
內(nèi)燃機(jī)氣門桿部感應(yīng)淬火過程控制
2021-09-29 02:50:10王忠誠
金屬加工(熱加工) 2021年9期
王忠誠
濟(jì)南沃德汽車零部件有限公司 山東濟(jì)南 250300
1 序言
內(nèi)燃機(jī)氣門是為汽車發(fā)動機(jī)提供動力的關(guān)鍵功能件,是產(chǎn)生動力的基礎(chǔ),為此要求其既要具有良好的組織與強(qiáng)度,又要具有高耐熱性和熱穩(wěn)定性等綜合力學(xué)性能,故需要進(jìn)行熱處理,其中馬氏體耐熱鋼氣門桿端面與凸輪接觸,要求表面有較高的硬度與適宜的深度或長度,通過感應(yīng)熱處理即可滿足要求。
氣門的桿端感應(yīng)淬火包括仿形淬火、沖擊淬火與桿端淬透淬火等,以滿足桿端硬度與側(cè)面硬度及深度或長度的要求。目前,國內(nèi)外氣門供應(yīng)商均采用感應(yīng)熱處理來實(shí)現(xiàn)桿端淬火[1,2],該技術(shù)十分成熟并得到廣泛的應(yīng)用。
氣門桿端感應(yīng)淬火工藝流程如圖1所示。

圖1 氣門桿端感應(yīng)淬火工藝流程
需要注意的是,感應(yīng)淬火時比功率(單位面積上供給的電功率)的大小對桿部的淬火加熱過程有重要影響,桿部直徑不變,比功率越大,則加熱速度越快,桿部表面能達(dá)到的溫度也越高。比功率太低時,將導(dǎo)致桿部加熱不足,加熱層深度減小,過渡區(qū)增大,因此比功率的大小要綜合考慮淬硬層深度和淬火區(qū)域溫度來確定[3]。
氣門桿端淬火后,可明顯提高氣門桿端面與側(cè)面的硬度,使用壽命提高,通常淬火硬度>50HRC、硬化層深度>0.8mm[4]時,感應(yīng)器設(shè)計原則為:確保產(chǎn)品感應(yīng)淬火后的桿端硬度、側(cè)面硬度與淬火長度,以及晶粒度滿足工藝要求。
2 氣門桿端感應(yīng)淬火的基本要求
氣門桿端淬火基本形式有沖擊淬火、淬透淬火、仿形淬火(也稱N形淬火、π形淬火或帽形淬火),材質(zhì)為40Cr、45Mn2、60Si2Mn、42Cr9Si2、45Cr9Si3、40Cr10Si2Mo、9Cr18Mo2V、5Cr8Si2等氣門用材料。冷卻方式有空冷、油冷等,回火方式有自回火、感應(yīng)加熱低溫回火等。
對于氣門桿部端面的技術(shù)要求為淬火硬度45~60HRC,硬化層深度≥2mm,晶粒度細(xì)于8級等[4-6],這是普通的氣門桿端沖擊淬火要求。隨著發(fā)動機(jī)性能要求的不斷提高,除了桿端沖擊淬火外,目前要求氣門桿部淬透、仿形淬火等也呈快速發(fā)展趨勢,圖2、圖3與圖4為某些氣門桿部淬透、桿部仿形和桿端沖擊淬火的基本技術(shù)要求,圖5是仿形淬火的基本形態(tài)。由此可見,對氣門桿部進(jìn)行感應(yīng)淬火是相關(guān)氣門標(biāo)準(zhǔn)所要求的,是達(dá)到氣門端面硬度必不可缺少的熱處理措施。大量的生產(chǎn)實(shí)踐證實(shí),采用矩形感應(yīng)器代替外圓感應(yīng)器,在提高氣門桿端感應(yīng)淬火質(zhì)量、延長氣門使用壽命、提高生產(chǎn)率、縮短輔助時間和簡化淬火設(shè)備等方面優(yōu)勢明顯。

