復合材料輥磨削加工仿真和試驗研究
2021-10-20 10:57:42王星宇姚新改董志國解小玲
機械設計與制造 2021年10期
王星宇,姚新改,2,董志國,2,解小玲,3
(1.太原理工大學機械工程學院,山西 太原030024;2精密加工山西省重點實驗室,山西 太原030024;3.太原理工大學材料科學與工程學院,山西 太原030024)
1 引言
復合材料擠油輥是由非織造布為輥面材料的擠油輥,由鋼制輥芯和螺母等元件裝配而成。是冷軋板材生產線環節中的重要部件,用于去除軋制后板材表面的油液和細小金屬雜質。目前冷軋生產線主要采用膠輥,膠輥有易出現老化產生裂紋,擠油效果一般,拆卸不方便和使用壽命低等缺點。復合材料輥的表面磨削是復合材料輥加工裝配的最后一步,也是十分關鍵的一步[1]。加工參數的選擇不僅決定復合材料輥的表面質量,而且對復合材料輥的擠油效果也有影響。因此研究復合材料輥的表面加工對提高復合材料輥的擠油性能具有重要意義。
板材在冷軋前要進行酸洗,去除帶鋼表面存在的氧化鐵皮。酸洗后會產生一定量酸洗殘渣,酸洗環節的難以精確控制會出現過酸洗或欠酸洗。過酸洗的帶鋼板不僅表面會出現酸性腐蝕,鋼材的延伸性也會大幅下降,過酸洗的帶鋼即使軋制成板材也不能作為成品使用,因此在冷軋帶鋼中過酸洗是應極力避免的。欠酸洗是由于使用的酸的濃度過低或使用量過少導致的。欠酸洗的帶鋼表面會殘留一些氧化鐵皮,降低鋼材性能,甚至粘在表面造成劃痕。針對這種情況,冷軋后未卷材的帶鋼要經過擠油除雜的工序來除去除殘留在帶鋼表面的氧化鐵皮,避免出現二次劃傷[2]。冷軋板材的軋制變形中約有80%~88%轉變為熱量[3],導致板材與輥子的溫度增大,因此必須采取冷卻油液。冷軋時需添加大量的冷卻液和潤滑油,在冷軋環節后,表面油液厚度需降低到適合的水平以進行帶鋼卷材,否則卷材易發生跑偏和夾雜[4]。因此在進行卷材或整理板材前需要對冷軋板表面油液油脂進行去除至均勻厚度[5],[6]。
2 復合材料輥的磨削加工
