煙包垂直分切機卸料裝置的優化設計
2021-10-09 05:33:22曹家升王海明吳龍元
煙草科技 2021年9期
曹家升,王海明,吳龍元
廣東中煙工業有限責任公司湛江卷煙廠,廣東省湛江市赤坎區康樂路7 號 524033
在卷煙制絲生產中,切片是指開箱后的煙包按固定厚度均勻分切成若干煙塊的加工過程[1]。煙包垂直分切機的作用就是將標準煙包(200 kg/箱)按預設進行等分,通過編碼器或接近開關的定位功能將煙包分段輸送至分切位置進行分切[2],以便后續進行松散回潮加工。但在煙包分切過程中,煙塊因自由下落而易出現排列無序或堆疊現象,由此導致松散回潮工序來料流量不穩定等問題。針對此,陳秋榮等[3]通過優化切片厚度控制系統,降低了對松散回潮機來料穩定性的影響。張彪等[4]基于變量控制法對切片機進行調試,實現了切片機切片異常時的快速調整,并縮短了切片模式的調整時間。段紅儒[5]對切片機的切片模式進行優化,結果顯示“二刀三片”切片模式能夠有效降低煙葉損耗。陸凌等[6]和孫強等[7]分別對卸料裝置進行改造,對自由下落的煙塊起到一定的導料作用,但導料裝置的驅動氣缸安裝在底部,維護保養困難,且散落的煙塊容易卡住導料裝置,使氣缸無法正常復位。為此,通過分析煙塊與卸料裝置的相對運動關系,對煙包垂直分切機的卸料裝置進行優化設計,以期提高松散回潮工序來料穩定性。
1 問題分析
煙包垂直分切機主要由喂料皮帶機、推料板、切刀、刀槽、卸料裝置、擋料裝置、導料裝置和出料皮帶機等部分組成,見圖1。其工作流程為:①開箱后煙包由喂料皮帶機6 輸送至推料板4 前方位置;②推料板4 在檢測到有料后閉合,當卸料裝置1、擋料裝置2 均處于工作位置(即垂直于喂料皮帶)時,推料板4 在電機帶動下將煙包推送至切刀3 下方位置;③煙包到位后,切刀3 由氣缸驅動以垂直于喂料皮帶機6 的方式進行分切(圖1a);④分切后卸料裝置1 向外擺動,煙塊在卸料裝置1底板摩擦力的作用下隨之擺動,同時受擋料裝置2的阻擋而脫離卸料裝置1 并自由下落至導料裝置7 上(圖1b);⑤卸料完畢后,卸料裝置1、擋料裝置2 返回至工作位置,推料板4 再次向前推料,循環往復,直至完成整個煙包的分切[8]。分切機的切片厚度采用等分法進行計算和控制,推料板4 的行程即為切片厚度[9]。
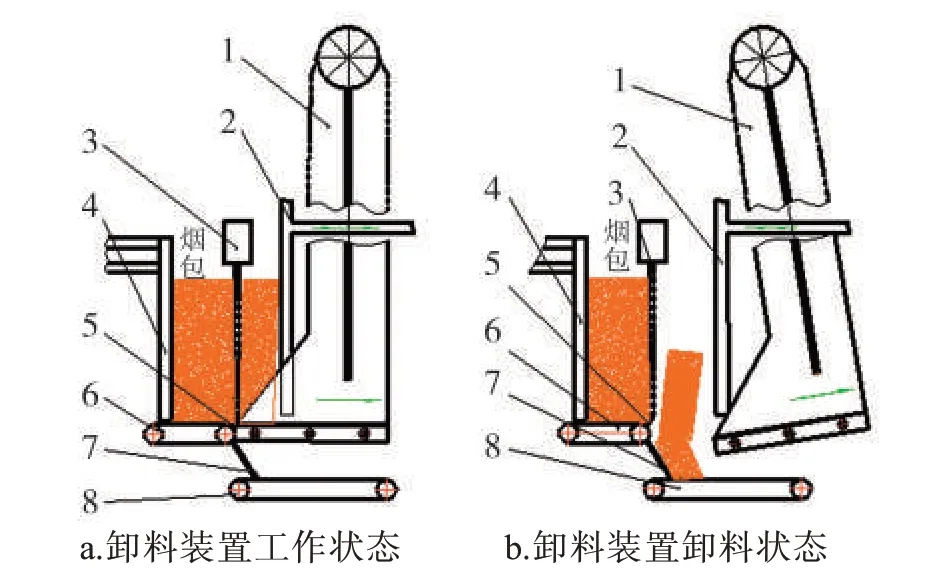