圖2 氣門桿部淬回火

圖3 氣門桿部仿形淬火

圖4 氣門桿端沖擊淬火

圖5 氣門桿部仿形淬火基本形態(tài)
3 氣門桿端感應(yīng)淬火感應(yīng)器形式與特點(diǎn)
氣門的桿端淬火有三種形式,與此相應(yīng)要求的感應(yīng)器的形式有較大差異。氣門桿端淬火采用特制感應(yīng)器,根據(jù)氣門淬火的具體要求而設(shè)計,其工藝參數(shù)也有較大不同,目的是滿足具體工藝要求。圖6、圖7為最基本的沖擊與仿形淬火感應(yīng)器,而圖8為六工位的桿端連續(xù)淬火與連續(xù)淬回火感應(yīng)器,圖9為撥叉式桿部連續(xù)淬火感應(yīng)器,可實(shí)現(xiàn)桿部淬火長度長、淬透的自動化作業(yè),生產(chǎn)效率高,質(zhì)量穩(wěn)定。圖8與圖9是桿部淬透淬回火的最佳方式,在國內(nèi)外得到廣泛應(yīng)用。幾種感應(yīng)淬火的感應(yīng)器與淬火產(chǎn)品質(zhì)量性能特點(diǎn)見表1,從中可以看出其目的與應(yīng)用各有差異。

圖9 氣門桿部淬透連續(xù)自動淬回火感應(yīng)器(撥叉式)

表1 氣門桿端感應(yīng)器與淬火應(yīng)用[2]

圖6 氣門桿部手動沖擊/仿形淬火感應(yīng)器

圖7 氣門桿部淬透連續(xù)淬火感應(yīng)器

圖8 氣門桿部多圈單孔淬透自動淬回火感應(yīng)器(六工位)
需要注意的是,作為氣門桿部淬透淬回火與桿部沖擊淬火是比較容易實(shí)現(xiàn)的,且制作感應(yīng)器難度小,桿端淬火質(zhì)量易于得到保障,這里不再贅述。而氣門的桿部仿形淬火則相應(yīng)地有感應(yīng)器制造與過程控制問題。
為了實(shí)現(xiàn)氣門桿部仿形淬火(桿徑≥8mm淬火后均為自回火),桿端仿形淬火常見感應(yīng)器如圖10所示。圖11所示為常見的桿端仿形淬火的感應(yīng)器,該類感應(yīng)器生產(chǎn)中容易出現(xiàn)的過程質(zhì)量問題為桿端面硬度低或側(cè)面硬度不均勻,采取圖12~圖14感應(yīng)器是解決此質(zhì)量缺陷的有效措施。

圖10 氣門桿部自動仿形淬火(仿形)感應(yīng)器的結(jié)構(gòu)

圖11 氣門桿部手動仿形淬火

圖12 氣門桿端仿形感應(yīng)器1(中心局部突出措施箭頭處)

