電力設備的雙光束激光除銹工藝研究
2021-10-21 03:26:50吳為
隴東學院學報 2021年5期
吳 為
(安徽糧食工程職業學院,安徽 合肥 230011)
電力工業被稱為國民經濟中的基礎產業,其運用設備的安全運行關系到千家萬戶,進而影響著我國的經濟發展和社會穩定,因此電力設備的重要性可想而知[1]。在日常生活中,大部分的電力設備常年暴露在戶外,受到環境和氣候因素的影響,許多設備都出現了金屬部分生銹的情況,給人民生活和企業生產埋下了嚴重的安全隱患。尤其是地處低緯度地帶,其全年熱量豐富,雨水豐沛,惡劣的自然條件更加劇了電力設備的腐蝕生銹,尤其是貴州地區電力設備生銹腐蝕嚴重,因此目前電力設備面臨著巨大的挑戰,電力設備的除銹研究迫在眉睫。
工業除銹的方法可分為化學除銹法和物理除銹法。化學除銹法[2]的根本原理為化學反應的發生,一般使用化學試劑(有機酸或者無機酸)對所需處理的樣品進行清洗,在除去樣品表面的銹和氧化物的同時保證其金屬基體不受損害。化學除銹法的缺點是施工難、成本高且試劑用量不易控制,因此不適用于電氣設備的除銹工作。傳統的物理除銹法有很多種,例如:手工打磨、機械打磨、火焰除銹等。但是傳統的物理除銹法又受施工場所限制、施工慢、耗材多等缺點,不符合電力設備除銹的要求。近年來,新型除銹法-激光除銹受到了越來越多的關注。激光除銹又被稱為激光清洗,是指利用激光的高能量、集中性高的特點照射被加工的工件,使得機體表面附著物吸收激光能量后,以熔化、氣化揮發、瞬間受熱膨脹并被蒸汽帶動脫離表面,從而達到凈化基體表面的除銹方法[3]。激光除銹法又被分為濕式激光清理和干式激光清理。眾所周知,電力設備上產生的銹蝕形貌呈多孔層狀且非常疏松,濕式激光對于該狀況的銹蝕的清理工作效率非常高,但是濕式激光也存在致命的缺點。濕式激光的使用過程中必然會引入水,水的引入會直接影響電力設備的正常工作,同時水的存在為電力設備的二次腐蝕提供了條件,增加了諸多不穩定性。基于以上分析,為了解決水引入的問題,本文設計并采用了雙光束激光除銹,并對雙光束激光的選用、激光掃描速度對除銹效率的影響以及雙光束激光除銹的機理進行了研究與分析。
1 試驗材料與方法
