
感應熱處理新工藝技術開發(fā)與應用研究
2021-09-29 02:50:10孔春花
金屬加工(熱加工) 2021年9期
關鍵詞:工藝
孔春花
1.中國一拖集團有限公司工藝材料研究所 河南洛陽 471004
2.洛陽法拉地感應設備有限公司 河南洛陽 471000
1 序言
感應熱處理作為一種節(jié)能高效、易于實現(xiàn)在線自動化生產(chǎn)等優(yōu)點的先進工藝方法,在我國汽車工業(yè)中發(fā)展迅速,一汽、二汽集團的感應熱處理零件,按質量計算已占到全部熱處理零件的50%以上。我國汽車生產(chǎn)中應用感應熱處理技術已處于國際先進水平。通過感應熱處理,可提高零件的抗彎強度、抗扭強度以及零件局部耐磨性等綜合力學性能,具有其他熱處理無法比擬的優(yōu)點。根據(jù)工件服役情況,采用不同的感應熱處理工藝方法,可達到理想的強化效果,滿足產(chǎn)品零件相應的力學性能要求。
筆者作為一名在感應熱處理行業(yè)從業(yè)三十多年的科技人員,愿意與大家分享一些科研工作點滴,期望就先進感應熱處理工藝技術的開發(fā)應用研究與同行進行交流,給讀者提供一些有效的參考與借鑒。
2 大變徑多臺階軸感應淬火關鍵技術創(chuàng)新研究
某大變徑多臺階軸零件結構和感應淬火技術要求如圖1所示。

圖1 大變徑多臺階軸零件
該種產(chǎn)品具有3個或3個以上臺階,且截面大小徑變化單邊在10mm以上,為大變徑多臺階軸類零件,其感應淬火關鍵技術創(chuàng)新研究如下。
(1)工藝難點 用傳統(tǒng)圓環(huán)感應器(見圖2)如何實現(xiàn)多臺階大變徑軸感應淬火層連續(xù)(見圖3)的問題;在現(xiàn)有設備功率條件下,如何實現(xiàn)感應加熱和冷卻過程中溫度梯度的把控;臺階處預熱、滯冷及冷卻時間如何確定。
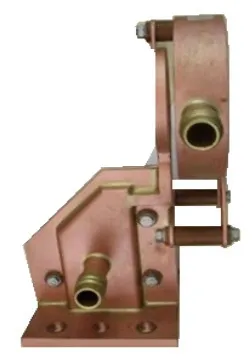
圖2 圓環(huán)感應器

圖3 多臺階大變徑軸感應淬火層
(2)創(chuàng)新性與先進性 采用圓環(huán)感應器,實現(xiàn)大變徑軸類零件的感應淬火。通過數(shù)控技術,在現(xiàn)有設備條件下,通過大變徑軸類零件專用感應器制作、工裝夾具研制、淬火工藝研究,選用連續(xù)式加熱、噴液淬火的方式,經(jīng)過反復試驗,提出一套能夠滿足產(chǎn)品技術要求的淬火工藝,解決了大變徑軸類零件感應淬火淬硬層分布不連續(xù)的技術難題,使產(chǎn)品整機性能得以提高[1]。
3 鏟刀連接座凹球面高頻淬火成套關鍵技術的創(chuàng)新研究
推土機產(chǎn)品中所用鏟刀連接座的上蓋凹球面(見圖4a)和下座凹球面(見圖4b)的高頻感應淬火成套關鍵技術的創(chuàng)新研究。

