SiC增強Ni35合金激光熔覆層的組織和性能
2021-09-29 02:31:26李新梅王松臣
機械工程材料 2021年9期
柴 程,李新梅,王松臣,王 根
(新疆大學機械工程學院,烏魯木齊 830046)
0 引 言
激光熔覆技術是一種用高能激光束照射基體表面涂覆的粉末,使粉末與基體表層快速熔化形成涂層,從而改善材料表面性能的表面處理技術[1]。該技術具有熔池升溫快,基體熱影響區小、熱變形小,涂層表面成形良好[2]以及可實現大型復雜零部件的局部區域表面處理等優點。
為了提高激光熔覆層的耐磨和耐腐蝕性能,學者們通常在鐵基、鎳基和鈷基等合金粉末中添加WC、TiN和TiC等增強材料[3-4]。鎳基陶瓷涂層是以鎳基合金粉末為黏結相、陶瓷粉末為增強相制備得到的涂層。常用的鎳基合金粉末有Ni60、Ni60A、Ni45和Ni35合金等,陶瓷粉末有Al2O3、Ti2O、WC和SiC等。其中,SiC因具有硬度高,熱膨脹系數小,耐磨、耐腐蝕性能優異以及抗高溫氧化性能良好等優點而得到廣泛應用[5]。井振宇等[6]在45鋼表面制備了質量分數11%WC增強Ni35合金涂層,發現該涂層的組織均勻、硬度高、耐腐蝕性能好。張維平等[7]在45鋼表面制備了SiC/鈷基合金復合涂層,發現該涂層的硬度約為基體的4倍,耐磨性能較基體提高。
低功率(1 000~1 500 W)激光熔覆是一種能減小熱影響區尺寸、降低熔池稀釋率、提高能量有效利用率的熔覆方法。目前,在低功率激光熔覆SiC/鎳基合金復合涂層組織與性能方面的研究較少。作者在不同低激光功率和不同激光掃描速度下采用激光熔覆方法制備了質量分數20%SiC增強Ni35合金熔覆層,確定了最佳激光功率和激光掃描速度,并研究了最佳工藝下熔覆層的組織和性能。
1 試樣制備與試驗方法
1.1 試樣制備
熔覆材料為粒徑50~100 μm的球狀Ni35合金粉末和SiC粉末。Ni35合金粉末的化學成分(質量分數/%)為10.3Cr,3.5Si,2B,10Fe,0.3C,余鎳。基體材料為尺寸150 mm×60 mm×8 mm的45鋼板,用600#砂紙打磨掉基體材料表層的氧化皮,再用丙酮清洗干凈后,放入100 ℃干燥箱中干燥1 h,待用。
在Ni35合金粉末中添加質量分數20%的SiC粉末,放入100 ℃干燥箱中干燥1 h后,在KQM型行星式球磨機上以400 r·min-1轉速球磨混合2 h。在球磨后的粉末中添加質量分數為3.5%的聚乙烯醇溶液,充分攪拌后將漿料涂敷在基體表面,涂覆厚度為0.8 mm,然后在100 ℃干燥箱中干燥2 h。采用YLS-2000型光纖激光器在氮氣保護下進行單道次熔覆試驗,激光束直徑為2 mm,激光功率分別為1 000,1 200,1 400 W,激光掃描速度分別為6,8,10 mm·s-1。
1.2 試驗方法