本課題研制的雙光束激光除銹裝置如圖1所示,第一束激光(清洗激光):采用10.6μmCO2脈沖激光器作為清洗用激光器;第二束激光(鈍化激光):采用1.06高重復頻率Nd:YAG激光器作為鈍化激光器除去濕洗時的液體殘留進一步使得樣品表面鈍化。

圖1 雙光束激光濕洗裝置示意圖
除銹工藝:使用清洗激光以均一的掃描速度掃過樣品表面N次,其掃描次數根據實際銹蝕情況所定,其要求為在保證基體不被損壞的情況下,進行多次掃描除去銹蝕。在進行第N次掃描之前,開啟鈍化激光,使得雙光束激光器以特定的速度掃過樣品表面,最終達到除水以及樣品表面鈍化的效果。
2 試驗結果及討論
2.1 雙束激光選用原因分析
脈沖CO2激光器作為第一束激光原因分析:
為了使得電力設備的除銹徹底,清洗激光需要達到以下兩個要求:其一,清洗激光最大功率必須達到樣品銹蝕的燒燭閾值;其二,平均功率也較高,能夠實現較高效率的清洗作業。本文采用10.6μmCO2激光,該激光與紫外、可見與近紅外YAG激光特性對比可知,該激光產生的光子不易被電力設備基體所吸收,因此不易對金屬基體造成損害;10.6μmCO2激光的波長大,進而說明其穿透性強,更利于光和熱在銹蝕內部的擴散傳播,進而達到清洗效率高的效果。
高重復頻率Nd:YAG激光器作為第二束激光原因分析:
對于鈍化激光器的屬性要求與清洗激光器的要求大大不同:其一是鈍化激光需采用可以產生鐵質材料強吸收波長的激光,該屬性的激光產熱快且多,有利于鈍化;其二是鈍化激光的穿透深度不能太深,原因為:鈍化激光提供的熱量使得樣品表面鈍化,因此激光只需穿透金屬基體表面即可,高重復頻率Nd:YAG激光器復合鈍化激光的要求。
2.2 不同掃描速度的除銹效率對比及分析
激光掃描速度為激光除銹工藝參數中極為重要的參數之一,其直接決定了除銹效率[4]。本文使用功率為19.5W的清洗激光,且激光掃描速率分別為500mm/s,1500mm/s,2500mm/s對樣品進行處理。除銹結果如圖2所示,圖2(a)為采用低掃描速度為500mm/s的除銹效果圖,表明了該掃描速度下樣品表面的銹蝕大部分可以被除去,但是樣品二次氧化嚴重;圖2(b)為采用中等掃描速度1500mm/s的除銹結果,其除銹效果較好,銹蝕幾乎全部被處理掉的同時二次氧化也有所減少,因此其在單一掃描速度效果中最佳;如圖2(c)為高掃描速度2500mm/s除銹后的樣品,該樣品表面大部分仍被銹蝕覆蓋,除銹效果很差。