
頻率選擇不當對工程機械用鏈軌節(jié)感應淬火的影響
2021-09-29 02:50:12劉建明
金屬加工(熱加工) 2021年9期
劉建明
山東珠琳智造股份有限公司 山東臨沂 276000
1 序言
感應熱處理以其加熱速度快、效率高、節(jié)能和便于實現(xiàn)自動化等優(yōu)點,在汽車、工程機械等行業(yè)得到了越來越廣泛的應用,其應用優(yōu)勢主要體現(xiàn)在以下幾個方面。
1)感應熱處理主要是利用電磁感應、趨膚效應和熱傳導等原理對工件表層進行快速加熱的。在快速加熱過程中,碳原子和金屬原子來不及擴散。使相變溫度區(qū)擴大,淬火溫度比普通熱處理明顯提高。由于加熱速度快、保溫時間極短,奧氏體晶粒得到細化,快速冷卻后易形成極細或隱晶馬氏體,因此相同材質(zhì)感應熱處理硬度比普通熱處理提高2~3HRC,硬度的提高,促使耐磨性也得到極大的提高[1]。
2)由于感應淬火后工件表面會產(chǎn)生殘余壓應力,外加細晶強化,因此抗疲勞能力顯著提高。有相關(guān)文獻分析數(shù)據(jù)表明,根據(jù)工件大小不同,經(jīng)感應淬火的工件疲勞壽命比普通熱處理提高30%~300%[1]。
3)感應熱處理電能利用率高,生產(chǎn)效率高,適合大批量自動化生產(chǎn),生產(chǎn)過程無危廢產(chǎn)生,節(jié)能環(huán)保,大大降低了熱處理成本,改善了車間生產(chǎn)環(huán)境。
2 鏈軌節(jié)踏面感應熱處理技術(shù)要求
我公司是工程機械“四輪一帶”的專業(yè)生產(chǎn)企業(yè),為國內(nèi)幾大主機廠做履帶底盤配套,自2013年成立以來主要以20t及以上中大型挖掘機底盤件生產(chǎn)為主。中大型挖掘機用鏈軌節(jié)踏面感應淬火時,因淬硬層要求較深(6~12mm),一般選用中頻為主,常用頻率在5~8kHz。為更好地服務主機廠家,提高企業(yè)自身競爭力,近年來,公司業(yè)務逐步向微小型挖掘機進行覆蓋,微小型挖掘機用鏈軌節(jié)因自身服役環(huán)境不同,踏面淬硬層深要求較淺,在3~7mm,同時要求較淺的過渡區(qū),保證基體調(diào)質(zhì)組織不被過渡區(qū)所影響,故心部硬度要求較高。綜合以上考慮,我公司新上感應熱處理設(shè)備初期未選擇中頻電源,而是將電源頻率選擇在16~19kHz的超聲頻區(qū)間。
下面以135節(jié)距鏈軌節(jié)為例進行研究分析,鏈軌節(jié)加工工藝路線圖為:熱軋圓鋼→鍛造→調(diào)質(zhì)→銑雙面→踏面感應熱處理→鉆鏜孔→推螺母面→鏈軌節(jié)成品。其中整體調(diào)質(zhì)后要求調(diào)質(zhì)硬度285~331HBW,抗拉強度≥950MPa、屈服強度≥760MPa、伸長率≥10%、沖擊韌度≥40J/cm2。圖1所示為135鏈軌節(jié)踏面感應熱處理技術(shù)參數(shù),要求表面硬度48~56HRC,淬硬層深為3~7mm,淬硬層長度為10~15mm,心部硬度≥285HBW。

圖1 135鏈軌節(jié)踏面感應熱處理技術(shù)要求
3 超聲頻感應淬火質(zhì)量驗證與分析
3.1 感應加熱設(shè)備的選擇
經(jīng)測算,單件135鏈軌節(jié)踏面加熱面積近90cm2,每次加熱一對,比功率選擇在0.5~0.8kW/cm2,故加熱電源功率定型為150kW,加熱電源頻率18kHz,根據(jù)表1感應加熱方法的分類可知,此頻率為超聲頻加熱[2]。

表1 感應加熱方法分類
3.2 工藝調(diào)試與質(zhì)量檢測
經(jīng)工藝試驗后,工藝參數(shù)固化為:加熱時間17s,加熱輸出功率80%。檢測淬硬層深和心部硬度,結(jié)果如圖2所示,完全滿足技術(shù)要求。淬硬層組織為均勻的回火馬氏體組織,如圖3所示。

