皮芯型PA 6/PET復合短纖維生產工藝探討
2021-10-13 04:24:16周衛東
合成纖維工業 2021年4期
周 衛 東
(中石化巴陵石油化工有限公司技術中心,湖南 岳陽 414014)
目前,因常規纖維附加值低、功能單一,市場已逐步趨于飽和,一些纖維生產企業轉而研發生產具有高附加值的差別化纖維已成為行業的熱點,也是纖維行業發展的大勢所趨。
復合纖維是差別化纖維的一個重要分支,根據各原料組分在復合纖維截面分布的不同,復合纖維可分為基質-微纖型、并列型、皮芯型復合纖維等[1]。錦滌復合纖維是目前市場上比較常見的一種復合纖維,主要是因為滌綸、錦綸生產工藝已經十分成熟[2]。錦滌復合纖維是以聚己內酰胺(PA 6)和聚對苯二甲酸乙二醇酯(PET)為原料形成的復合纖維,其中錦滌復合長絲的研發較多[3-8]。李雪梅等[6]以PET與PA 6質量比為82:18,生產285 dtex/72 f米字型PET/PA 6復合纖維,纖維斷裂強度為2.3 cN/dtex,斷裂伸長率為135%,可較好地用于后道加工。莊輝等[7]開發了55 dtex/36 f裂片型滌錦復合超細纖維,通過優化生產工藝,纖維具有較好的可紡性和染色均勻性。石紅星等[8]開發了78 dtex/36 f仿純PA 6皮芯型PA 6/PET復合纖維,該纖維品質與PA 6纖維相差不大,而生產成本卻遠遠低于純PA 6纖維,具有一定的市場競爭力。
近年來,國內復合紡絲技術有了很大的發展,以PA 6為皮、PET為芯的皮芯型復合短纖維的開發引起行業內的重視。姜浩然等[9]以皮層PA 6與芯層PET質量比為50:50進行復合紡絲,控制PA 6紡絲溫度282 ℃、PET紡絲溫度285 ℃、側吹風溫度17 ℃、后紡總拉伸倍數 3.675、拉伸溫度 65 ℃,生產線密度為1.65 dtex的皮芯型錦滌復合短纖維,產品質量穩定。
皮芯型PA 6/PET復合短纖維的性能較純PA 6短纖維有較大的改善,斷裂強度增加,斷裂伸長降低,初始模量提高,在非織造布領域應用十分廣泛,主要用于醫療衛生及生活用品,尤其在一次性衛生用品方面具有良好的市場前景[10]。作者以PA 6為皮層、PET為芯層進行復合紡絲,生產皮芯型PA 6/PET復合短纖維,探討了復合紡絲和后加工過程的生產工藝條件。
1 試驗
1.1 主要原料
PA 6切片:紡絲級,熔點220 ℃,相對黏度2.65±0.03,含水率低于65 μg/g,真空包裝,岳陽化工化纖有限責任公司產;PET切片:紡絲級,熔點257 ℃,特性黏數0.645 dL/g,中國石化儀征化纖有限責任公司產;常規錦綸短絲油劑:牌號J5326H,蘇州源創科技開發有限公司產。
1.2 主要設備及儀器