復合材料輥的輥面材料是非織造布,是由錦綸66和粘合劑熱壓固化而成,錦綸66是一種聚酰胺纖維,聚酰胺屬于工程塑料。高溫時軟化塑造成形,冷卻后變硬,可以反復發生這樣的成形過程,有較好的力學性能,但是耐熱性較差[7],[8]。復合材料輥的材料屬于熱塑性,適合進行多次表面加工,但需對溫度進行控制。磨削力作為表征磨削過程的重要參數,同其他磨削參數相比,磨削力更容易檢測與監控,所以研究時通常采用磨削力來檢測和診斷磨削加工狀態。為了更直觀的體現出各磨削參數對磨削力的影響,用磨削力經驗公式對磨削力進行表征。磨削力的經驗公式如下[9]
式中:Fp-單位磨削力,N;ap-磨削深度,mm;b-磨削加工寬度,mm;Vs-砂輪速度,r/min;Vw-進給速度,mm/s;α,β,γ,δ-各磨削條件指數。
磨削加工就是利用大量磨粒去除工件表面的材料,由此獲得想要得到的工件表面,磨削在本質上講也就是磨粒與工件材料的相互作用。相比于宏觀的磨削,單顆粒磨削可以不受其他磨粒和磨屑的影響。因此利用單顆粒磨粒來認識磨削可以簡化復雜的磨削過程[10],[11]。
3 有限元仿真分析
3.1 幾何模型
初選確定砂輪磨粒粒度在60#到150#之間,粒徑尺寸在(75~300)um之間。通過對白剛玉磨粒進行電鏡觀測,白剛玉磨粒形狀近似于棱臺。在ABAQUS有限元分析中,將磨粒幾何形狀設定為四棱臺形狀,幾何尺寸根據磨粒粒度尺寸設定。ABAQUS中白剛玉磨粒三維幾何模型如圖1所示。
圖1 磨粒切刃三維模型Fig.1 Three-dimensional model of abrasive cutting edge
3.2 材料模型
定義工件的材料屬性需要復合材料輥的密度、彈性模量、泊松比、比熱、熱傳導率、熱線脹系數和本構模型等參數。其中材料的本構模型是磨削加工有限元仿真分析的重要基礎參數,材料的本構模型能夠表現材料在塑性變形中的力學特性。金屬材料的本構模型較多,例如Johnson和Cook提出的經驗模型,即JC模型。復合材料輥由于其非織造布材料屬于類似于工程塑料屬性的材料,因此在ABAQUS中無法選取一種現有的本構模型,為了定義材料屬性,選用應力應變實驗數據作為本構關系。通過試驗得出的部分應力應變數據如表1所示。
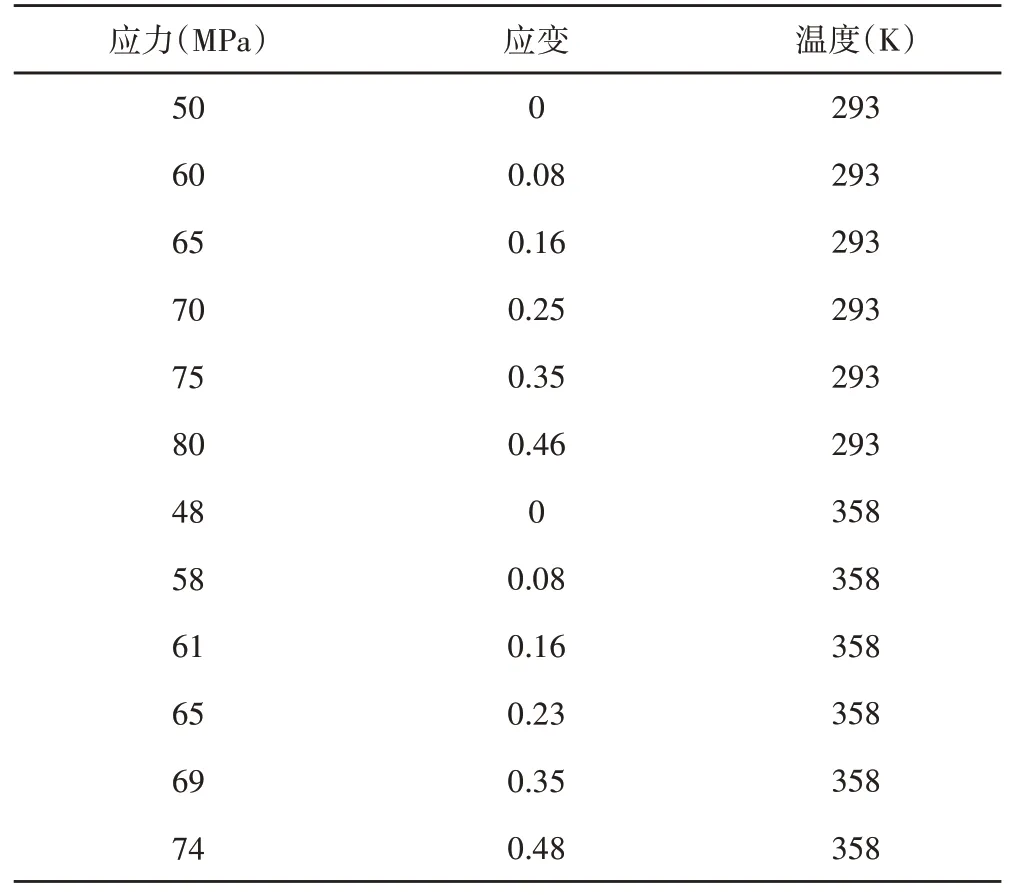
表1 非織造布材料塑性本構關系Tab.1 Plastic constitutive relation of nonwovens
3.3 邊界條件