圖13 氣門桿端淬火感應(yīng)器2(縮小五角星位置的距離)
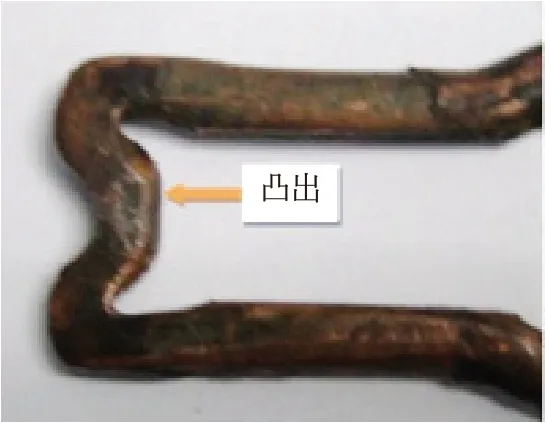
圖14 氣門桿端仿形淬火感應(yīng)器3(感應(yīng)器凸出)
4 氣門桿端感應(yīng)淬火缺陷形式與預(yù)防措施
氣門的桿端面硬度分為幾個范圍:≥50HRC、≥54HRC、≥57HRC(QC/T 469—2016要求為48HRC),側(cè)面硬度≥45HRC、≥47HRC、≥50HRC、≥53HRC,淬火長度或深度符合要求(6~30mm或端面深度1.5~4.5mm等),這是目前對汽車發(fā)動機(jī)氣門桿端淬火的基本要求,因此在生產(chǎn)過程中要嚴(yán)格落實(shí)與控制。
1)控制產(chǎn)品質(zhì)量需配備穩(wěn)壓器,確保電壓的一致性,要進(jìn)行電流、電壓、加熱時間及冷卻方式的控制,對于淬透產(chǎn)品應(yīng)防止冷卻油或淬火液噴孔的堵塞。
2)桿端淬透或仿形淬火出現(xiàn)側(cè)面硬度不均勻時,要嚴(yán)格檢查桿部有無脫碳現(xiàn)象,或氣門桿部有無變形,以及桿端有無切割毛刺等,這將直接影響到產(chǎn)品質(zhì)量以及檢測準(zhǔn)確性,必要時進(jìn)行金相組織檢驗。
3)對于桿端燒化與晶粒度大于8級的現(xiàn)象要具體分析,對于仿形淬火則通常要在感應(yīng)器的端面或側(cè)面添加導(dǎo)磁體,以提高磁導(dǎo)率,滿足產(chǎn)品質(zhì)量要求。
4)沖擊、淬透與仿形感應(yīng)器的工藝控制參數(shù)不同,對桿徑在8mm以上柴油機(jī)氣門,通常采用桿部仿形淬火,其具有氣門桿部表面耐磨性高、心部韌性較好,以及抗沖擊性能好等特點(diǎn)。桿徑8mm以下的則多為桿端淬透或沖擊淬火,這是由氣門的工況所決定的。
5)氣門桿端淬火控制的技術(shù)指標(biāo)與氣門的服役狀況有關(guān),通常控制要求包括端面及側(cè)面硬度、淬火長度或深度、晶粒度,對于淬透細(xì)桿徑(直徑<6mm)增加桿端軸向圓跳動要求。
在生產(chǎn)過程中,有時檢查發(fā)現(xiàn)桿端燒化或端面裂紋,圖15所示為氣門桿端燒化,圖16所示為桿端面淬火裂紋。對于桿端面硬度>59HRC,端面檢測硬度后再線切割檢查桿端組織時,容易出現(xiàn)端面裂紋,但這并非淬火裂紋,容易引起誤判。表2列出了部分桿端面淬火常見缺陷與原因分析,供參考。

圖15 氣門桿端面淬火燒化

圖16 氣門桿端面淬火裂紋

表2 氣門桿端淬火缺陷形式與原因分析[1]
5 氣門桿端感應(yīng)淬火現(xiàn)狀與展望
內(nèi)燃機(jī)氣門桿端淬火包括了仿形淬火、沖擊淬火與桿端淬透淬火,專業(yè)為氣門桿端淬火的高頻淬火設(shè)備應(yīng)運(yùn)而生,國內(nèi)外的氣門桿端感應(yīng)熱處理裝備供應(yīng)企業(yè),均可為氣門制作廠家提供高效節(jié)能與穩(wěn)定的感應(yīng)加熱設(shè)備,其發(fā)展現(xiàn)狀及趨勢主要體現(xiàn)在以下幾個方面。
1)為目前氣門桿端感應(yīng)淬火的自動化、智能化與質(zhì)量穩(wěn)定化提供了保證。
2)設(shè)備故障率極低,出現(xiàn)異常設(shè)備自動報警與停機(jī),實(shí)現(xiàn)人機(jī)界面交流功能。
3)方便淬回火溫度監(jiān)控與存儲,便于進(jìn)行數(shù)據(jù)分析,具有很好的追溯作用,可自動處置超溫氣門。
4)對電源的運(yùn)行狀態(tài)及參數(shù)實(shí)時監(jiān)控(如電壓、電流、功率、頻率及溫度等),真正實(shí)現(xiàn)實(shí)時在線監(jiān)控與MS監(jiān)控,并具有提前預(yù)警功能。
5)計算機(jī)控制感應(yīng)熱處理技術(shù)進(jìn)展有待進(jìn)一步提高,采用PID調(diào)節(jié)實(shí)現(xiàn)氣門桿端淬火的穩(wěn)定化是當(dāng)務(wù)之急。