使用電火花線切割機垂直于熔覆方向切取截面試樣,經磨拋,用王水(HCl與HNO3體積比為3…1)腐蝕20 s后,采用4XC-I型光學顯微鏡觀察顯微組織。采用HXD-1000TB型顯微維氏硬度計測試涂層截面硬度,沿層深方向每隔0.15 mm取點測試,載荷200 N,加載時間15 s,測3點取平均值。采用D8 Advance型X射線衍射儀(XRD)對涂層進行物相分析,采用銅靶,測試范圍為20°~90°。在M-2000型環塊式摩擦磨損試驗機上進行摩擦磨損試驗,試樣平面尺寸均為31 mm×7 mm,對磨材料為淬火45鋼,載荷為60 N,轉速為180 r·min-1,磨損時間為60,120 min。采用TG328G型電子天平稱取磨損前后試樣的質量,計算磨損質量損失。采用VHX-5000型超景深顯微鏡觀察磨損表面的磨痕形貌。
2 試驗結果與討論
2.1 宏觀形貌
由圖1可以看出:激光功率相同時,掃描速度的變化對單道熔覆層的寬度影響很小;掃描速度相同時,隨著激光功率的增大,單道熔覆層的寬度增大。
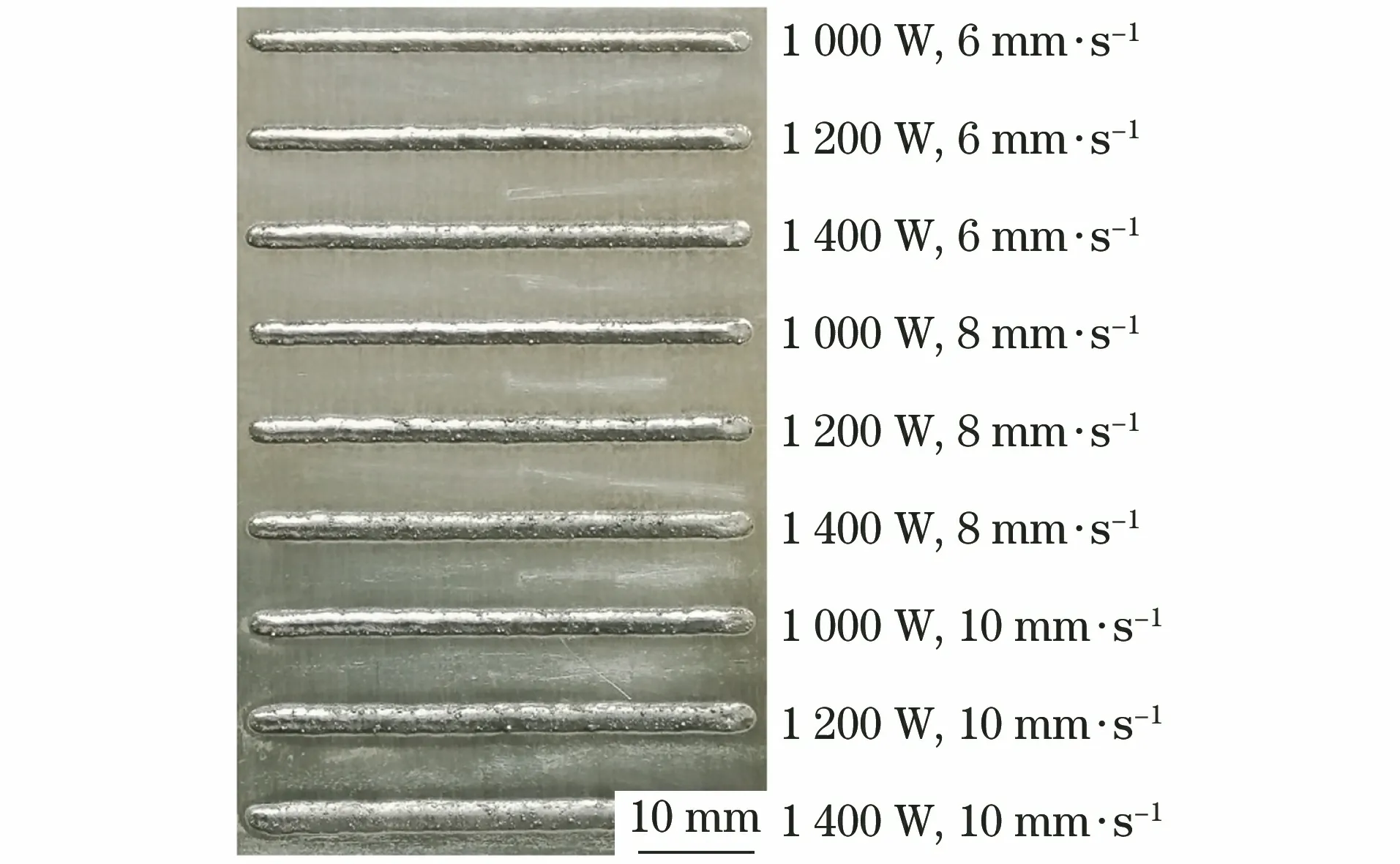
圖1 不同激光功率和掃描速度下單道熔覆層的表面宏觀形貌Fig.1 Surface macromorphology of single-channel cladding layer at different laser power and scanning speeds
不同參數下單道熔覆層的表面成形質量均較好,無明顯裂紋缺陷,說明Ni35合金粉末與SiC粉末的相容性較好;單道熔覆層的表面和邊緣均黏結著尺寸和數量不同的球形顆粒,球形顆粒的數量隨著激光功率增大而增加。球形顆粒的出現是由于在激光熔覆過程中激光束能量不夠集中,光斑邊緣的熔覆粉末未完全熔化而黏結在了熔覆層表面[8]。
由圖2可以看出,在激光功率1 000 W、掃描速度8 mm·s-1下,涂層的成形質量較好,截面無裂紋和氣孔缺陷。結合表面和截面宏觀形貌,可見在激光功率1 000 W、掃描速度8 mm·s-1條件下成形的熔覆層的表面質量最好。

圖2 在激光功率1 000 W、掃描速度8 mm·s-1下單道熔覆層的截面宏觀形貌Fig.2 Sectional macromorphology of single-channel cladding layer at laser power of 1 000 W and scanning speed of 8 mm·s-1
2.2 顯微組織
SiC增強鎳基合金熔覆層的組織主要受熔池中結晶界面處溫度的影響[9],且其晶胞狀態受界面前沿溫度梯度和凝固速率共同影響。由圖3可以看出:在激光功率1 000 W、掃描速度8 mm·s-1下,熔覆層中形成了垂直于界面生長的樹枝晶和等軸晶,晶粒細小,組織致密;熔覆層與基體的近結合界面區存在密集的柱狀晶,出現了明顯的金屬偏析現象。在激光作用下熔覆層材料和基體表層熔化形成熔池,熔池表面凝固造成結合界面處溫度梯度變得平緩,成分過冷增大,從而形成密集的柱狀晶。總體來看,涂層組織由下而上呈現出枝晶逐漸細化、枝晶間距逐步縮小的趨勢。