定義工件和磨粒的初始溫度,工件溫度定義為常溫(293K),磨粒溫度定義為低溫(343K)。在定義磨削速度時,需要設定速度的變化,磨削速度不是從一開始就能達到的,從0開始到達一定速度,再到速度為0,需要設定幅值取值。在ABAQUS中,通過使用幅值曲線,可以描述邊界條件和載荷等模型參數隨時間或頻率的變化,部分設置,如圖2所示。
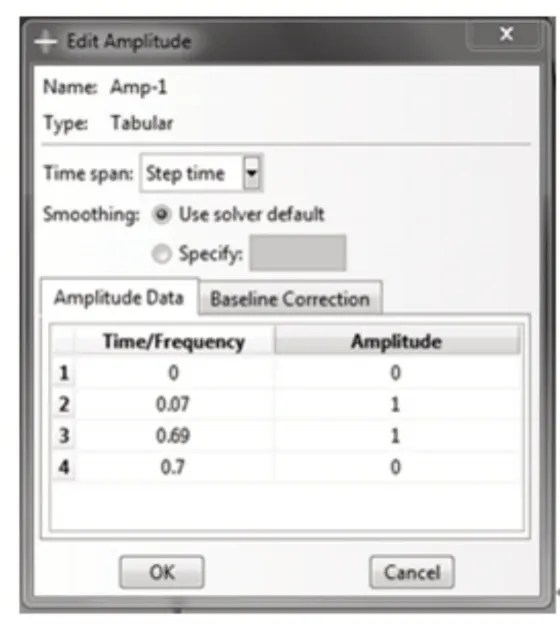
圖2 速度幅值定義Fig.2 Definition of velocity amplitude
4 有限元仿真結果分析
4.1 仿真方案的設計
根據查閱文獻、企業調研等方式。初選了磨削參數范圍,初選值如表2所示。

表2 參數初選值Tab.2 Preliminary values of parameters
根據以上磨削參數范圍,進行以下三組有限元仿真,如表3所示。
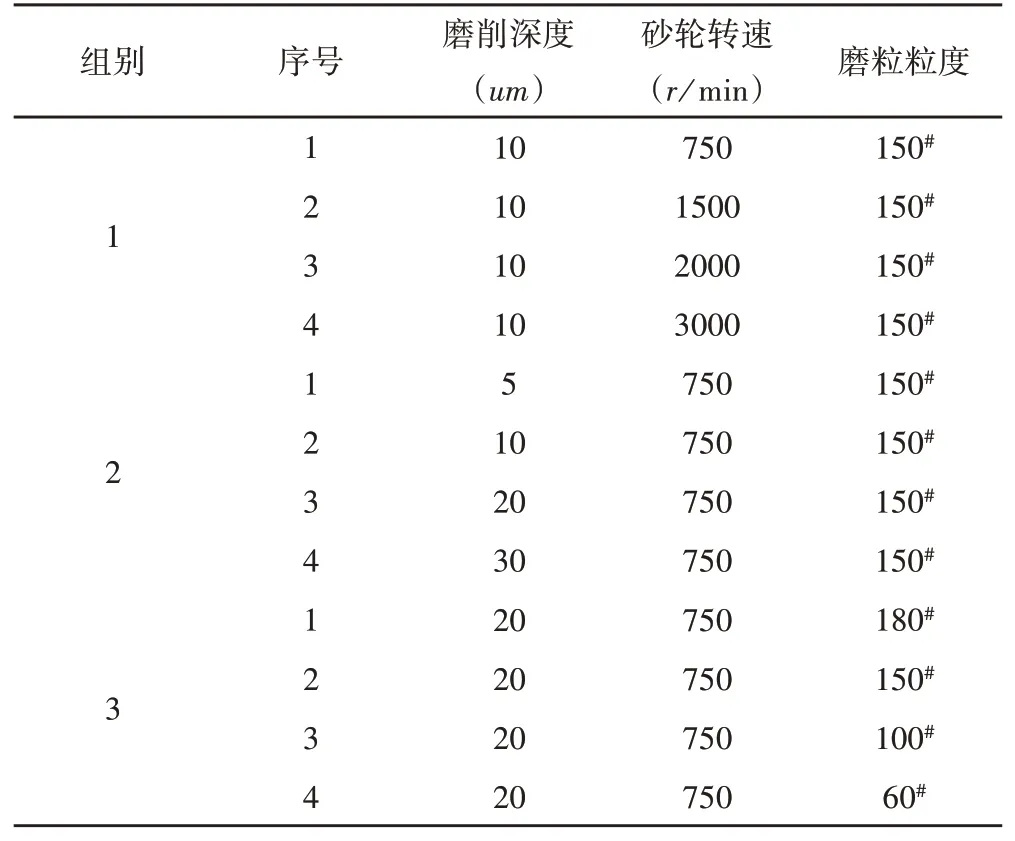
表3 有限元仿真參數Tab.3 Finite element simulation parameters
第1組有限元仿真在其他磨削參數一定的情況下,取不同的磨削深度,探究ap對磨削力和磨削溫度的影響。第2組有限元仿真在其他磨削參數一定的情況下,取不同的Vs,以探究磨削速度對磨削力和磨削深度的影響。第3組有限元仿真在其他磨削參數一定的情況下,取不同的磨粒粒度尺寸,以探究磨粒粒度大小對磨削力和磨削溫度的影響。
4.2 磨削力曲線
在其他磨削參數相同情況下,即磨削深度10um,磨粒粒度為150#時,砂輪轉速分別為750r/min、1500r/min、2000r/min、3000r/min即第一組1-4號仿真的磨削力隨時間變化曲線如圖3所示,得出Fmax與Vs的關系如圖4所示。
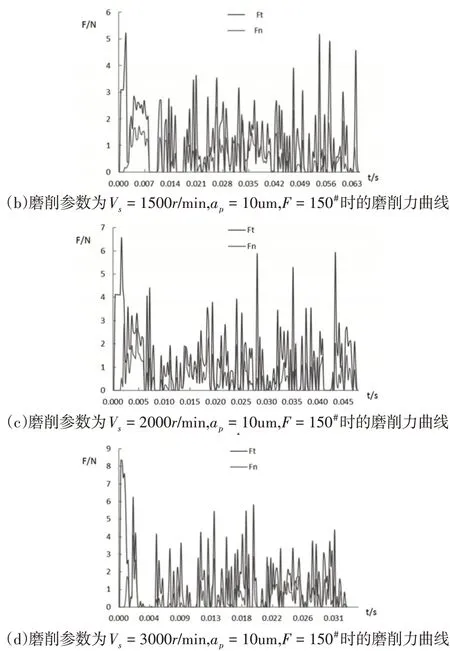
圖3 第一組磨削力-時間曲線Fig.3 The first group of grinding force-time curves
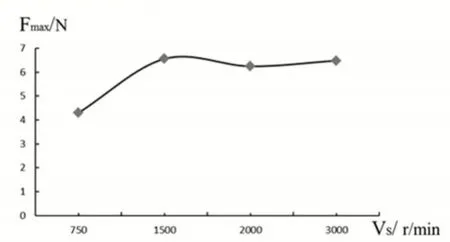
圖4 Fmax與Vs關系圖Fig.4 FmaxandVs Diagrams
