
凸輪軸感應熱處理時工藝參數的選取
2021-09-29 02:50:16張雷雷張曉云
金屬加工(熱加工) 2021年9期
關鍵詞:工藝
張雷雷,張曉云
陜西柴油機重工有限公司 陜西咸陽 713105
1 序言
凸輪軸是柴油機中最為關鍵的零部件之一,直接影響柴油機運行時的穩定性和使用壽命。凸輪軸在工作時常會以較高的速度旋轉,因而凸輪片上會承受較大的應力,使凸輪片的磨損較為嚴重,同時軸徑上也會承受一定的扭矩,這就要求凸輪軸表面具有一定的耐磨性,而軸徑處需要有一定的韌性[1]。通常為了滿足上述要求,往往會對凸輪軸進行感應熱處理,使凸輪軸表面具有一定硬度的同時,內部仍具有一定的韌性。
感應熱處理就是利用感應器在通入交流電時會產生一個磁場,當感應器內放入工件時,工件表面會產生相應的感應電流,而此時電流在工件表面會形成一個封閉回路,稱之為渦流。渦流能夠將電能轉變成熱能,使工件表面瞬時產生高溫,達到奧氏體狀態,然后在淬火冷卻介質中快速冷卻,使工件表面產生馬氏體組織。感應熱處理方式具有效率高、操作簡單、不易氧化脫碳及污染小等特點,已廣泛應用于曲軸軸頸[2]、氣門桿[3]、凸輪軸[4]等工業生產中。
本文以某型號柴油機的凸輪軸(見圖1)為例,簡要介紹其在感應熱處理時工藝參數的選取,為其他工件感應處理時工藝參數的選取提供參考。此凸輪軸所用材料為55鋼,化學成分見表1。
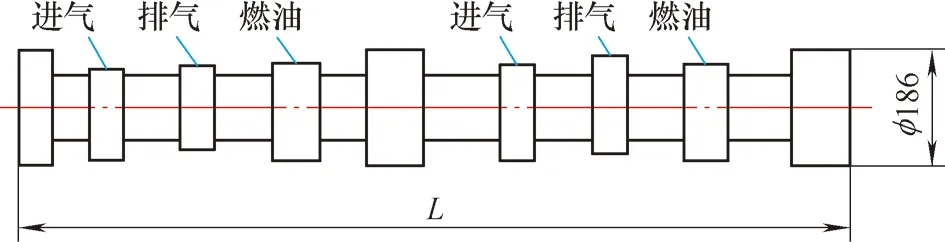
圖1 某型號凸輪軸結構

表1 55鋼凸輪軸化學成分(質量分數) (%)
2 感應器的選擇
感應器作為感應熱處理設備最重要的組成部分,對感應熱處理的質量具有極大的影響,原則上對不同的工件要設計不同的感應器。凸輪軸上的凸輪片分為進氣凸輪、排氣凸輪和燃油凸輪,由于三種凸輪片的型線各不相同,因此必須設計三種不同的感應器,圖2~圖4為根據三種凸輪片設計的三種不同的感應器實物照片。