圖2 超聲頻生產(chǎn)工件檢測結(jié)果
圖3 超聲頻生產(chǎn)工件淬硬層金相組織(200℃回火,500×)
3.3 質(zhì)量持續(xù)跟蹤
在持續(xù)生產(chǎn)過程中,抽檢表面硬度、淬硬層深和心部硬度均合格,且較為穩(wěn)定,但是無損檢測結(jié)果顯示,A、C端壁厚較薄處經(jīng)常出現(xiàn)短條狀裂紋,裂紋深度2~4mm,裂紋宏觀形貌如圖4所示。整體裂紋率在0.2%~0.4%,采取調(diào)整工件與感應器間隙、導磁體布局、淬火液濃度和攪拌速度等方法,裂紋率未見明顯改善。

圖4 裂紋宏觀形貌
3.4 產(chǎn)生裂紋的原因分析與改善
1)鏈軌節(jié)中間厚度30mm處從未發(fā)現(xiàn)裂紋,裂紋均集中在A、C兩端厚度較薄處,所有裂紋均出現(xiàn)在截面突變處,且位置固定,形態(tài)一致。經(jīng)復檢同爐號原材料(圓鋼,材質(zhì)為35MnB,熱處理狀態(tài)為熱軋),材料淬透性、化學成分、夾雜物均合格,未見明顯帶狀偏析,帶狀組織和魏氏組織評級均≤2級,檢測結(jié)果見表2~表5。鏈軌節(jié)調(diào)質(zhì)組織為均勻的回火索氏體,組織評級2級(見圖5),晶粒度8級(見圖6),脫碳層0.17mm(見圖7),均合格。鏈軌節(jié)調(diào)質(zhì)態(tài)化學成分、金相組織、力學性能檢測合格,見表6~表8。首先排除原材料和調(diào)質(zhì)不合格導致的開裂現(xiàn)象。公司共有3臺臺車回火爐,工藝要求所有工件淬火完成后4h內(nèi)必須回火,且回火保溫時間≥2h,回火工藝一直執(zhí)行良好,排除回火不及時或回火不足導致的開裂。

表6 35MnB鏈軌節(jié)調(diào)質(zhì)態(tài)化學成分(質(zhì)量分數(shù)) (%)

表8 35MnB鏈軌節(jié)調(diào)質(zhì)態(tài)力學性能

圖5 鏈軌節(jié)調(diào)質(zhì)組織為回火索氏體(500×)

圖6 鏈軌節(jié)組織晶粒度(200×)
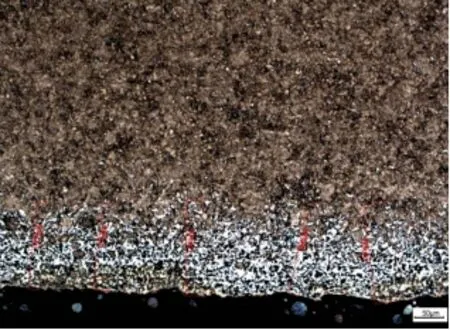
圖7 鏈軌節(jié)調(diào)質(zhì)后脫碳層(100×)

表2 35MnB圓鋼化學成分(質(zhì)量分數(shù)) (%)