圖4 鏟刀連接座零件
(1)工藝難點 感應淬火時,如何避免尖角效應、掌控感應間距以及實現(xiàn)凹球面低速回轉;凹球面高頻感應淬火時,如何提高感應效率、解決圓環(huán)效應影響、實施有效淬火冷卻以及感應器尺寸配用;凹球面高頻感應淬火時,如何解決電控定位、電控調速,以及感應加熱電源、淬火冷卻介質的電控應用;凹球面高頻感應淬火時,如何確定加熱頻率、電源功率、掃描線速度、加熱溫度、加熱時間、冷卻時間,以及加熱方法、冷卻方案選擇等。
(2)創(chuàng)新性與先進性
1)用于鏟刀連接座凹球面的感應淬火裝置及操作方法研究。通過采取屏蔽環(huán)措施,避免尖角效應;通過設置回轉組件,解決了凹球面水平感應間距難以控制的問題;通過設置旋轉驅動組件,解決了所需低速回轉以及豎直感應間距難以控制的問題。
2)用于鏟刀連接座凹球面的淬火感應器(見圖5)及配用尺寸確定方法研究。通過采用導磁體,解決了感應加熱效率提升以及圓環(huán)效應的影響問題;通過采取淬火水與淬火冷卻介質合二為一的方法,解決了淬火冷卻介質的問題;通過采用配用尺寸確定方法,解決了淬火感應器尺寸的確定問題。
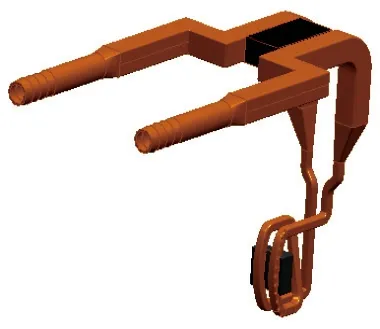
圖5 鏟刀連接座高頻淬火感應器
3)一種用于鏟刀連接座感應淬火裝置的電控系統(tǒng)研究。通過采用可編程控制器、增量式編碼器,解決了“起點”及“終點”位置的電控定位問題;通過設置變頻器,解決了淬火工藝需要多轉速運行的電控調速問題;通過可編程控制器,解決了所需的感應加熱電源及淬火冷卻介質的電控配用問題。
4)淬火工藝及工作流程研究。加熱頻率、掃描線速度的確定;工件加熱功率的選取;加熱溫度、加熱時間、冷卻時間的確定;淬火冷卻介質的流量、壓力等的選用。金相檢驗結果如圖6所示。

圖6 鏟刀連接座高頻淬火金相
4 驅動輪軸的感應熱處理關鍵技術開發(fā)及應用
某驅動輪軸的結構如圖7所示。
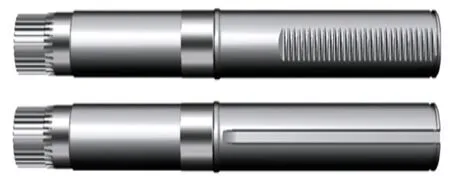
圖7 驅動輪軸
(1)工藝難點 該零件上有4個關鍵、危險、薄弱處:齒條、鍵槽、臺階及花鍵尾部,這些部位是零件在工作過程中的薄弱部位,又是工作時所受應力較大部位,由于受力情況各不相同,其損壞形式主要是在薄弱部位產(chǎn)生的疲勞斷裂和磨損,因此通過感應淬火提高驅動輪軸薄弱部位的疲勞強度非常重要。但驅動輪軸薄弱部位的結構又是導致零件在感應淬火時淬裂傾向加大和淬不上火的部位。同時該零件要求的淬硬層較深(≥7mm),其所用材料42CrMo淬透性又好,感應淬火難度較大,其感應加熱淬火質量難以保證,屬感應淬火疑難問題。
(2)創(chuàng)新性與先進性 為解決上述問題,本項目擬從驅動輪軸所用材料、結構及其熱處理工藝等方面入手,對其分類逐項地進行技術可行性分析,探索出大輪拖驅動輪軸類零件在臺階、鍵槽、花鍵尾部及齒條處加熱時溫度梯度把控上的關鍵感應淬火技術,有效地解決了薄弱部位處易燒熔、淬裂、掉塊及齒條處淬火淬硬層連續(xù)的問題,滿足了驅動輪軸類零件淬火硬度及淬硬層深度等多項技術性能指標的要求。試驗使用感應器如圖8所示,驅動輪軸金相檢驗結果如圖9所示。

圖8 驅動輪軸感應淬火用感應器
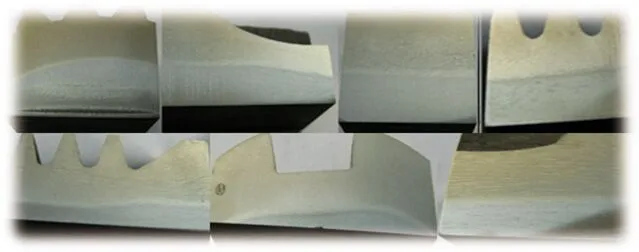
圖9 驅動輪軸感應淬火金相檢驗結果
5 制動器壓盤零件高頻淬火關鍵技術的創(chuàng)新研究
制動器壓盤零件結構如圖10所示。