圖3 在激光功率1 000 W、掃描速度8 mm·s-1下單道熔覆層截面的顯微組織Fig.3 Sectional microstructure of single-channel cladding layer at laser power of 1 000 W and scanning speed of 8 mm·s-1: (a) cladding layer and (b) bonding interface
2.3 物相組成
由圖4可以看出,熔覆層主要由SiC、Ni2Si、Ni4B3、FeSi和CrB等物相組成。熔池凝固過程屬于非平衡過程,熔覆層中存在晶格畸變與過飽和固溶的物相,使得某些物相的主要衍射峰對應的面間距較小或重合,XRD未能辨別出來[11]。
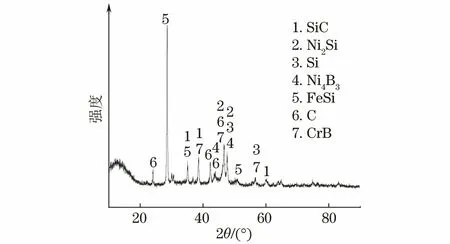
圖4 在激光功率1 000 W、掃描速度8 mm·s-1下單道熔覆層的XRD譜Fig.4 XRD pattern of of single-channel cladding layer at laser power of 1 000 W and scanning speed of 8 mm·s-1
在激光作用下,Ni35合金中的鎳、鉻、硼會發生反應生成Ni4B3和CrB,部分SiC發生分解析出的硅和鎳、鐵反應生成Ni2Si、FeSi。丁紫正等[11]在功率2 500,3 000 W下激光熔覆SiC增強Ni35合金熔覆層時發現,SiC在熔覆過程中完全分解。對比可知,低功率激光熔覆無法使SiC完全分解,這使得熔覆層中的硬質相種類增加。
2.4 顯微硬度
由圖5可以看出:單道熔覆層的硬度在900 HV左右,約為基體的3.5倍;熔覆過程中一部分熔池的熱量通過基體端散去,導致基體發生淬火[3],從而形成硬度高于基體的熱影響區,熱影響區硬度約為700 HV。

圖5 在激光功率1 000 W、掃描速度8 mm·s-1下單道熔覆試樣的截面硬度分布Fig.5 Sectional hardness distribution of single-channel cladding sample at laser power of 1 000 W and scanning speed of 8 mm·s-1
2.5 耐磨性能