根據F與時間變化曲線,可以得出ap越大,切入瞬時的磨削力的更大,所以磨削深度更大時需要的磨削行程更多。不考慮切入瞬時的最大磨削力時,Fmax和ap的關系如圖6所示。在其他磨削參數相同情況下,磨粒粒度分別為180#、100#、60#,第3組仿真的磨削力隨時間變化曲線如圖7所示,得出最大磨削力與磨削速度的關系如圖8所示。
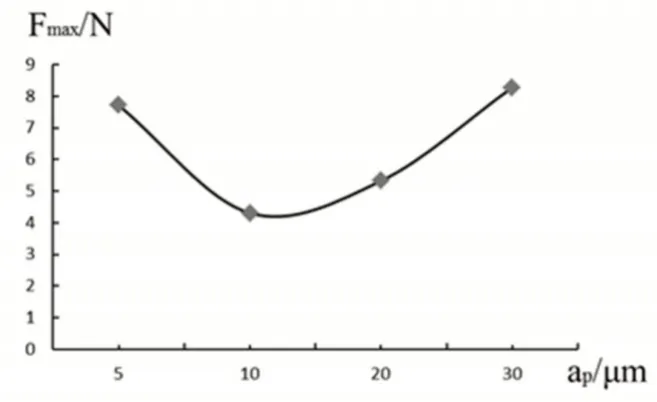
圖6 Fmax與ap關系圖Fig.6 FmaxandapDiagrams
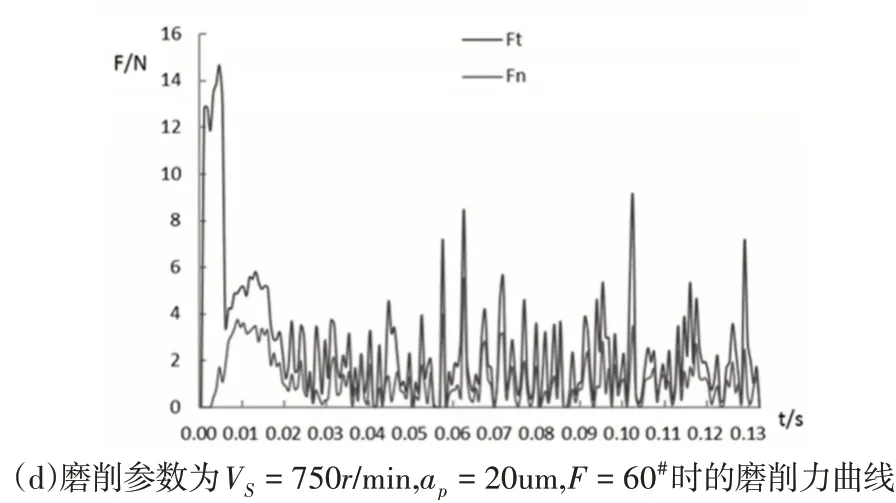
圖7 第三組磨削力-時間曲線Fig.7 The third group of grinding force-time curves
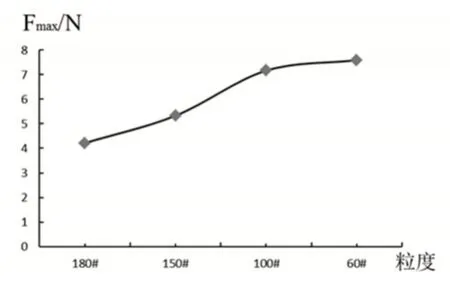
圖8 Fmax與磨粒粒度F關系圖Fig.8 Graph of Relation Between Fmax and Abrasive Particle Size
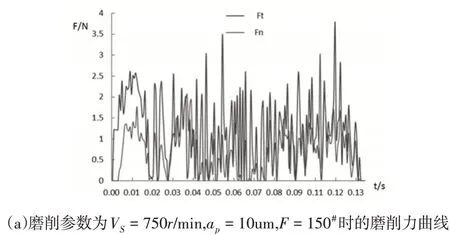
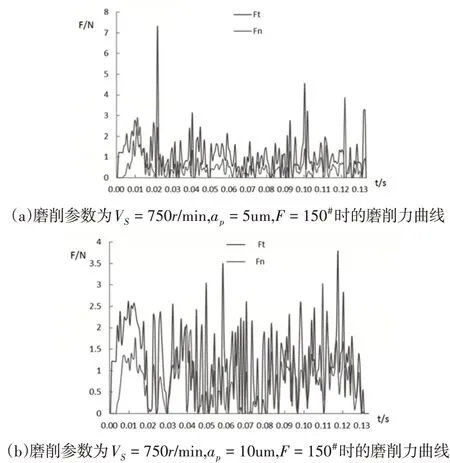
在其他磨削參數相同情況,磨削深度分別為5、10、20、30um即第二組1-4號仿真的磨削力隨時間變化曲線如圖5所示。
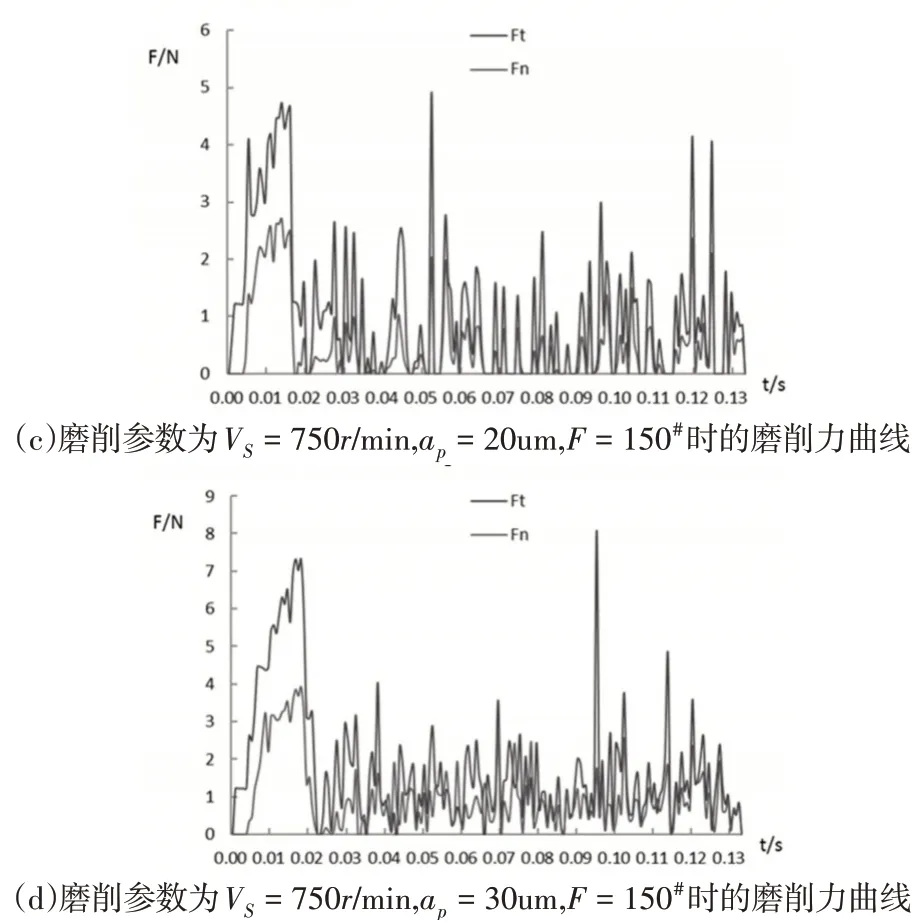
圖5 第二組磨削力-時間曲線Fig.5 The second group of grinding force-time curves
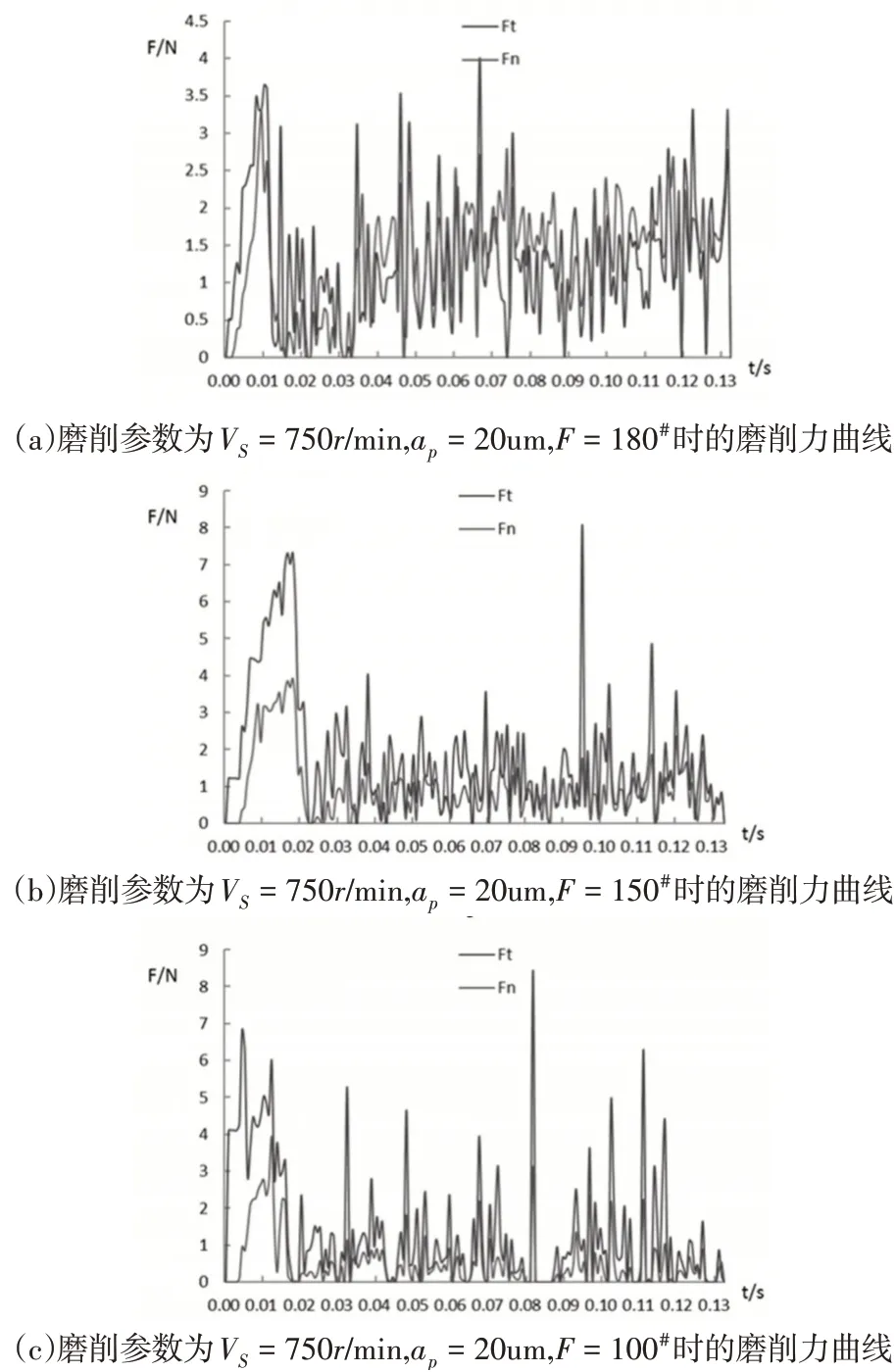
由F-t曲線可得,當砂輪磨粒粒度直徑增大時,切入時磨削力顯著增大,且平穩磨削時磨削力相比也變大。可以得出,隨著磨粒尺寸增大,平穩磨削時的磨削力會隨之增大,當磨粒粒度為180#時磨削力最小,具有良好的磨削狀態。
4.3 溫度場分析
依次進行不同磨削參數下的有限元溫度仿真,并記錄在磨削過程中的磨削區最高溫度與最低溫度,記錄數據如表4所示。磨削區溫度最高值遠低于非織造布材料的熔融溫度256.5℃(530K),而稍高于非織造布材料的玻璃化轉變溫度85.5℃(359K),有限元分析的結果顯示多數磨削參數的磨削溫度最高值都大于材料的玻璃化轉變溫度,但仿真過程中未考慮環境溫度對磨削溫度的影響,實際溫度要低于仿真值。
