沖刷磁痕故障
(1)故障現(xiàn)象與檢查 開機做試驗,發(fā)現(xiàn)周向、縱向電流表讀數(shù)正常,但標準試片人工缺陷磁痕顯示模糊。
經驗查設備各方面運行正常,進行充磁試驗,試片顯示缺陷模糊。反復試驗,每次顯示試片缺陷均有不同,差異較大。改變試片位置,故障依舊。
(2)故障分析 試片缺陷顯示不清晰,一般與充磁電流有關。當充磁電流低于下限工作電流(周向2800A、縱向1700A)時,產生的磁場也會變弱,磁懸液磁粉粒子受力較小,造成試片缺陷會顯示不清晰。該試片各方向顯示都不清晰,說明周向、縱向充磁都有問題,電流表讀數(shù)正常,證明周向、縱向電流值大小符合要求。
(3)故障處理 檢查外部并未發(fā)現(xiàn)異常,手動操作進行試驗,試片缺陷顯示清晰。再次進行自動探傷試驗,試片顯示缺陷仍模糊,故障未消除。
仔細檢查設備結構發(fā)現(xiàn):如果噴淋時間長,在充磁時噴淋不能及時關閉,磁懸液會把磁粉沖散,就不能清楚地顯示試片缺陷。手動單獨進行噴淋,關斷噴淋時,噴液關閉有延時。而噴淋主要由PLC、繼電器、電磁氣動閥和風動控制閥控制。圍繞此方向進行簡單分析如下。
1)PLC控制輸出時間一般不會變,PLC故障基本排除。
2)繼電器長期使用,觸點輕微粘連、彈簧不靈敏或遲緩可能造成斷電延時,導致?lián)Q向遲緩。
3)電磁氣動閥風路不清潔、缺少潤滑會導致?lián)Q向延遲;風動控制閥受磁懸液磁粉沉淀影響,動作不迅速,也會造成換向延遲。
4)風壓不足會導致閥體動作緩慢。
按此思路,更換繼電器,但故障仍然存在。更換電磁氣動閥、風動控制閥,檢查風路后,再次進行試驗,試片缺陷顯示清晰,故障消除。噴淋動作在探傷室內進行,噴淋狀態(tài)不易觀察,出現(xiàn)故障不容易被發(fā)現(xiàn)。為防止日后工作中出現(xiàn)類似故障,應仔細觀察設備工作狀態(tài),定期檢查電氣元器件、閥體,確保設備正常運行。
4 結束語
在日常的維修工作中,由于維修人員容易被設備的一些表面故障現(xiàn)象所誤導,造成故障誤判,所以在處理這種故障時,不僅要掌握探傷機的工作原理,更要清楚其構造與部件連接方式,才能準確、快速地排除故障。通過3個典型故障實例的檢查、分析和處理過程介紹,希望能對維修人員處理類似故障時有所幫助,從而減少維修時間,保障設備正常運行。
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