單一掃描速度難以達到除銹要求的原因分析如下:銹蝕的分布是不均勻的,因此同一個樣品上的銹蝕對激光對能量的需求是不同的。如果采用較高能量的激光對樣品進行處理,高能量的激光容易致使銹蝕薄而少的地方二次氧化[5]。
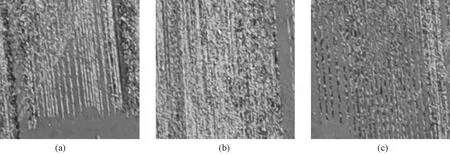
圖2 不同掃描速度的除銹效果圖
由以上實驗結果分析可得知,無論單一激光掃描速度的快與慢,其除銹效果均無法達到理想要求。為了提高其除銹效率,本次實驗在單一掃描速度的基礎上將速度組合進行除銹測試。表1為實驗設計的掃描速度組合以及各掃描速度下的掃描次數,分別將500mm/s、1500mm/s的掃描速度與2500mm/s的掃描速度組合,且控制500mm/s和1500mm/s的掃描次數均為4次,2500mm/s的掃描次數為1次進行實驗。
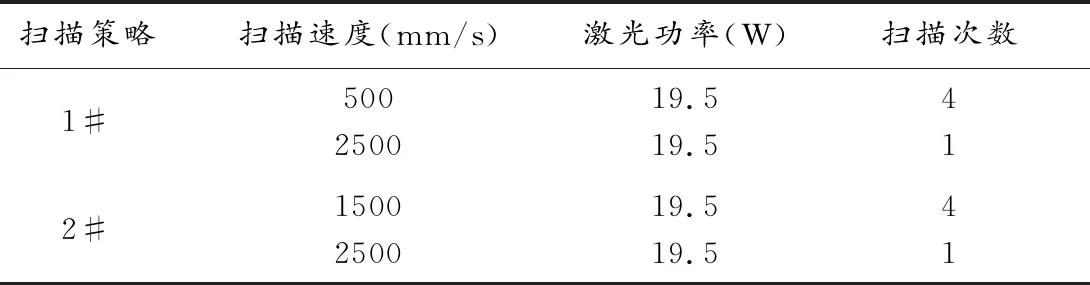
表1 掃描速度組合表
圖3為不同組合掃描速度的除銹效果圖,圖3(a)和(b)分別為1#和2#掃描策略后的效果圖,圖中顯示掃描速度組合除銹效果明顯,幾乎無殘余銹蝕。首先500mm/s和1500mm/s掃描速度的清洗激光對樣品表面掃描4次使得樣品表面的銹蝕被完全清除;然后采用2500mm/s掃描速度的清洗激光掃描樣品1次,其目的為清除二次氧化產物。低/中掃描速度與高掃描速度組合比單一掃描速度獲得了很好的除銹效果。從圖3中可以發現,1#樣品上的殘余銹蝕少于2#樣品,因此500mm/s和2500mm/s組合的除銹效果要好于1500mm/s和2500mm/s的組合。
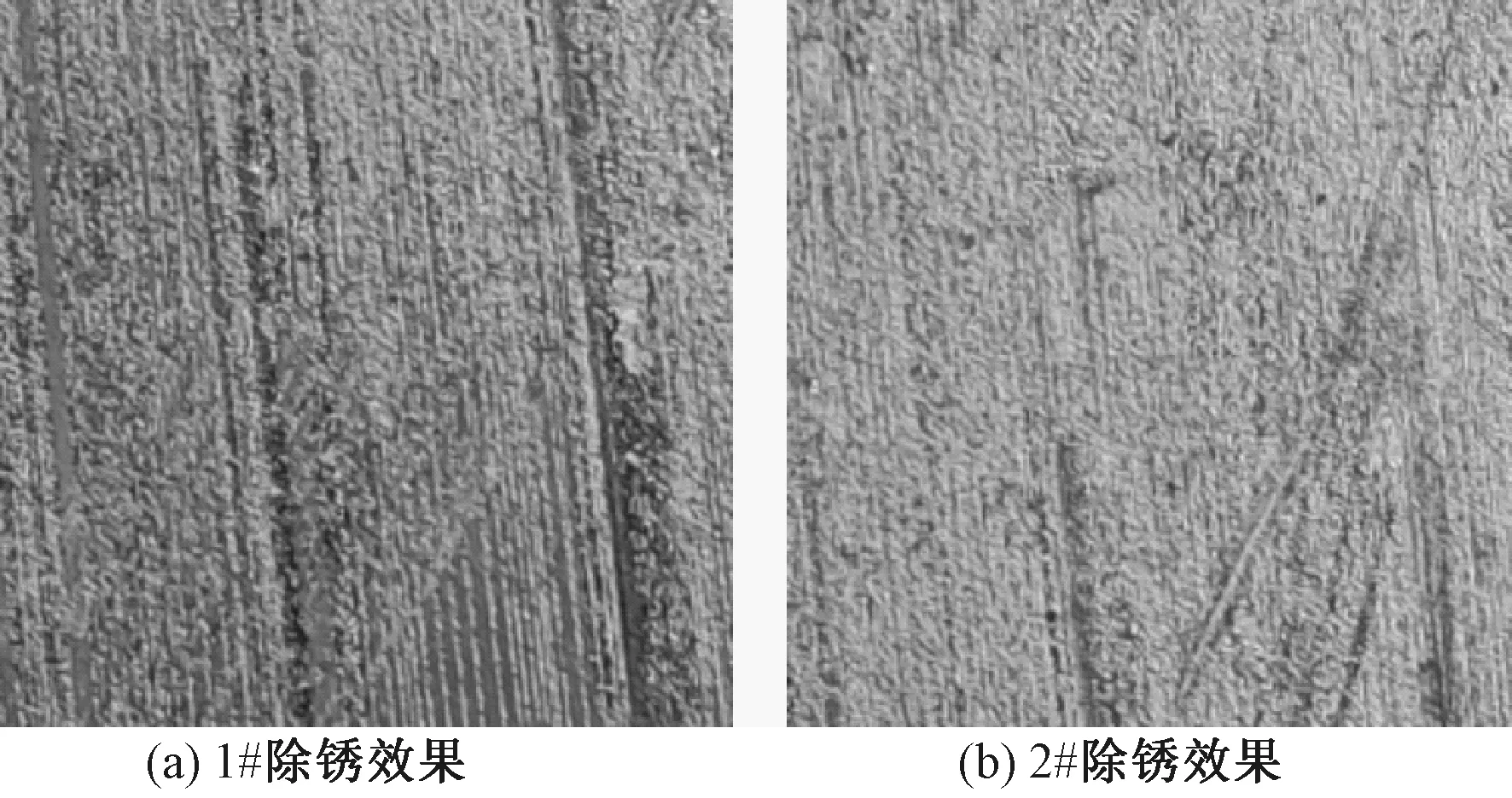
圖3 不同組合掃描速度的除銹效果圖
2.3 雙光束激光除銹的機理分析
