機械零部件切削加工過程的能耗構成分析
2021-10-13 08:14:36姚柳
科技信息·學術版 2021年11期
姚柳


摘要:切削加工機床上電后,各能耗源會持續消耗能量,如:控制系統、冷卻系統、潤滑系統、照明等,切削加工過程不僅有切削做功的能耗,還有很多附加能耗,研究切削加工過程中的能耗構成,對實施綠色制造具有重要意義。
關鍵詞:機械加工;能耗;構成
制造業是國民經濟重要組成部分,其涉及行業及其廣泛,如機械、航空航天、電子、軍工、食品工程等。制造業制造商品會消耗了大量的能源,因此降低制造過程中的機床能耗成為亟需解決的難題。機械零件的生產大部分采用金屬切削機床進行,影響機床切削加工的能耗因素眾多,包括機床的機械特性、零件材料的機械性能、切削參數、刀具參數,從而導致機床切削加工能耗難以預測。如何準確地判定切削加工過程中的機床能耗構成,方便快捷地預測出不同加工條件、工藝參數、刀具參數條件下的能耗,對于降低能耗,實現綠色制造具有十分重要的意義。
本文以機械加工為對象研究其能耗構成。從特征來看,能耗構成表現出多樣性。切削加工總能耗可看作是各構成單元能耗的總和,這些能耗構成單元之間相互聯系、相互影響,在加工過程中伴隨著物料流、能量流和信息流之間不斷的流入與消耗。本文將能耗主要分為:加工動力系統能耗、控制系統能耗、輔助系統能耗和其它能耗,在此基礎上進行研究。
1、加工動力系統能耗模型
加工動力系統是在變頻電動機在系統的控制驅動下,通過機械傳動,帶動工件或刀具完成加工所需的相對運動,是整個加工過程中的主體部分。在該階段中,能耗機理復雜,能量經各環節消耗后,最終輸入到材料去除部分,其耗能量大小不僅取決于其運行參數也與其負載相關。加工動力系統能耗是最為復雜的能耗系統,主要包括驅動工件或者刀具完成旋轉運動(特例:刨床無旋轉運動)的動力系統或者驅動工件和刀具完成相對運動的動力系統。機床在此過程的能耗主要是主軸電機能耗+進給電機能耗,以及其他能耗損失,也就是在該過程中能耗主要有以下方面:完成銑削運動做功的能量損耗,即有效能耗,表示為E銑削;機床自身內部能量損失,其主要包括軸承摩擦對能耗的損失、系統平衡的能量損失等,表示為E內耗;加工過程中機械能轉化熱能的能耗損失,表示為E轉化;以及銑削加工過程中其他能耗損失,表示為△E。于是可得加工動力系統能耗用E動力表示,其方程為:
2、控制系統能耗模型
控制系統是機床不可缺少的部分,在機床中起著至關重要的作用,是機床的核心構件。機床電氣控制系統元件包括數控系統裝置、主軸控制系統、進給控制系統、PLC裝置等,這些組件相互作用、相互聯系從而構成了機床控制系統。機床控制系統無論是否在完成切削,只要通電既體現出能量消耗,具有持續性,實施綠色制造若能減小其中一部分的能耗,將對整個機床節能起著很大的影響。控制系統能耗為各個子系統能耗的總和,可用E控制表示為:
在整個機床的切削加工過程中,這個部分能耗從機床開機到關機整個過程中功率大致不變,其能耗與時間成正比,設fi是子系統對應的功率關系系數,則各子系統其能耗表示為:
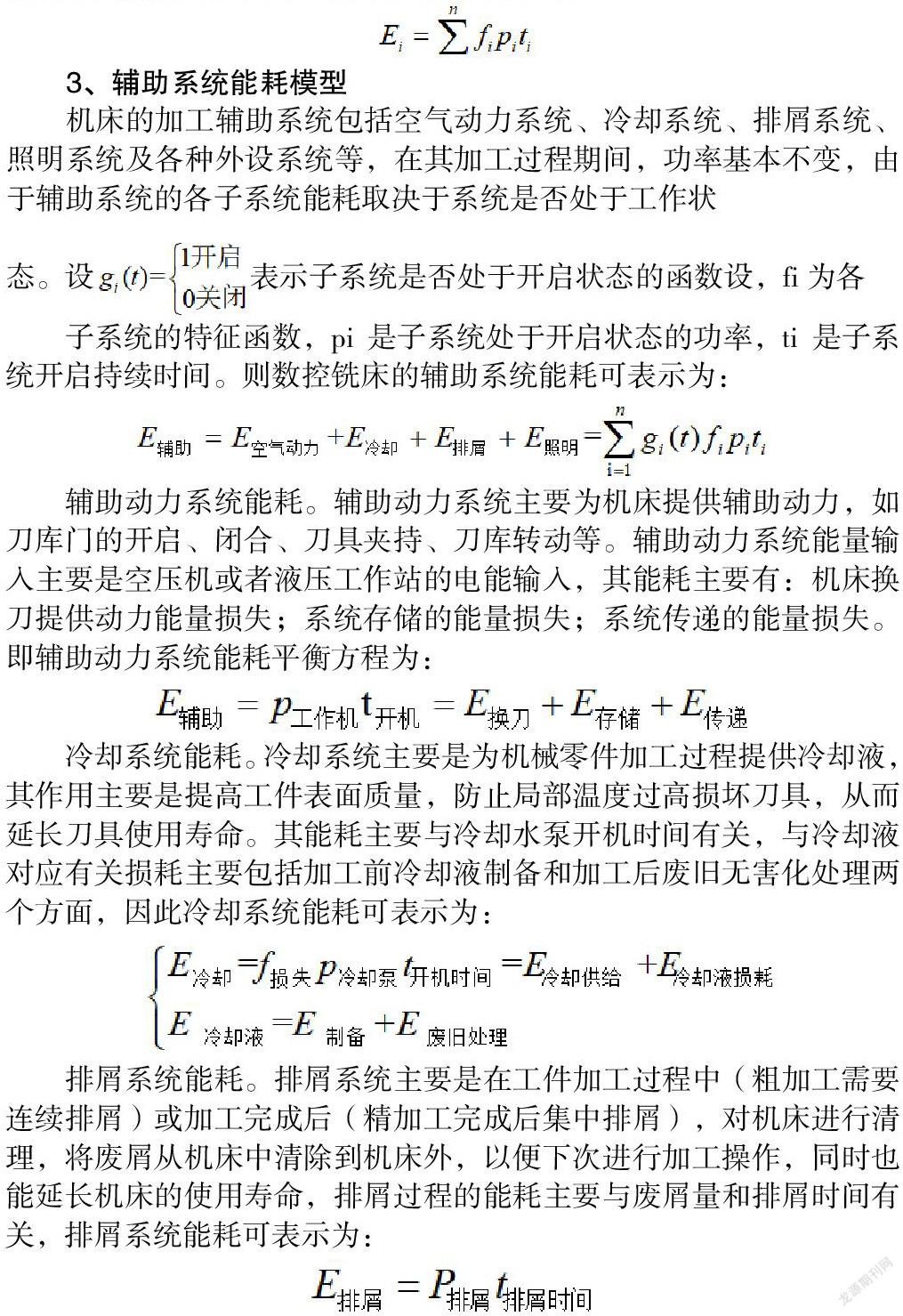
3、輔助系統能耗模型
機床的加工輔助系統包括空氣動力系統、冷卻系統、排屑系統、照明系統及各種外設系統等,在其加工過程期間,功率基本不變,由于輔助系統的各子系統能耗取決于系統是否處于工作狀
態。設表示子系統是否處于開啟狀態的函數設,fi為各
子系統的特征函數,pi是子系統處于開啟狀態的功率,ti是子系統開啟持續時間。則數控銑床的輔助系統能耗可表示為:
輔助動力系統能耗。輔助動力系統主要為機床提供輔助動力,如刀庫門的開啟、閉合、刀具夾持、刀庫轉動等。輔助動力系統能量輸入主要是空壓機或者液壓工作站的電能輸入,其能耗主要有:機床換刀提供動力能量損失;系統存儲的能量損失;系統傳遞的能量損失。即輔助動力系統能耗平衡方程為:
冷卻系統能耗。冷卻系統主要是為機械零件加工過程提供冷卻液,其作用主要是提高工件表面質量,防止局部溫度過高損壞刀具,從而延長刀具使用壽命。其能耗主要與冷卻水泵開機時間有關,與冷卻液對應有關損耗主要包括加工前冷卻液制備和加工后廢舊無害化處理兩個方面,因此冷卻系統能耗可表示為:
排屑系統能耗。排屑系統主要是在工件加工過程中(粗加工需要連續排屑)或加工完成后(精加工完成后集中排屑),對機床進行清理,將廢屑從機床中清除到機床外,以便下次進行加工操作,同時也能延長機床的使用壽命,排屑過程的能耗主要與廢屑量和排屑時間有關,排屑系統能耗可表示為:
機床照明系統能耗。機床照明系統主要是工作臺區域的照明,一般采用36V電源,其能耗主要與開燈時間有關且相對于機床能耗比重小表示為E照明。
4、其它能耗
其它能耗主要是為保證加工過程機床正常運行和產品質量,對機床加工環境等采取的其它措施的能耗,例如:部分大功率機床電氣柜的空調系統、機床自身保護系統等。這部分能耗占整個加工系統能耗比重很小,受現場制造環境影響,不將其作為研究重點。
5、結論
本文研究針對切削加工過程中,機床各能耗源的能量消耗進行分析與建模,主要討論了加工動力系統的能耗、控制系統的能耗、輔助系統的能耗以及其它能耗構成,通過對能耗構成進行分析,明確了各部分之間的詳細能耗情況,為綠色制造的理論建立和實施可以提供支持。
參考文獻
[1]陳薇薇,張華,向琴,等.基于支持向量機數控機床切削能耗預測方法研究[J].機械設計與制造,2014(11):54-56.
[2]李小水,詹友基,賈敏忠,等.基于灰鑄鐵鉆削過程的機床能耗分析[J].機床與液壓,2019,v.47;No.477(03):75-80.
[3]張華.綠色高效切削加工工藝優化及其智能專家系統研究[D].湖南科技大學.
[4]孔露露.數控機床能耗建模與參數影響分析[D].大連理工大學,2014.
[5]孫曉東,張濤,劉蘋,等.銑削能耗建模及優化研究綜述[J].天津職業技術師范大學學報,2017(4):38-42.
[6]徐敬通,李濤,陳俊超,等.數控機床的能耗模型及實驗研究[J].中南大學學報(自然科學版),2017(48):2024-2033.