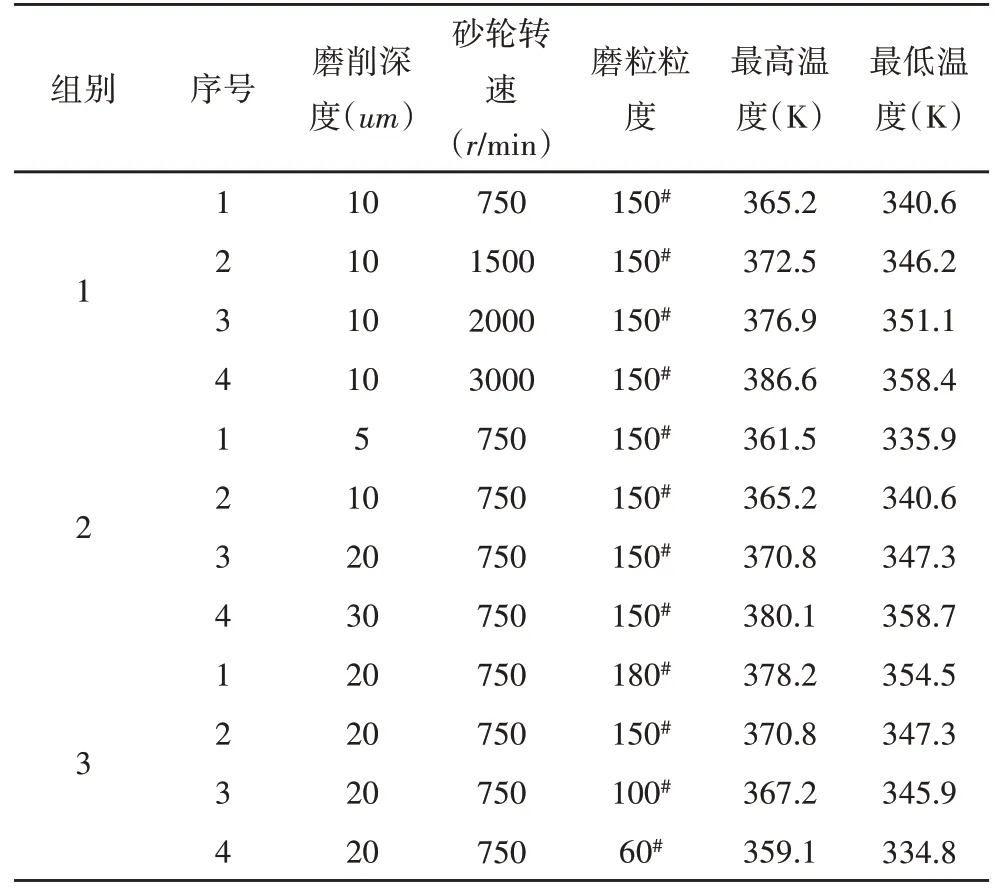
表4 不同磨削參數時的磨削溫度Tab.4 Grinding Temperature with Different Grinding Parameters
通過上表可以得出各ap、Vs和磨粒粒度對于磨削區溫度極值的影響。通過數據可以得出,同大多數材料類似,砂輪轉速的增大會導致磨削區溫度的增大,磨削深度的增大會導致磨削區溫度的增大。磨粒粒度越精細,磨削區的溫度也就越細。
4.4 正交極差分析
磨削質量是由磨削力和磨削溫度綜合表示的,且磨削力和磨削溫度是相互有影響的。因此利用正交極差法來研究多個因素的影響。如表5、表6所示,表明各因素(磨削參數)對Fmax和Tmax的影響,影響程度高低按降序排列為B、A、C。
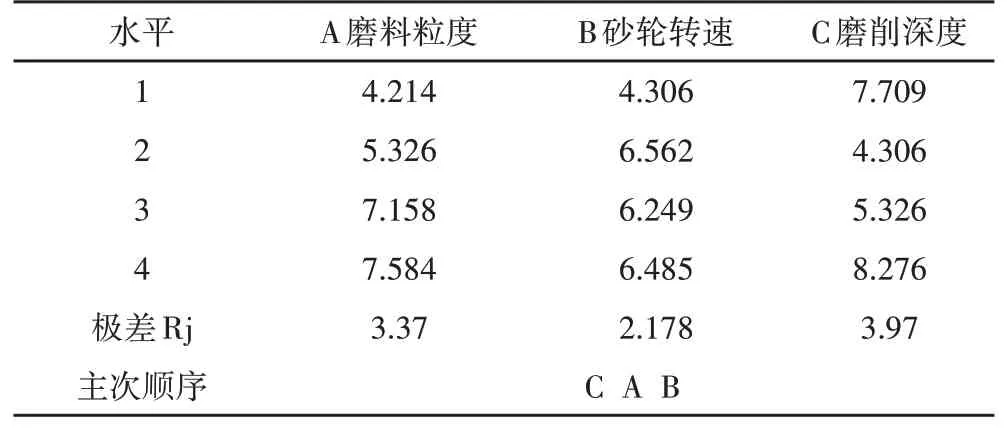
表5 Fmax的正交極差分析Tab.5 Orthogonal range analysis of Fmax
C因素磨削深度的極差最大,說明Vs對于磨削力的影響更重要,其次是磨粒粒度,最后是ap。最佳組合為C2A1B1,即磨粒粒度為180#、砂輪轉速為750r/min、磨削深度為10um。如表6所示,表明個因素對磨削區溫度最高值影響程度按降序排列B、A、C,最佳組合為B1C1A4,即磨粒粒度為60#、砂輪轉速750r/min、磨削深度為5um。
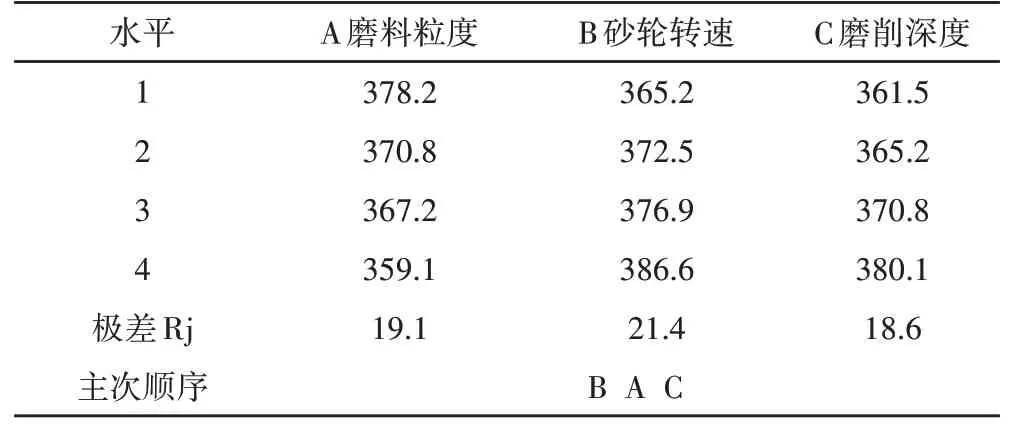
表6 Tmax的正交極差分析Tab.6 Orthogonal range analysis of Tmax
三個磨削參數對Fmax和Tmax的影響不同,需要綜合優化。
定義指定磨削參數在i水平時對磨削過程中Fmax的影響率為:

式中:Fi-指定磨削參數在i水平條件時的Fmax;FMAX-在該磨削參數四個水平下的最大的Fmax;Rj-該磨削參數四個水平下的極差。CFi越大,表明指定磨削參數在i水平下對Fmax的影響程度越大,磨削過程中的Fmax越小,根據式3計算三個磨削參數在各水平下對Fmax的影響率,如表7所示。