圖10 制動器壓盤零件
制動器壓盤技術要求:6個錐窩對基準面的位置度為0.10mm,錐窩表面淬火,硬度45~50HRC,淬硬層深≥1.5mm。
錐窩加工后實際結果:機加工后位置度大部分在0.15~0.22mm,個別甚至達到0.30mm左右;加工過程困難,錐(球)窩淬火后加工因零件硬度高加工易讓刀,造成錐窩位置度超差及刀具成本高等。
(1)技術難點
1)如何解決錐窩面在感應淬火時出現(xiàn)的尖角效應問題。
2)如何解決錐窩凹球面在包裹其有效感應圈弧面進行感應淬火時出現(xiàn)的感應間距。
3)如何解決感應加熱效率提升以及圓環(huán)效應的影響問題。
(2)創(chuàng)新性與先進性
1)用于制動器壓盤錐窩的淬火感應器(見圖11)及配用尺寸確定方法研究。采用圓銅管制作感應器雙匝感應圈的有效感應弧端的方法,增大了有效感應面積,有效地解決了感應加熱效率難以提升的問題;壓盤錐窩內表面感應器的仿形性,保證了淬硬層能夠在錐窩內均勻分布;使感應器加熱線圈與錐窩能夠有效貼合,既保證了加熱效率和淬硬層深度,又避免了產(chǎn)生的燒熔和打火的現(xiàn)象;通過采用配用尺寸確定方法,解決了淬火感應器尺寸的確定問題。
“二老爹啊,我也不知道為什么呀,徐二爺家要是條件不夠,當初我們也不會報上去呀。”村支書周明也很納悶兒這件事,賠著笑臉在解釋。

圖11 制動器壓盤高頻淬火用感應器
2)一種用于制動器壓盤錐窩的感應淬火裝置(見圖12)及操作方法研究。采用圓形純銅管制作單匝仿形感應器,避免尖角效應;在裝置中設置可調方向、間距的升降回轉工裝組件,有效地解決了錐窩凹球面在包裹其有效感應圈弧面進行感應淬火時出現(xiàn)的感應間距難以控制的問題;以壓盤中心定位、感應淬火時用高度標尺、分度盤精確控制位置方式,使壓盤在感應淬火過程中旋轉定位加熱,進一步確保了淬火質量。