圖4為激光除銹示意圖,當激光以特定的速度掃過樣品表面時,樣品表面銹蝕被除去的過程為光熱除銹、光物理除銹與光化學除銹三個過程共同作用,最終使得銹蝕離開基體表面。當激光照射到電力設備金屬基體表面時,激光能量以熱能的形式在銹蝕和金屬基體中擴散傳播,使得基體表面的溫度劇烈上升,對基體表面的銹蝕產生熱沖擊和熱震動,進一步促使銹蝕離開基體表面,該過程被稱為光熱過程[6]。光物理與光化學除銹過程機理大致相同,都是破壞物質間的作用力,進而使銹蝕脫落。但是光物理過程是銹蝕和金屬基體吸收激光的能量,該能量可破壞基體與銹蝕、銹蝕與銹蝕之間的物理作用力,一般為靜電力、范德華力,物理作用力被破壞后,大塊的銹蝕分解為小塊的[7]。光化學過程主要是材料基體表面的銹蝕吸收激光的能量后,銹蝕中的原子或者分子被激發,進一步化學鍵被破壞,使得被激發和被電離的原子被發射而離開基體表面[8-9]。最終銹蝕被激光通過物理和化學的方式清理出基體表面,同時基體不被損害。
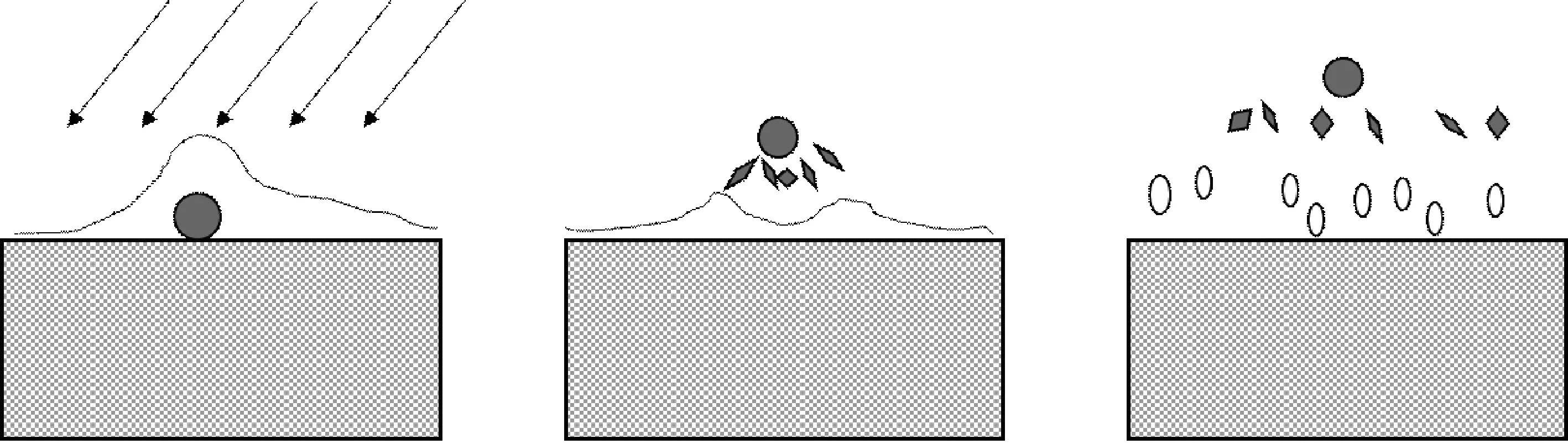
圖4 激光除銹示意圖
3 結論
(1)脈沖CO2激光器和高重復頻率Nd:YAG激光器適合被用于電力設備的除銹設備,雙光束激光的設計直接解決了濕式激光除銹會在電力設備上引入水的弊端,且其除銹后的樣品的表面鈍化,進一步保護電力設備材料基體。
(2)單一掃描速度的激光除銹效果不佳,但1500mm/s的掃描速度最佳。組合掃描速度使得除銹效率大幅度提升,在激光功率為19.5W的基礎上,將500mm/s和2500mm/s的掃描速度組合,且分別掃描次數為4次和1次時,其除銹效果最佳。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
江蘇安全生產(2020年7期)2020-09-04 09:34:58
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
經濟技術協作信息(2018年22期)2019-01-19 03:00:02
中華詩詞(2018年11期)2018-03-26 06:41:34
Coco薇(2016年8期)2016-10-09 02:11:50
現代工業經濟和信息化(2016年22期)2016-08-23 11:55:50
電測與儀表(2016年18期)2016-04-11 11:29:34
電源技術(2015年2期)2015-08-22 11:28:24
中國醫藥科學(2015年19期)2015-02-27 12:33:11