WSPD型充填干燥機:干燥能力為35 kg/h,張家港萬盛機械有限公司制;HYF/D(FH)600/160-12-80/65型紡絲機:北京中麗制機工程技術有限公司制;ZLHV905系列滌綸短纖后處理聯合機:鄭州紡織機械股份公司制;SH-200X 型電子天平:廣州東南科儀公司制;YG086C縷紗測長儀:常州市中纖檢測儀器設備有限公司制;XQ-I型纖維強度測試儀:上海新纖儀器有限公司制;YG321型纖維比電阻測試儀:常州市天祥紡織儀器有限公司制;YG042纖維疵點分析儀:常州新紡檢測儀器設備有限公司制。
1.3 皮芯型PA 6/PET復合短纖維的生產工藝
采用皮芯復合紡絲法生產皮芯型PA 6/PET復合短纖維。以PA 6為皮層、PET為芯層,PA 6 與 PET 切片質量比(復合比)為 50∶50,PA 6與PET分別由2臺螺桿擠出機熔融擠出進入復合紡絲箱體,通過復合噴絲組件的各自流體通道,在噴絲孔入口處匯合并共同擠出;再經環吹風冷卻、卷繞、落桶、集束、拉伸、卷曲、定型、切斷,得到線密度為2.85 dtex皮芯型PA 6/PET復合短纖維。復合短纖維生產工藝流程見圖1,主要工藝參數見表1。
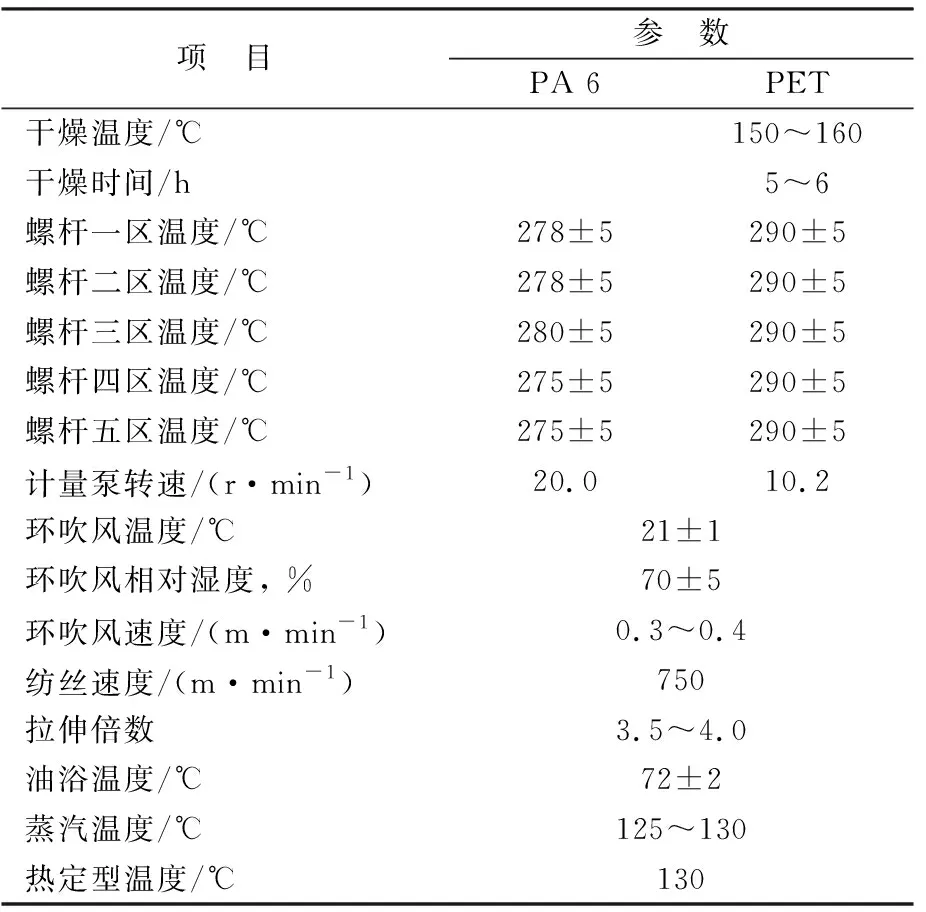
表1 皮芯型PA 6/PET復合短纖維主要生產工藝參數Tab.1 Main production process parameters of sheath-core PA 6/PET composite staple fiber
1.4 分析與測試
線密度:參考GB/T 14335—2008 《化學纖維 短纖維線密度試驗方法》[11]進行測試。
力學性能:參考GB/T 14337—2008《化學纖維 短纖維拉伸性能試驗方法》[12]測試復合纖維的斷裂強度和斷裂伸長率。
含油率:參考GB/T 6504—2017《化學纖維 含油率試驗方法》[13]對纖維中油劑含量進行測試。
疵點含量:參考GB/T 14339—2008《化學纖維 短纖維疵點試驗方法》[14]測試。
倍長纖維含量:參考GB/T 14336—2008《化學纖維 短纖維長度試驗方法》[15]測試。
卷曲數:參考GB/T 14338—2008《化學纖維 短纖維卷曲性能試驗方法》[16]測試。
回潮率:參考GB/T 6503—2008《化學纖維 回潮率試驗方法》[17]測試。
電阻率:參考GB/T 14342—2015《化學纖維 短纖維比電阻試驗方法》[18]測試。
2 結果與討論
2.1 復合紡絲箱體和紡絲組件
紡絲箱體主要是對熔體分配管道、計量泵和噴絲頭組件進行保溫作用,確保聚合物熔體溫度、熔體黏度符合紡絲要求。在復合紡絲中,PA 6、PET的熔體管道同一級分配支管的直徑、長度和曲率應相同,以保證各部位的熔體在相同的溫度下經歷相同的停留時間,產生相同的壓力降。試驗表明,對于復合紡絲箱體,一般要求熔體從螺桿擠出機出口到噴絲板面之間的停留時間不超過12 min,停留越長,熔體黏度降越大;同時要求紡絲箱體溫度均一,溫差小于1 ℃。