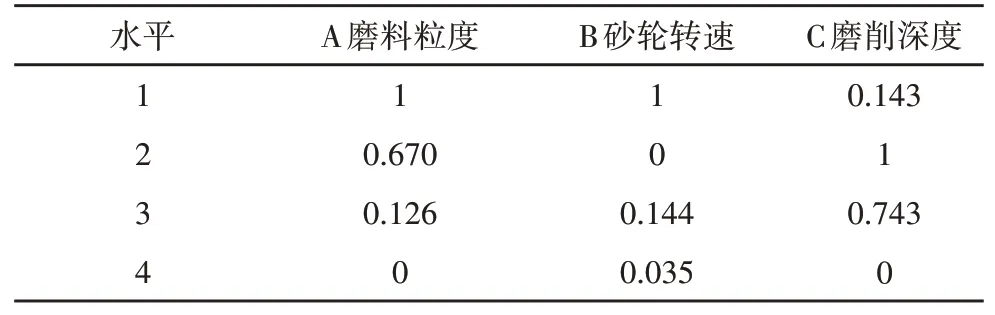
表7 A、B、C因素對Fmax的影響率Tab.7 Influences of A,B and C on Fmax
定義指定磨削參數在i水平下對Tmax的影響率為:

式中:Ti-指定磨削參數在i水平條件時的Tmax;TMAX-在該磨削參數四個水平下的最大的Tmax;Rj-該磨削參數四個水平下的極差。CTi越大,表明指定磨削參數在i水平下對Tmax的影響程度越大,磨削過程中的Tmax越小,根據式4計算三個磨削參數在各水平下對Tmax的影響率,如表8所示。
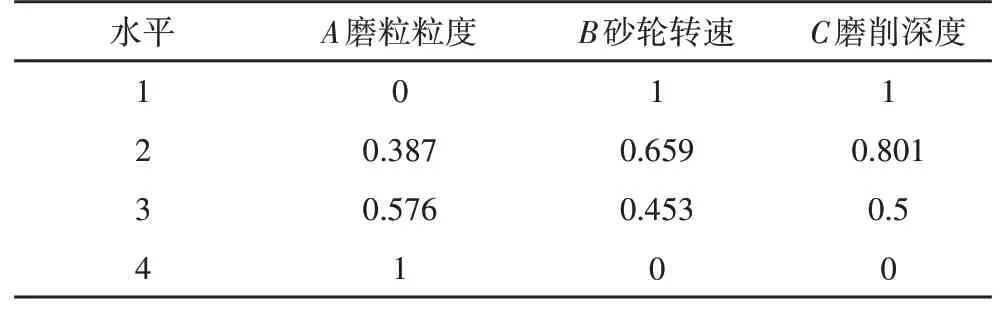
表8 A、B、C因素對Tmax的影響率Tab.8 Influences of A,B and C on Tmax
定義指定磨削參數在i水平下對Fmax和Tmax的綜合影響率Ci為:

Ci越大,表明該磨削參數在i水平下對磨削過程中的Fmax和Tmax的綜合影響程度越大。此時,不僅磨削過程中的Fmax越小,而且磨削過程中的Tmax越小。根據式5計算綜合影響因子,得出結果如表9所示。
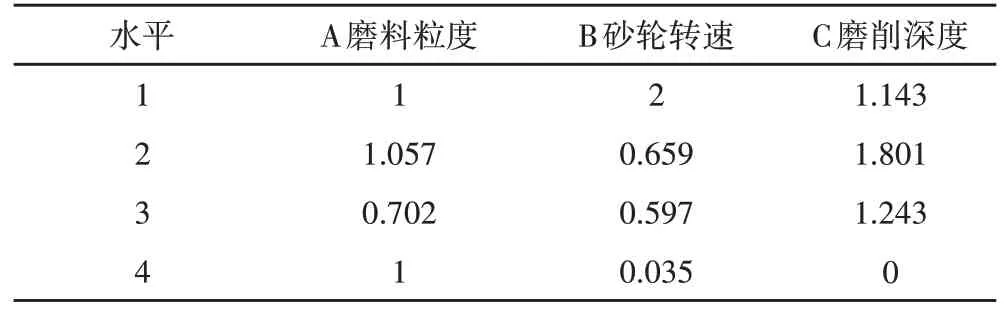
表9 A、B、C因素的綜合影響率Tab.9 Comprehensive influence rate of A,B and C
取綜合影響率最大值確定磨削參數的最佳組合為A2B1C2,即磨粒粒度為150#,砂輪轉速為750r/min,磨削深度為10um,此時既可以獲得較低的磨削力,又可以兼顧獲得較低的磨削溫度,具有更好的磨削質量。
5 磨削試驗研究
5.1 試驗方案
試驗在MA1320/H型外圓磨床上完成,該磨床的最大轉速為10000rpm,三軸行程(X、Y、Z)為580×480×520。如圖9所示試驗為所用磨床。
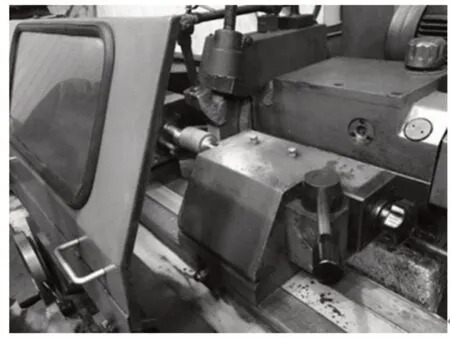
圖9 MA1320/H型外圓磨床Fig.9 MA1320/H cylindrical grinder
本次試驗研究采用錦綸66和自交聯丙烯酸酯乳液制備的復合材料輥套,輥套尺寸為φ61mm×102,具體尺寸如圖10所示,實物圖如圖11所示。