磨損是兩構件發生相對運動使得接觸表面出現材料消耗和損失的過程[12]。由圖6可以看出:熔覆層的磨損質量損失均明顯小于45鋼基體的,且磨損120 min后二者的差值較磨損60 min后的大,這主要與熔覆層內部組織相對表面更加致密有關;磨損120 min后熔覆層的磨損質量損失增幅較小,說明熔覆層具有優良的耐磨性能。由圖7可以看出:磨損60 min后,熔覆層表面磨痕中存在大量剝落的附著物、小溝槽和少量劃痕,熔覆層主要發生黏著磨損,同時伴有少量磨粒磨損;磨損120 min后,熔覆層表面磨痕平整光滑,但存在少量孔洞、裂紋和劃痕,熔覆層處于穩定磨損階段,主要發生磨粒磨損。
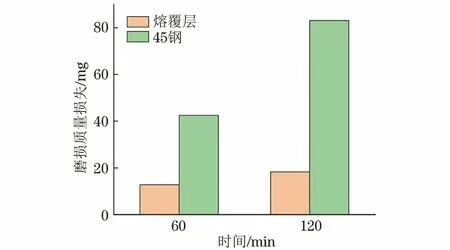
圖6 45鋼基體和激光功率1 000 W、掃描速度8 mm·s-1下熔覆層磨損不同時間后的質量損失Fig.6 Mass losses of 45 steel substrate and cladding layer at laser power of 1 000 W and scanning speed of 8 mm·s-1 after wearing for different times

圖7 在激光功率1 000 W、掃描速度8 mm·s-1下熔覆層磨損不同時間后的表面磨痕形貌Fig.7 Wear trace morphology on surface of cladding layer at laser power of 1 000 W and scanning speed of 8 mm·s-1after wear for different times
在磨損過程中,對磨材料和熔覆層表面在加載力與分子結合力的作用下發生一定程度的黏結,隨著磨損的進行黏結點發生撕裂,使得熔覆層表面形成黏著磨損特征[9]。SiC增強鎳基合金熔覆層的耐磨性能與SiC在熔覆層中的分布有關[12]。熔覆層中部分SiC發生偏聚,其與Ni35合金的結合力下降,在對磨材料摩擦作用下產生剝落形成剝落坑,并使表面產生磨痕。由物相分析可知,熔覆層中均勻分布著SiC、CrB以及FeSi等硬質相,在磨損過程中黏結相首先磨損導致硬質相凸出,這些凸出的硬質相阻止黏結相的進一步磨損,從而提高熔覆層的耐磨性能。
3 結 論
(1) 在試驗條件下,45鋼表面激光熔覆質量分數20%SiC增強Ni35合金熔覆層的較優工藝參數為激光功率1 000 W、掃描速度8 mm·s-1;該參數下熔覆層的顯微組織為樹枝晶和等軸晶,物相組成包括SiC、Ni4B3、CrB、Ni2Si、FeSi等硬質相。
(2) 熔覆層的硬度約為45鋼基體的3.5倍,在900 HV左右;熔覆過程中受激光淬火作用,熱影響區的硬度高于基體的,約為700 HV。
(3)熔覆層的磨損質量損失均明顯小于45鋼基體的,且磨損質量損失隨磨損時間延長的增幅較小,說明熔覆層耐磨性能較優;磨損60 min時熔覆層的磨損方式主要為黏著磨損,伴有少量磨粒磨損,磨損120 min時熔覆層處于穩定磨損階段,主要磨損方式為磨粒磨損。