復合紡絲組件的結構和加工精度對紡絲及纖維質量影響很大。2種聚合物熔體進入噴絲孔之前,在組件內不能相互串料、漏料,故密封性能一定要好;組件內熔體壓力要保持穩定,使熔體均勻穩定地分配到每一個噴絲孔中,保證復合纖維的皮芯結構截面形狀及均勻性。
噴絲孔的直徑及長徑比是噴絲板的重要參數,對紡絲的穩定性及纖維質量影響很大。噴絲孔的直徑要符合熔體在微孔中的流動剪切規律,且應保持噴絲頭拉伸倍數在較小的范圍內。隨著噴絲孔的直徑減小,熔體剪切速率將會有較大的增加,熔體表觀黏度下降,有利于紡絲的進行。但如果噴絲孔的直徑太小,剪切速率及剪切應力太大,則易造成熔體的破裂。隨著剪切速率的增加,熔體在通過噴絲孔時的彈性效應也增加,為了降低彈性效應,減少出口膨化現象,增加熔體在噴絲孔中的停留時間,噴絲孔的長徑比應大于2.0。試驗表明,選擇噴絲孔的直徑0.28 mm、長徑比2.2,生產穩定且產品質量好。
2.2 PET切片含水率
干燥的目的是除去PET切片中的水分,提高PET的結晶度和軟化點。PET分子結構中存在著酯基,在熔融時極易水解,使其相對分子質量下降,影響紡絲質量。PET切片含水率高,紡絲時因水分氣化而產生氣泡絲,影響復合纖維截面皮芯結構形狀的均勻性,嚴重時易產生毛絲、斷頭,甚至使紡絲無法進行。由于PET熔體是芯,對干PET切片的含水率要求更嚴格,一般含水率應低于40 μg/g,達到高速紡絲級標準,故必須控制好干燥工藝條件。試驗表明,控制PET預結晶溫度165 ℃、主干燥溫度160 ℃、干燥時間為4 h時,切片含水率為30 μg/g,可滿足紡絲工藝要求。
2.3 紡絲溫度
紡絲過程中聚合物熔體溫度直接影響熔體黏度即熔體的流動性能,同時對熔體細流的冷卻固化效果、初生纖維的結構及拉伸性能都有很大的影響,這要求嚴格控制紡絲溫度。對于PA 6/PET復合短纖維的生產,PA 6與PET的熔點相差約40 ℃,必須選擇合適的紡絲溫度,保證2種組分充分熔融,且不影響可紡性能。試紡時對PA 6與PET采用相同的紡絲溫度,紡絲過程不穩定,飄絲、注頭絲現象嚴重,這是因為PA 6在較高的紡絲溫度下熱分解加劇,熔體中低分子物含量增加,熔體黏度下降,注頭絲、毛絲增多,纖維的拉伸性能和強度下降,復合纖維的復合率下降;按PA 6與PET各自單獨紡絲時的紡絲溫度進行試紡,紡絲過程較為穩定,但在后拉伸時毛絲、斷頭現象非常嚴重,后拉伸斷頭增加,甚至不能拉伸,嚴重時無法紡絲。根據復合紡絲的特點,設定PA 6與PET的螺桿加熱溫度稍有差異,當PA 6與PET熔體經過各自的計量泵進入紡絲組件時,二者之間有一定的熱交換,各自溫度受到干擾,溫度的差異有逐漸減小的趨勢。經試驗,選擇PA 6熔體溫度為270 ℃、PET熔體溫度為280 ℃,紡絲正常,復合絲纖維中PA 6與PET界面明顯。