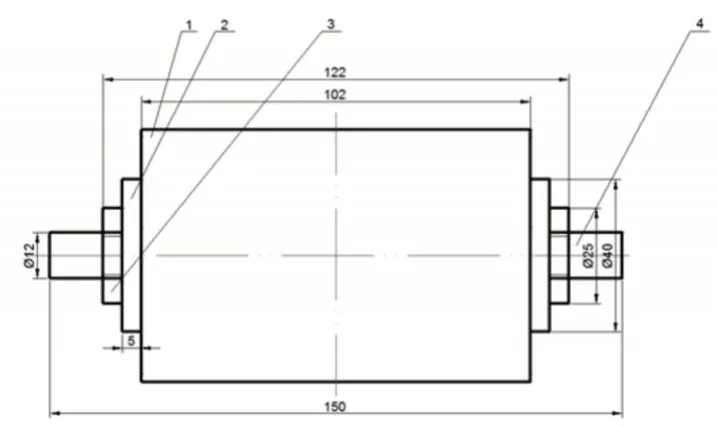
圖10 復合材料輥的結構Fig.10 Structure of composite roller

圖11 復合材料輥Fig.11 Composite Material Roll
5.2 試驗結果
5.2.1 表面粗糙度檢測
復合材料輥的表面粗糙度Ra通過TR220型表面粗糙度測量儀測量,TR220粗糙度儀可以測量多種機加工零件的表面粗糙度,根據選定的測量條件得出相應的參數,測量范圍為Ra0.025-12.5um,測量精度為0.001um。測量得出各組表面粗糙度平均值如表10所示。
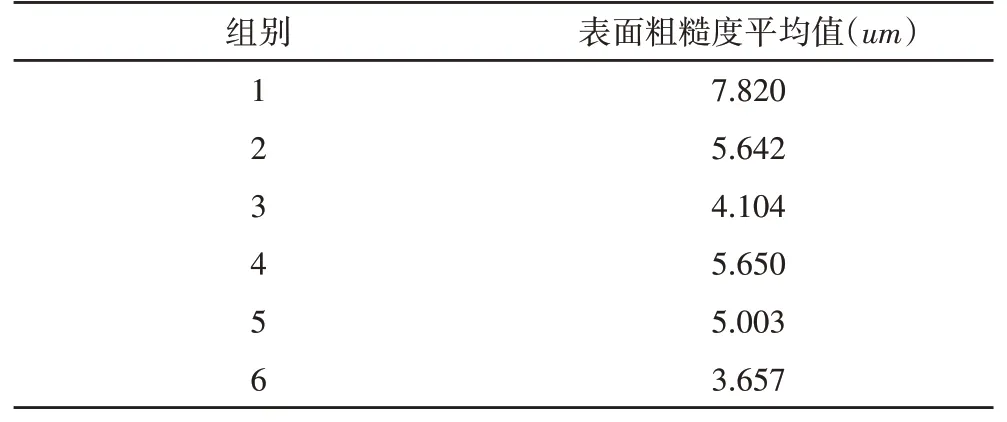
表10 各組表面粗糙度平均值Fig.10 Average Surface Roughness of Each Group
5.2.2 表面形貌
對磨削前后的復合材料輥表面試樣進行SEM電鏡掃描。第一組磨削試驗采用的磨料粒度為60#,得出的SEM掃描電鏡如圖13所示,通過掃描電鏡圖可以得出當選用60#大尺寸磨粒時。磨削的表面質量很差,磨削溫度高,表面存在大量燒灼后的纖維。第二組磨削試驗采用的磨料粒度為150#,采用磨削深度較大,磨削深度為20um,通過掃描電鏡圖14可以看出當磨削深度增大時,復合材料輥的材料表面會出現少量燒灼積屑,影響表面質量。第三組磨削試驗采用的砂輪轉速為1500r/min,通過掃描電鏡圖15可以看出此時的表面質量得到提高,但材料表面仍存在少量燒灼后的纖維。第四組磨削試驗采用的砂輪轉速為750r/min,通過掃描電鏡圖16可以看出此時表面質量最好,只有很少量燒灼點,表面質量在幾組電鏡中最高。
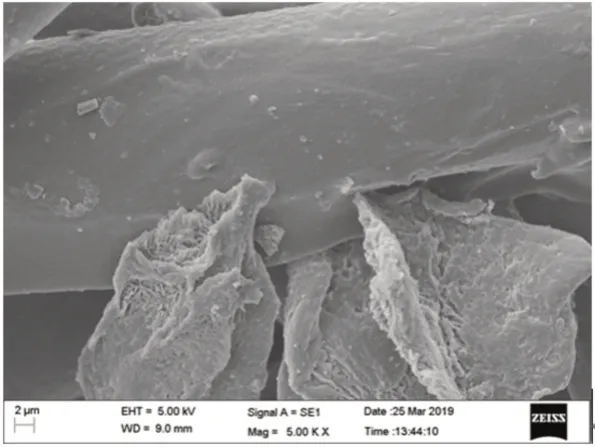
圖13 磨削前的輥面SEM掃描電鏡Fig.13 SEM of Composite Roller Surface Before Grinding

圖14 第1組的輥面SEM掃描電鏡Fig.14 SEM of Roller Surface in Group One