圖2 燃油凸輪感應器

圖3 進氣凸輪感應器

圖4 排氣凸輪感應器
3 感應距離的選擇
在感應熱處理之前,需要將工件與感應器裝夾完畢,這時就需要調節感應器與工件之間的距離。感應器與工件之間距離太大或太小,都會造成感應熱處理的失敗,因此應根據工件形狀和設備功率要選擇適宜的感應距離。對于凸輪軸而言,由于其基圓與凸輪型線的曲率不同,因此基圓與型線到感應器的距離也是不同的。在本試驗中,基圓到感應器的距離約為3mm,凸輪片型線頂端距感應器的距離約為4.5mm,使整個凸輪片均勻地處于感應器的中間,這樣可以避免在凸輪軸某一側出現電流過于密集的情況,防止其產生過燒、過熱等現象。圖5所示為凸輪軸在現場裝夾完畢后,感應過程中的實物照片。
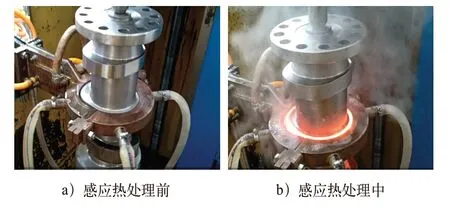
圖5 凸輪軸感應過程實物照片
4 感應頻率的選擇
根據工件感應淬硬層深的要求,選擇感應頻率。一般感應淬硬層深要求在1~2.5mm的工件,選擇高頻感應熱處理,而感應淬硬層深要求在3~10mm的工件,選擇中頻感應熱處理,即感應淬硬層深要求較淺時,選擇高頻,感應淬硬層深要求較深時,選擇中頻。確定好使用中頻或高頻之后,再根據實際的感應淬硬層深要求和工藝,選擇合適的感應頻率。本試驗中凸輪軸感應淬硬層深要求為5.5~8.5mm,因此選擇中頻感應熱處理,感應頻率為4000Hz。
5 變壓器匝比的選擇
變壓器匝比的選擇可根據發電機的電壓和電流來確定,當發電機的功率達到額定功率時,如果此時的電壓低于額定值,而電流值又很小,則說明匝比的選擇過大,應適當減小匝比;如果電流值超過了其額定值,而電壓值低于其額定值,則說明匝比的選擇過小,應適當增加匝比。通過這種方法可以選擇合適的匝比數,當確定了匝比數后,再調節電容量,使功率因數cosψ盡可能地接近于1,此時,設備可以輸出最大功率。本試驗中,根據設備及感應器的大小,綜合所有因素后選擇的匝比為18 : 1。
6 加熱時間的選擇
加熱時間作為感應熱處理中最重要的工藝參數,是衡量感應熱處理是否達標的重要指標,也是決定感應熱處理成功與否的關鍵。若加熱時間過短,則工件未能達到奧氏體狀態或未完全奧氏體化,會使淬火后表面出現非馬氏體組織,硬度降低并產生軟點,造成淬火失敗。若加熱時間過長,則容易使工件的局部溫度過高,出現燒化現象,得不到理想的晶粒組織。同時,由于溫度過高,冷卻時因冷卻速度過快而極易出現裂紋,造成工件的報廢。因此,在加熱時間的選擇上,應充分考慮設備功率、工件材質、感應線圈到工件的距離等因素,選擇適宜的加熱時間。本試驗中,選擇加熱時間為9~10s。
7 淬火冷卻介質的選擇
淬火冷卻介質是感應淬火中另一個重要的參數,在冷卻過程中,工件的冷卻速度一定要大于臨界冷卻速度,這樣才會產生馬氏體組織,否則將會產生非馬氏體組織,降低馬氏體組織的含量,從而降低了工件硬度。同時,冷卻速度也不宜過快,否則容易造成工件的開裂。在淬火冷卻介質的選擇上,應充分根據其自身的冷卻能力、實際的冷卻時間,來確定合適的淬火冷卻介質。對于要求較快冷卻的工件,可以選擇水或濃度較低的PAG溶液來冷卻。另外,也可以設計較多的出水孔,使單位時間內流出的淬火冷卻介質更多;對于要求較慢冷卻速度的工件,可以選擇冷卻能力較弱、濃度較高的PAG溶液,同時,也可以適當減小淬火冷卻介質流出的量,來減緩冷卻速度。在實際生產中,應每隔一段時間檢測一次淬火冷卻介質的濃度,防止淬火冷卻介質因受到污染或長時間放置而使濃度發生變化。在本次試驗中,選擇濃度為15%的AQ251作為淬火冷卻介質,冷卻時間30s。
8 結束語
本文以船用柴油機中的凸輪軸為例,簡要介紹了凸輪軸在感應熱處理過程中幾個重要工藝參數的選擇,為同行日后做類似的感應熱處理提供參考。在本文所采用的工藝參數下,凸輪軸感應淬硬層深可達6.2mm,硬度為62HRC,晶粒度達到7級,各項性能指標均滿足要求。
隨著工業的不斷發展,自動化程度越來越高,相繼出現了智能化的感應熱處理設備,減少了人為操作的誤差,確保了工藝參數的準確性,提高了加工效率,為企業加工高質量的產品奠定了基礎。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