圖1 改進前煙包垂直分切機結構示意圖Fig.1 Structure of vertical slicer for unpacked tobacco before modification
由于卸料裝置1 與導料裝置7 之間存在高度差,煙塊在自由下落過程中因相互沖擊會出現排列無序現象;卸料裝置1 在擺動過程中,煙塊在底板摩擦力和擋料裝置2 的阻力共同作用下,容易發生煙塊中下部折斷、分段跌落的現象,由此導致煙塊堆疊。排列無序或堆疊的煙塊會造成松散回潮工序來料流量不穩定,影響增溫加濕效果[10]。
2 改進方法
針對卸料過程中存在的問題,對垂直分切機的卸料裝置1 進行了優化設計。由圖2 可見,將原卸料裝置1 的固定底板改為帶有可旋轉卸料板10的底板,同時將傾斜平面的導料裝置7 改為弧形滑板,改進后的刀槽則由安裝于喂料皮帶機6 驅動輥處的支撐塊5 和可旋轉卸料板10 共同構成。可旋轉卸料板10 在煙包分切過程中處于閉合狀態,分切完成后卸料裝置1 向外擺動的同時可旋轉卸料板10 向下轉動,使切后煙塊沿著可旋轉卸料板平緩地落入弧形導料裝置7,再經導料裝置7滑落至出料皮帶機8 上;當卸料裝置1 運動至工作狀態時可旋轉卸料板10 向上旋轉復位,循環往復,由此完成煙塊卸料。在生產中,可旋轉卸料板10 通過氣缸9 活塞桿的收縮和伸出實現旋轉,氣缸9 活塞桿帶動可旋轉卸料板10 繞固定軸旋轉,避免了卸料裝置1 底板與擋料裝置2 對煙塊產生方向相反的作用力而出現煙塊折斷的現象;而弧形導料裝置7 可大幅減小煙塊之間的沖擊,避免出現煙塊排列無序的現象。
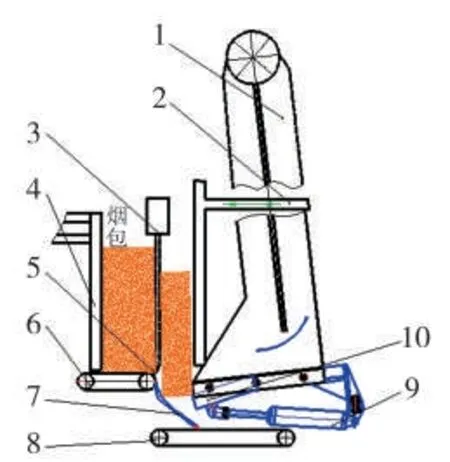
圖2 改進后煙包垂直分切機結構示意圖Fig.2 Structure of vertical slicer for unpacked tobacco after modification
2.1 卸料裝置的優化
由圖3 可見,為保證氣缸有足夠的安裝位置,并防止可旋轉卸料板1 與弧形導料裝置4 在卸料過程中發生碰撞,改進后將氣缸3 固定座設計為“7”字形。根據煙包尺寸以及切片機“四刀五片”的工作原理,可旋轉卸料板1 的設計尺寸為長850 mm,寬280 mm,能夠保證切后煙塊順利滑落入弧形導料裝置4。改進后可旋轉卸料板1 的前端與氣缸3 活塞桿采用Y 形接頭連接,后端則與卸料裝置底板2 進行連接。弧形導料裝置頂部為弧形,以可旋轉卸料板1 旋轉中心為圓心,設計半徑為280 mm。煙塊在落入弧形導料裝置4 時有兩個支撐點,可以保證形狀完好。