圖12 制動器壓盤高頻淬火用夾具
3)淬火工藝及工作流程研究。加熱頻率、電源功率、掃描線速度的確定;工件加熱功率的選取;加熱溫度、加熱時間、冷卻時間的確定;淬火冷卻介質的流量、壓力等的選用。
6 凸緣零件感應淬火工藝研究
凸緣零件結構如圖13所示。
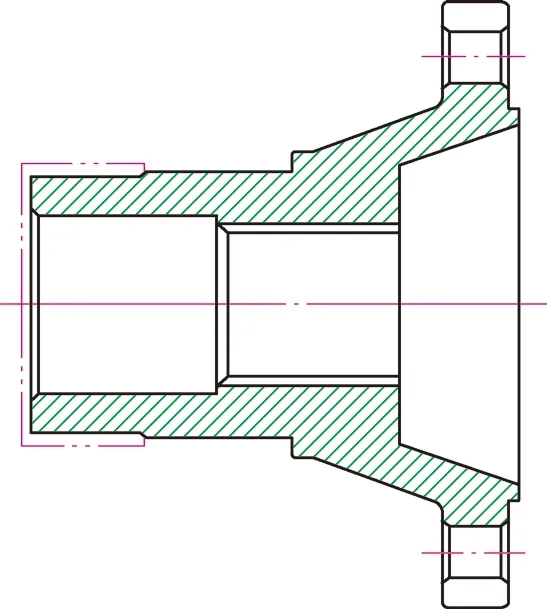
圖13 凸緣零件結構
由于凸緣零件工作過程中外圓面和端面要承受較大的摩擦力,要求有較高的硬度和耐磨性,因此零件外圓面和端面需要進行淬火處理。
(1)感應淬火難點
1)尖角效應難以避免:在實施感應淬火時,凸緣外圓和端面之間倒角形成的外圓棱邊、端面棱邊,易出現(xiàn)尖角效應,尖角處的電流易出現(xiàn)密集,從而產(chǎn)生過熱或過燒現(xiàn)象,甚至產(chǎn)生淬火裂紋。
2)感應距離難以控制:在實際感應淬火時,凸緣外圓和端面之間倒角所形成斜面的感應距離不易控制,影響倒角處的淬火效果,而且影響淬火區(qū)域的淬火均勻性。
(2)創(chuàng)新性與先進性 凸緣零件端面與外圓面之間存在倒角、棱邊,是該感應器的設計難點,為實現(xiàn)其淬火要求,淬火感應器的設計及配用尺寸的確定采用以下措施。
1)在有效圈(見圖14)的設計方面,采用矩形管制作感應器有效圈,設計為分段式結構,實現(xiàn)同時加熱外圓面和端面。
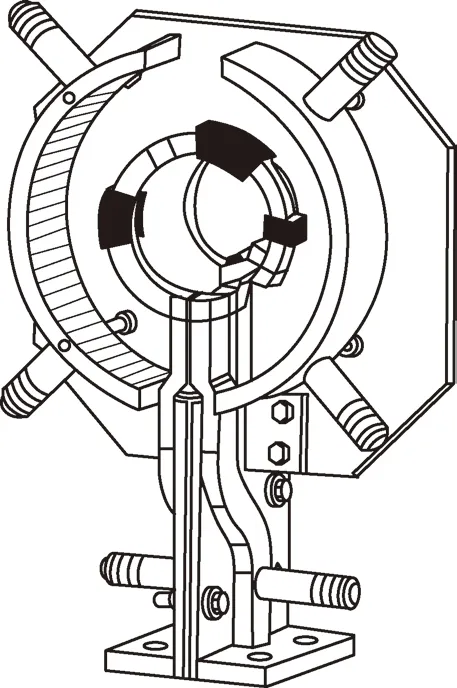
圖14 凸緣感應器
2)通過配用尺寸確定的方法,確定有效圈各尺寸,有效地保證了零件的淬火質量(淬硬層檢驗結果見圖15),收到良好的淬火效果。
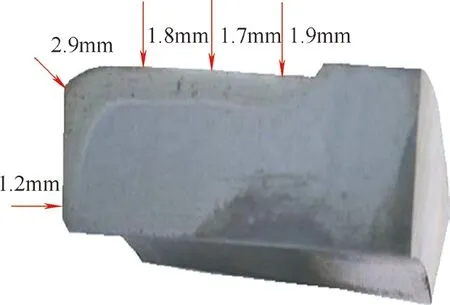
圖15 淬硬層檢驗結果
3)該淬火感應器構思新穎,結構合理,應用可靠,易于制作,且配用方法簡單可行,易于實施,具有很好的實用價值。
7 結束語
1)縱觀國內外感應加熱技術的發(fā)展,感應熱處理技術作為先進的工藝方法,在各個領域的應用迅速擴大,因而感應熱處理工藝技術開發(fā)研究是感應熱處理應用的前提。
2)合理的工裝設計與制造是保證零件感應熱處理效果的關鍵。
3)先進可靠自動化感應加熱成套設備的推廣應用,是實現(xiàn)感應熱處理技術進步的根本保障。
4)熱處理是國家工業(yè)制造核心競爭力,由于長期“重冷輕熱”,因此導致“熱處理后繼無人”。熱處理行業(yè)的興衰直接關系到制造業(yè)的強盛與否,沒有人才,上面三點皆為空談!強烈呼吁國家層面要加以關注。
最后,希望我們用“華為與蘋果比高低”的精神[2],使我國熱處理技術“更上一層樓”,十年后,不是我們向國外找差距,而是國外熱處理行業(yè)向中國找差距!愿我國感應加熱界的專家、學者加強交流與合作,推動我國感應加熱技術快速發(fā)展與進步!
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