表3 35MnB圓鋼宏觀檢測

表4 35MnB圓鋼微觀檢測

表5 35MnB圓鋼淬透性檢測

表7 35MnB鏈軌節(jié)調(diào)質(zhì)態(tài)金相檢測
2)經(jīng)現(xiàn)場觀察發(fā)現(xiàn),加熱時截面突變處(裂紋處)局部加熱溫度過高,超過1050℃,且工件整體加熱溫度均較高。鏈軌節(jié)材質(zhì)為35MnB,此材料普通淬火溫度一般選取830~860℃,感應淬火溫度根據(jù)加熱速度和來料組織一般選取900~1000℃,如果Ac1以上加熱速度較快宜選取上限,反之選取下限;如果來料組織為正火態(tài)組織(F+P),因有鐵素體存在,奧氏體化速度較慢,宜選取較高溫度區(qū)間,因鏈軌節(jié)踏面感應熱處理前已整體調(diào)質(zhì),基體為均勻的回火索氏體組織,未有自由鐵素體存在,奧氏體轉(zhuǎn)變和均勻化較快,所以淬火溫度宜選取900~950℃為宜,目前觀察此工藝下鏈軌節(jié)整體加熱溫度均超950℃,局部截面突變過熱處遠超1050℃[3]。
3)由于感應加熱有趨膚效應,因此感應電流頻率越高,渦流集中在表層越淺,得到的淬硬層就越薄。目前,選取的加熱頻率為18kHz,根據(jù)電流透入深度和電流頻率關(guān)系公式:(δ為熱態(tài)渦流電流透入深度,f為電流頻率)計算得出,渦流透入深度約為3.7mm,圖樣技術(shù)要求淬硬層深為3~7m,此頻率下要想得到5mm的理想淬硬層,除依靠渦流透入深度外,仍需等待熱傳導繼續(xù)傳熱,最終導致表層溫度較高,截面突變處過熱尤為明顯。過熱使工件晶粒粗化,淬火冷卻時內(nèi)應力增加,脆性增大,最終導致開裂[1]。
4 頻率改為中頻后質(zhì)量驗證與分析
1)上面已分析出產(chǎn)生裂紋的主要原因是感應電流頻率選擇不太合理,導致工件加熱不均,局部過熱,最終導致開裂傾向增大。我們知道,感應加熱應盡量利用渦流的透入深度,盡可能在短時間內(nèi)達到要求的加熱深度,減少熱傳導時間,才能得到最佳的效果。135鏈軌節(jié)圖樣技術(shù)要求淬硬層為3~7mm,理想的淬硬層為5mm左右,同樣根據(jù)電流透入深度和電流頻率關(guān)系公式,我們能夠得出想要得到理想淬硬層,電流頻率應該選擇在9~10kHz最為合理。
2)想要降低頻率,通過增加電容或者增加匝比均能實現(xiàn),但是增加電容,會提高輸出電流,考慮到目前輸出電流已經(jīng)較高,我們采取增加匝比的方式來降低頻率。將設(shè)備預留匝比調(diào)到最大后,我們成功地將電流頻率降低到9.5kHz。
3)經(jīng)工藝試驗,在此頻率下,加熱功率依然選取80%,加熱時間由17s降為16s后,工件整體加熱溫度明顯降低,截面突變處最高加熱溫度≤950℃,剖切檢測結(jié)果顯示表面硬度、淬硬層深和心部硬度均滿足技術(shù)要求(見圖8),淬硬層組織為細馬氏體組織(見圖9)。
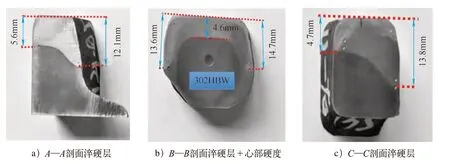
圖8 改為中頻后生產(chǎn)工件檢測結(jié)果

圖9 改為中頻生產(chǎn)工件淬硬層金相組織(未回火,500×)
4)當時考慮電源頻率選擇超聲頻而非中頻,主要擔心過渡區(qū)太大,會影響心部硬度。本次選擇18kHz和9.5kHz淬火的B—B剖面使用顯微維氏硬度計進行硬度梯度檢測,從表層每隔1mm打一個點,一直打到心部15mm處。檢測結(jié)果顯示,過渡區(qū)均較窄,過渡區(qū)硬度會比基體調(diào)質(zhì)硬度低30~40HV,過渡區(qū)寬為4~5mm,距表層11~12mm處已是基體調(diào)質(zhì)硬度,過渡區(qū)不會影響心部15mm處調(diào)質(zhì)硬度,檢測結(jié)果如圖10所示,具體數(shù)值見表9。

圖10 兩種頻率生產(chǎn)工件硬度梯度對比

表9 兩種頻率生產(chǎn)工件硬度檢測結(jié)果
5)更改頻率后,連續(xù)抽檢表面硬度、淬硬層深和心部硬度均合格,連續(xù)三個月跟蹤無損檢測結(jié)果,未再發(fā)現(xiàn)踏面處開裂現(xiàn)象,裂紋率改善效果極為明顯,極大地降低了因開裂導致的報廢造成的經(jīng)濟損失。
5 結(jié)束語
1)感應熱處理頻率選擇過高會導致工件局部表面過熱,對于薄厚不均或截面突變工件尤為明顯,過熱會使工件晶粒粗化,在淬火時內(nèi)應力增加,材料自身變脆,導致工件在隨后的快速冷卻時發(fā)生開裂,造成不必要的經(jīng)濟損失。
2)感應熱處理頻率選擇需要在設(shè)備選型時,根據(jù)零件感應淬火技術(shù)要求和幾何形狀進行科學計算,選擇合理的頻率,合理利用渦流的透入深度,盡可能在短時間內(nèi)達到要求的加熱深度,減少熱傳導時間,得到最佳的效果。
3)感應淬火需根據(jù)材料組織和加熱速度合理選擇淬火溫度。科學選擇淬火溫度能夠降低開裂風險,得到良好的組織和性能。正火或退火態(tài)的鐵素體和珠光體組織感應淬火時需選用較高的淬火溫度,調(diào)質(zhì)態(tài)的回火索氏體組織,由于消除了自由鐵素體,奧氏體轉(zhuǎn)變和均勻化較快,因此盡量選擇較低的淬火溫度。感應加熱速度快時需要選擇較高的淬火溫度,加熱速度慢時選用較低的淬火溫度。
猜你喜歡
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