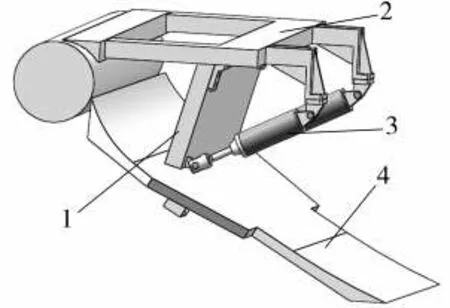
1.可旋轉卸料板 2.卸料裝置底板 3.氣缸 4.弧形導料裝置
2.2 氣動系統的設計
改進后卸料裝置的可旋轉卸料板采用壓縮空氣作為動力,氣動系統控制原理見圖4。采用2 個單活塞氣缸對卸料板的左右兩端進行支撐,以保證卸料板受力均勻;通過單向節流閥調整卸料裝置擺動速度,從而與卸料板旋轉動作相匹配;采用二位五通電磁換向閥控制氣缸換向動作,以滿足工作和卸料兩個狀態;在壓縮空氣進入電磁換向閥前,采用過濾減壓閥調節壓力。
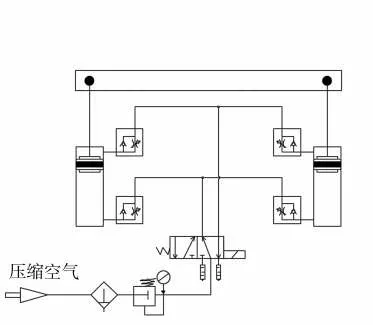
圖4 氣動系統控制原理圖Fig.4 Control principle of pneumatic system
2.2.1 切刀剪切力及氣缸所受阻力的估算
在分切過程中為保證煙包被完全切開,可旋轉卸料板與卸料裝置底板應基本保持在同一平面上。根據牛頓第三定律及可旋轉卸料板結構和尺寸,對其進行受力分析,見圖5。結果表明,可旋轉卸料板所承受的載荷力等于切刀對煙塊的剪切力。由文獻[11-12]可知15 mm×15 mm 煙葉樣品的最大剪切力為21.01 N,煙包尺寸為1 100 mm×650 mm×700 mm,切刀沿煙包寬度方向進行橫向剪切,由此可得卸料板所受載荷力為:
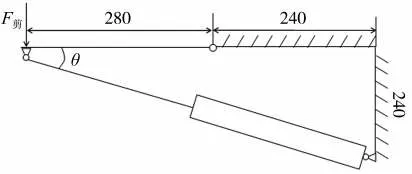
圖5 可旋轉卸料板受力分析簡圖Fig.5 Force analysis of rotary vane discharger

式中:F剪為卸料板所受載荷力,N;L樣為煙葉樣品寬度,取值15 mm;F樣為煙葉樣品所受剪切力,取最大值21.01 N;L為煙包寬度,取值650 mm。
煙包分切時氣缸所受阻力為:

式中:F阻為煙包分切時氣缸所受阻力,N;θ為卸料裝置在工作狀態下氣缸與卸料裝置底板的夾角,取值25°。
2.2.2 氣缸內徑和活塞桿直徑的選擇
氣缸受力分析見圖6。忽略氣缸運動時的摩擦力和排氣阻力,切刀分切煙包時氣缸活塞所受作用力為:
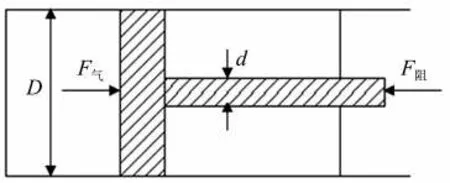
圖6 氣缸受力分析簡圖Fig.6 Force analysis of cylinder

式中:F氣為煙包分切時壓縮空氣對氣缸活塞的作用力,N;P氣為進入氣缸的空氣壓力,取值0.65 MPa;D為氣缸內徑,mm。
要保證煙包分切順利,應F氣≥F阻=1 464.94 N。根據公式(3)計算可得到D≥53.58 mm。查找《機械設計手冊》[13]數據并取整,可得氣缸內徑D=63 mm,氣缸活塞行程L=200 mm,活塞桿直徑d=20 mm。當L≤10d時,按強度條件對活塞桿進行校驗,活塞桿所受應力為:

式中:σ為活塞桿所受應力,MPa;A為活塞桿截面面積,mm2;d為活塞桿直徑,mm。
可見,改進后活塞桿選用材料為45號鋼,屈服強度為355 MPa,活塞桿直徑d=20 mm,符合強度要求。
2.3 控制流程設計
在分切機工作狀態下,可旋轉卸料板跟隨卸料裝置動作,為保證兩者之間同步運行,分別設置了延時裝置,控制流程見圖7。當卸料裝置接收到卸料指令后,延時10 ms 可旋轉卸料板打開,再延時500 ms卸料裝置向外擺動;當卸料裝置和可旋轉卸料板均工作到位后,可旋轉卸料板閉合,卸料裝置從卸料狀態轉為工作狀態;可旋轉卸料板閉合到位后氣缸停止工作,等待下一次煙包分切和卸料。
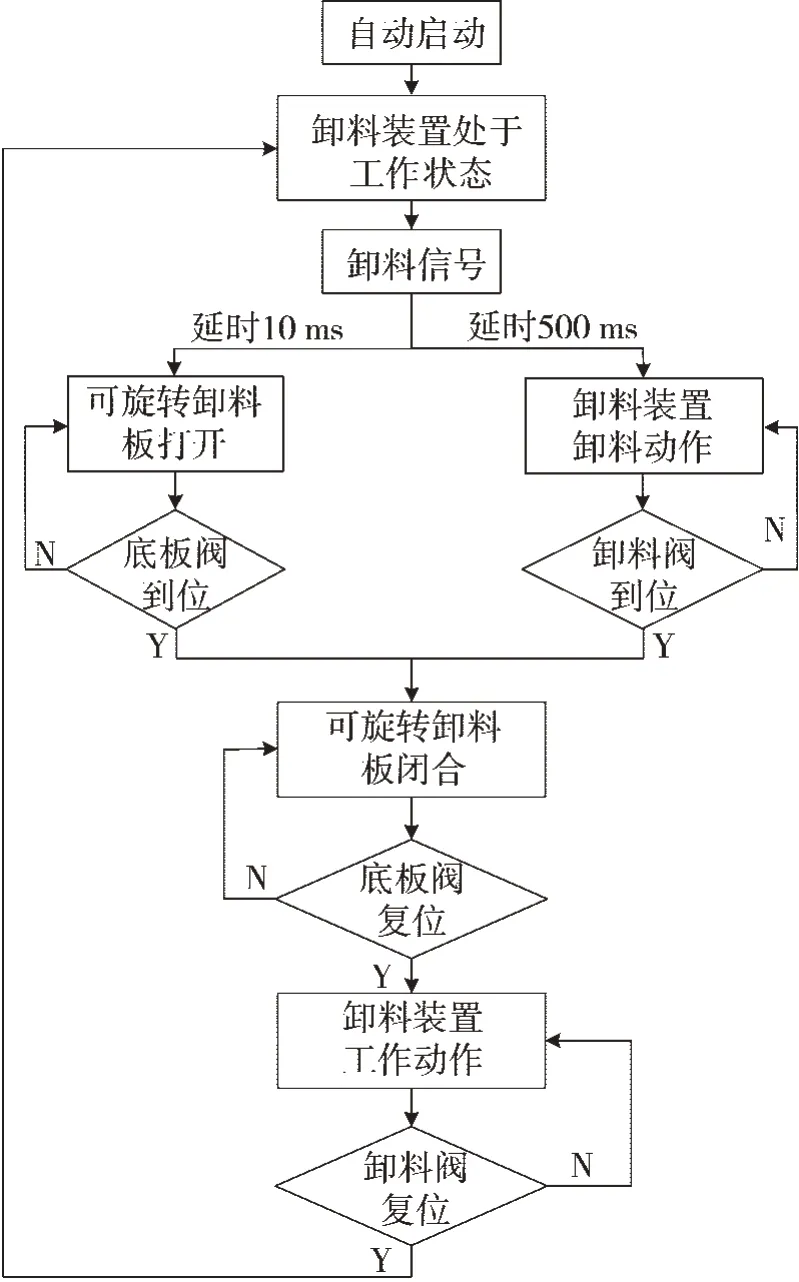
圖7 卸料裝置控制流程圖Fig.7 Control flow chart of discharge system
3 應用效果
3.1 實驗設計
材料:“雙喜”牌卷煙所用標準煙包(廣東中煙工業有限責任公司湛江卷煙廠)。
設備:FT623 煙包垂直分切機(昆明船舶設備集團有限公司);WQ3316 型滾筒式松散回潮機(昆明船舶設備集團有限公司);TM710e 型在線水分儀(美國NDC 紅外技術公司);ICS-KGS61 電子皮帶秤(計量精度5‰,昆明船舶設備集團有限公司);HP 服務器(美國惠普研發有限合伙公司);HISTORIAN 實時數據庫(英國AVEVA 公司)。
