內齒圈成形銑齒留量齒廓精度檢測
2021-09-28 14:22:08王曰輝翟晶柴希
金屬加工(冷加工) 2021年9期
關鍵詞:檢測
王曰輝,翟晶,柴希
太原重工齒輪傳動分公司 山西太原 030024
1 序言
成形銑齒生產效率高,是內齒圈齒形半精加工的主要方法。按照質量控制計劃,采用新刀具、新機床、新程序,或者工藝變更如刀具、機床更換或維修后,對于首件加工的內齒圈齒部應留余量進行齒廓精度檢測,以驗證加工工藝、刀具、機床和程序的正確性。檢測滿足要求后,可按工藝加工至銑齒工序要求。
檢測過程一般為同一零件檢測3個齒的齒形、齒向及齒輪齒距累積誤差。在實際生產過程中,齒圈銑齒留余量用齒輪檢測儀(P350)檢測,發現檢測完3齒同側齒廓后,無法按程序規定檢測另一側齒廓,同時無法進行齒距累積誤差檢測。在檢測完一側齒廓后,測頭無法找到所檢齒槽的檢測位置,測頭停留在一齒齒頂。齒輪檢測儀測頭停留位置如圖1所示。
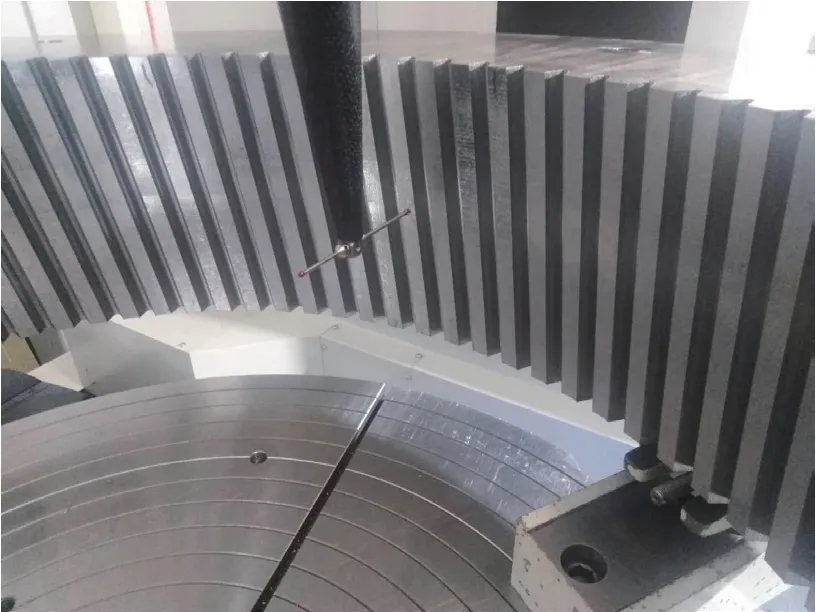
圖1 齒輪檢測儀測頭停留位置
2 造成無法檢測的原因分析
初步分析造成無法檢測的原因可能是銑齒分度誤差、齒輪檢測儀分度誤差、銑齒程序或檢測程序不正確以及齒廓參數輸入錯誤等外在因素造成的。經對銑齒機、齒輪檢測儀分度精度、程序以及齒廓參數進行逐項排除,確定這些因素均不是造成無法檢測的原因。
對齒圈銑齒過程進一步分析發現,由于粗銑齒時齒廓留有余量,所以對于成形銑齒加工,切削深度將產生變化,相當于齒圈的變位系數發生變化。不同變位系數同側齒廓分度和不同變位系數異側齒廓分度分別如圖2、圖3所示。同模數、同齒數、同壓力角、不同變位系數的齒形,其不同變位系數同側齒廓的角度不受變位系統的影響,即α=β;不同變位系數異側齒廓的角度受變位系統的影響,即δ>γ。根據齒廓及齒輪加工原理,齒廓留余量越多,角度偏差越大。
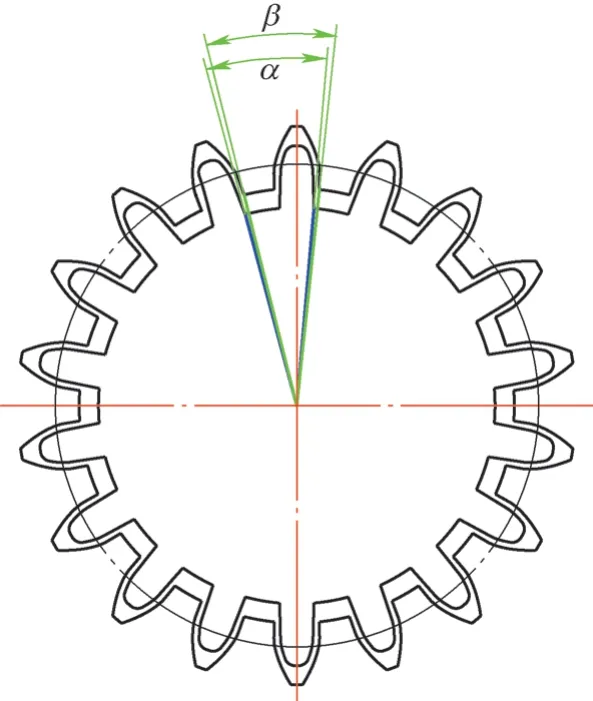
圖2 不同變位系數同側齒廓分度
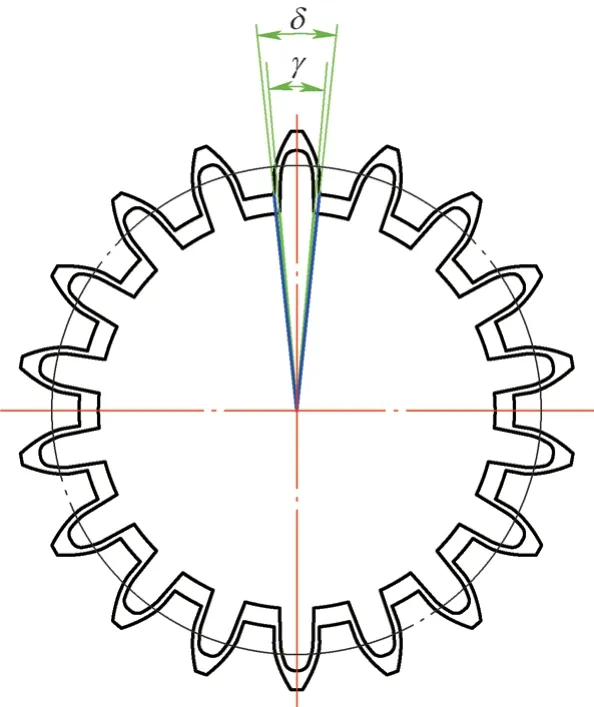