圖15 第2組的輥面SEM掃描電鏡Fig.15 SEM of Roller Surface in Group Two
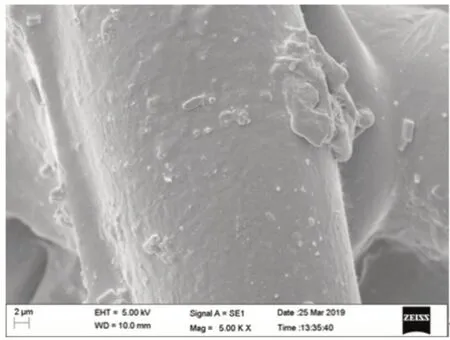
圖16 第3組的輥面SEM掃描電鏡Fig.16 SEM of Roller Surface in Group Three
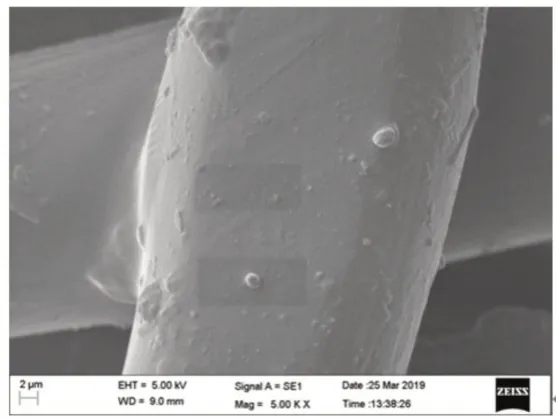
圖17 第4組的輥面SEM掃描電鏡Fig.17 SEM of Roller Surface in Group Four
6 結論
(1)對于輥用非織造布材料,ap對Fmax的影響并不是線性的,磨削深度不是越低越好,當ap為10um磨削力最小。Vs對磨削力的影響近似于線性,Vs越快,磨削力也就越大,磨削速度為750r/min得出的Fmax最小。砂輪磨粒粒度對磨削力的影響呈線性關系,砂輪磨粒粒度尺寸越大,Fmax值也越大。
(2)F與T有相關性,綜合考慮了磨削參數對Fmax和Tmax的影響,為此利用正交極差分析法,綜合分析磨削參數對Fmax和Tmax的影響。得出在磨削參數在四個水平下,最優磨削參數組合為Vs=750r/min,ap=10um,F=150#。
(3)進行了復合材料輥的磨削試驗,Ra從約8um降低3.213um,能得到良好表面粗糙度的輥面。并通過SEM掃描電鏡對磨削前后的輥面進行了對比分析,得出了不同磨削參數的表面纖維狀態,發現表面纖維狀態在磨削參數為Vs=750r/min,ap=10um,F=150#加工后纖維質量更好,表面的燒灼點和殘留的纖維雜質更少,磨削質量更好。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年3期)2016-06-15 20:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
應用化工(2014年10期)2014-08-16 13:11:29
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
無機化學學報(2014年4期)2014-02-28 17:31:11
上海金屬(2013年4期)2013-12-20 07:57:18