方法:分別采用改進前后垂直分切機對標準煙包(200 kg/箱,1 150 mm×600 mm×700 mm)進行分切測試,設置切片方式為四刀五片,各取10 批次。松散回潮流量設定為4 800 kg/h,加水壓力0.35 MPa,霧化水蒸氣壓力0.29 MPa,熱風風機頻率35 Hz,滾筒電機頻率40 Hz,熱風溫度80 ℃,回風溫度57~63 ℃等運行參數不變。控制系統同步采集松散回潮機生產過程入口物料流量、加水流量、出口含水率等數據,通過OPC 方式每秒采集一個數據,采集時間60 min。
3.2 數據分析
由圖8 可見,分切機改進后松散回潮機入口物料流量穩定性顯著提高。實際生產中可觀察到切后煙塊排列整齊,未出現堆疊現象,避免了松散回潮機因斷料而出現蒸汽噴射流量與加水流量快速下降為零的情況。

圖8 改進前后松散回潮機入口物料流量曲線Fig.8 Material throughput curve of ordering cylinder before and after modification
改進前后松散回潮機入口物料流量和出口含水率標準偏差數據見表1。改進后,松散回潮機入口物料流量標準偏差均值由改進前的70.08 kg/h下降到41.42 kg/h,降低40.9%;出口含水率標準偏差均值由改進前的1.74%下降至1.51%,降低0.23百分點。
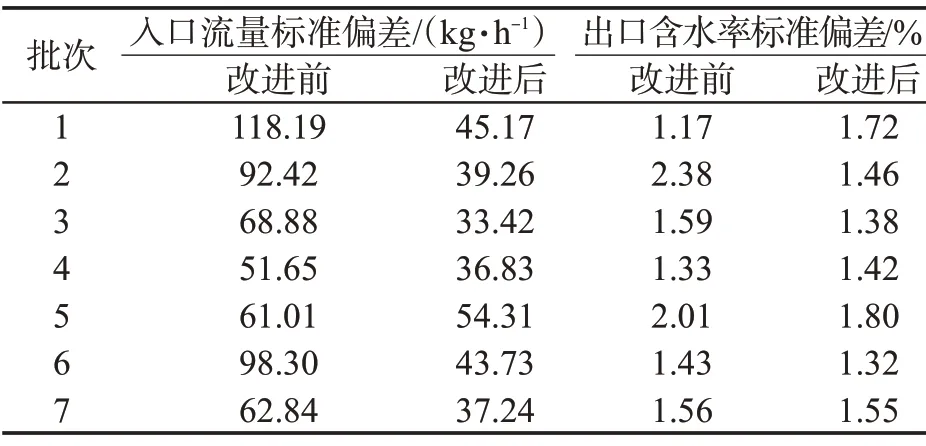
表1 改進前后松散回潮機入口流量及出口含水率標準偏差對比①Tab.1 Standard deviations of throughput of ordering cylinder and moisture content in output tobacco before and after modification
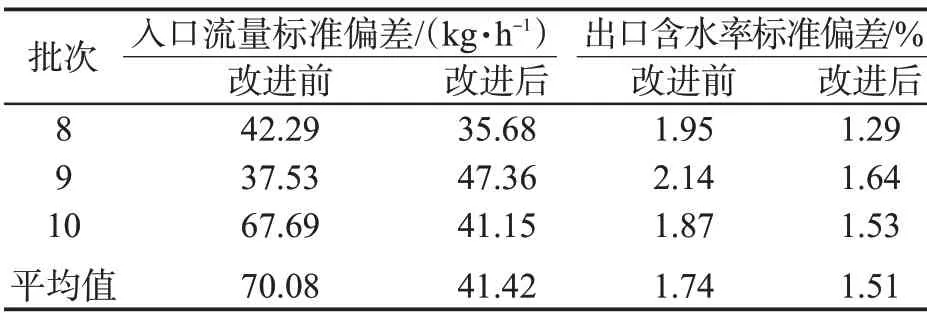
表1(續)
4 結論
對煙包垂直分切機的卸料裝置進行了優化,改進后的切后煙塊跟隨可旋轉卸料板向下擺動并平緩地落入弧形導料裝置,再經導料裝置滑落至出料皮帶機上,避免了煙塊受到下落沖擊或卸料過程中折斷而造成煙塊排列無序或堆疊現象。以湛江卷煙廠提供的“雙喜”牌卷煙所用標準煙包為對象進行測試,結果表明:改進后松散回潮機入口物料流量標準偏差平均降低40.9%,出口含水率標準偏差平均降低0.23 百分點,有效提高了松散回潮工序來料穩定性和回潮效果。