圖3 不同變位系數異側齒廓分度
3 參數換算
根據齒輪參數關系及齒輪加工原理,變位系數換算式為
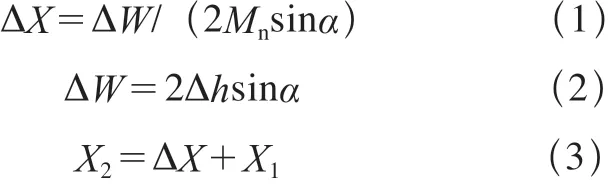
式中,Δh是銑齒加工過程中切削深度變動量(mm);ΔW是公法線變動量(mm);ΔX是由于公法線變化引起齒圈變位系數的變動量;Mn是內齒圈模數;α是內齒圈的壓力角(°);X1是成品內齒圈的變位系數;X2是留余量內齒圈的變位系數。注意留余量內齒圈變位系數變化量取負值。
4 試驗驗證
本試驗以目前廠內實際加工的內齒圈進行驗證,內齒圈齒部相關參數Mn=10mm,Z=84,α=20°,Δh=6.5mm。由式(1)~式(3)可得:ΔW=2Δhsinα=2×6.5×sin20°=4.446(mm);ΔX=ΔW/(2Mnsinα)=-4.446/(2×10×sin20°)=-0.650;X2=ΔX+X1=-0.650+0.18=-0.47。
內齒圈銑齒留余量后用齒輪檢測儀檢測,變位系數按-0.47輸入而不是成品內齒圈的0.18,齒廓檢測如圖4所示。在檢測完一側齒廓后,齒輪檢測儀測頭按程序規定找到所檢齒槽的另一側齒廓,同時可進行齒距累積誤差檢測。經檢測,刀具正確,加工精度滿足工序圖樣要求,后續可直接切削加工至設計要求。

圖4 齒廓檢測
5 結束語
采用成形銑齒法加工內齒圈齒廓,為驗證工藝過程留余量進行齒廓檢測時,應進行變位系數換算,且檢測過程中應輸入換算后的變位系數,否則無法按標準程序進行異側齒廓的檢測,也無法進行齒距累積誤差檢測。
專家點評
本例中,成形銑齒是內齒圈齒形半精加工的主要方法,首件加工應留有余量。作者在檢測過程中發現無法按標準程序進行異側齒廓的檢測,經過原因分析和實際驗證,并根據齒廓及齒輪加工原理,進行變位系數換算,得出齒廓留余量越多、角度偏差越大的結論。
文章來源于齒輪加工的現場檢測,內容真實準確、實用性強。作者善于從細節中發現問題,從變化中查找原因,從驗證中解決問題,最終得出正確的結論。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