PA 6與PET熔體經過各自的計量泵計量后,同時送入復合紡絲組件。復合絲箱體分為主箱體和副箱體,組件安裝在主箱體中,主箱體中為熔體溫度高的PET組分,副箱體中為PA 6 熔體。主副箱體有各自獨立的熱媒循環加熱系統,主副箱體工藝溫度有15~25 ℃的溫差,副箱體溫度會受到主箱體溫度的干擾,副箱體溫度受主箱體溫度影響較大時,將會影響副箱體中熔體的均勻性,從而影響復合纖維截面的穩定性。在實際生產中,控制PET紡絲箱體熱媒溫度在287~290 ℃,PA 6紡絲箱體熱媒溫度在 270~275 ℃,紡絲及后拉伸過程均較穩定。
2.4 冷卻條件
絲條冷卻條件對初生纖維的結構和性能有很大影響,尤其是冷卻風溫度和速度對紡絲過程的穩定性和絲束的質量影響很大。在皮芯型PA 6/PET復合短纖維的生產中采用環吹風對絲束進行冷卻,因PA 6紡絲存在單體排放,環吹風速度應盡可能高一些,以有利于單體的排放。但由于PA 6與PET皮芯徑向溫差的存在,芯部溫度較高的PET被皮層溫度較低的PA 6所包覆,較高速度冷卻時,芯部的冷卻往往不充分,芯皮層的拉伸將發生顯著的差異,而且冷卻速度過高,絲束明顯抖動,絲束在紡絲甬道中容易產生并絲。試驗表明,在皮芯型PA 6/PET復合短纖維的生產中,選擇環吹風速度0.35 m/s為宜。
對于PA 6/PET復合短纖維的生產,環吹風溫度對卷繞絲質量的影響更為明顯。從表2可以看出:環吹風溫度過低(17 ℃),硬頭絲、斷頭明顯,生產中噴絲板更換率明顯增加;環吹風溫度過高(23 ℃),易引起毛絲、斷頭、并絲,并影響卷繞絲的質量;環吹風溫度為19~21 ℃時,紡絲正常,且溫度為21 ℃時卷繞絲的截面皮芯結構更加均勻,拉伸性能好。因此,生產中選擇環吹風溫度21 ℃、速度0.35 m/s、相對濕度為70%,可保證初生纖維內外層絲條冷卻均勻,卷繞絲具有良好的截面結構及拉伸性能。
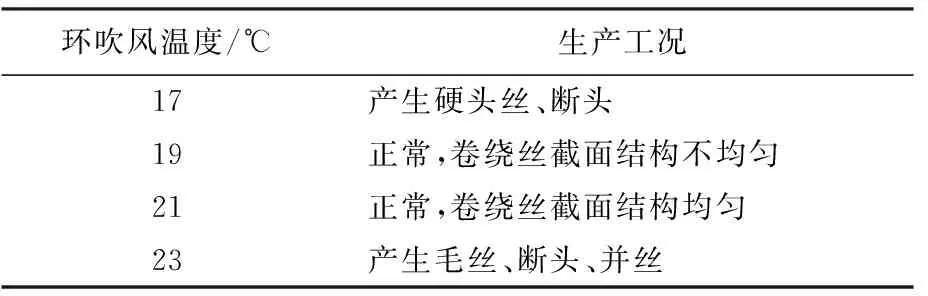
表2 環吹風溫度對PA 6/PET復合短纖維生產的影響Tab.2 Effect of circular air blow temperature on PA 6/PET composite staple fiber production
2.5 拉伸溫度
為使纖維能得到均勻拉伸,避免產生毛絲,拉伸溫度一般設在高聚物的玻璃化轉變溫度(Tg)以上。PA 6、PET的Tg差別較大,PA 6的Tg為45 ℃左右,PET的Tg為68 ℃左右,前者的拉伸可以在室溫下進行,后者則需要加熱才能進行拉伸,因此,對于PA 6/PET復合短纖維來說,合理選擇拉伸溫度十分重要。實踐表明,PA 6/PET復合短纖維的可拉伸溫度可低于PET的Tg,這是因為PA 6皮層在拉伸時能放出一定的熱量足以使PET芯層的溫度升高,以致接近或超過PET的Tg,故在生產PA 6/PET復合短纖維時設定油浴溫度為 60~70 ℃。
二道拉伸起補充拉伸和定型作用,使拉伸后纖維內應力部分松弛和分子結構部分固定,因此,蒸汽箱溫度對纖維結構及性能有一定影響。油浴拉伸以后的纖維夾雜著高彈形變,造成纖維內應力較高,需在較高溫度下才能消除,同時較高的溫度也有利于纖維結晶和取向的進行,有利于強度的提高。但是,溫度太高,纖維大分子容易發生松弛而解取向,導致纖維強度下降。試驗表明,控制油浴溫度60~70 ℃、蒸汽箱溫度123~128 ℃,纖維易于拉伸,毛絲少。
2.6 松弛熱定型溫度和時間
松弛熱定型的作用是消除纖維的內應力,提高纖維尺寸和結構的穩定性,進一步提高纖維的力學性能。熱定型溫度過低,纖維結晶不完善;熱定型溫度過高,會出現絲條抖動、 斷頭。但纖維經過高溫處理后,應急速冷卻,使纖維內部的分子結構快速固定下來。在PA 6/PET復合短纖維生產中,為了使PET部分能夠較快地冷卻,應加大熱定型裝置中冷卻區的長度或吹風量。根據生產經驗,選擇熱定型溫度130 ℃、熱定型時間25 min,熱定型效果較好。
2.7 產品質量
通過對主要工藝條件的優化,選擇噴絲孔直徑0.28、長徑比2.2,PET預結晶溫度165 ℃、主干燥溫度160 ℃,PA 6熔體溫度270 ℃,PET熔體溫度280 ℃,PET紡絲箱體熱媒溫度287~290 ℃,PA 6紡絲箱體熱媒溫度270~275 ℃,環吹風溫度21 ℃、速度0.35 m/s、相對濕度70%,油浴溫度60~70 ℃,蒸汽箱溫度123~128 ℃,熱定型溫度130 ℃, 熱定型時間為25 min,生產2.85 dtex皮芯型PA 6/PET復合短纖維,生產穩定且產品質量好,纖維主要物理性能指標見表3。
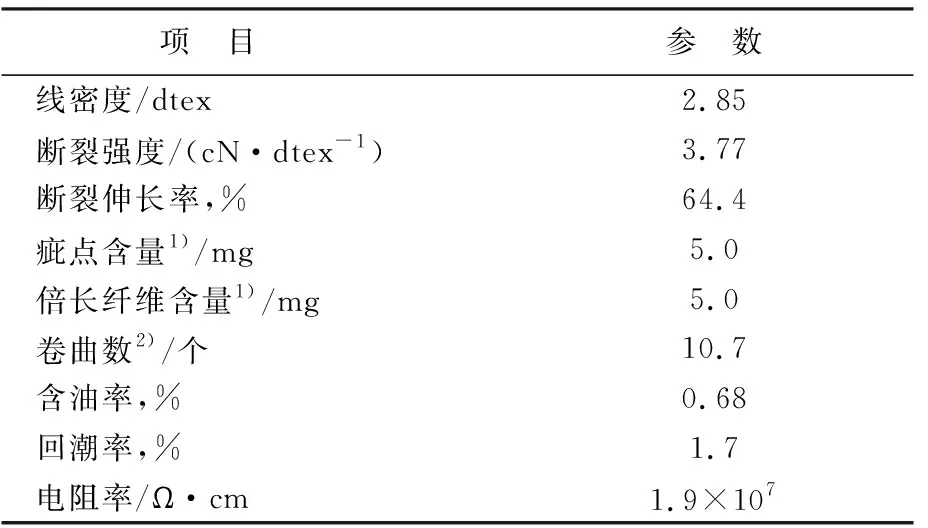
表3 皮芯型PA 6/PET復合短纖維的主要物理性能指標Tab.3 Main physical index of sheath-core PA 6/PET composite staple fiber
3 結論
a.生產皮芯型PA 6/PET復合短纖維的關鍵是復合紡絲箱體和紡絲組件的設計、復合紡絲及后拉伸工藝條件的合理控制。
b.對于復合紡絲箱體,熔體從螺桿擠出機出口到噴絲板面之間的停留時間應不超過12 min,噴絲孔的長徑比應大于2.0,試驗選擇噴絲孔直徑為0.28 mm,長徑比為2.2。
c.控制PET預結晶溫度為165 ℃,主干燥溫度為160 ℃,干燥時間為4 h,PET切片含水率為30 μg/g。
d.在生產2.85 dtex皮芯型PA 6/PET復合短纖維時,控制PA 6熔體溫度270 ℃,PET熔體溫度280 ℃,環吹風溫度21 ℃、速度0.35 m/s、相對濕度70%,油浴溫度60~70 ℃,蒸汽箱溫度123~128 ℃,熱定型溫度130 ℃, 熱定型時間為25 min,生產穩定且產品質量好,纖維斷裂強度為3.77 cN/dtex,斷裂伸長率為64.4%。
