鐵路預制構件廠全自動流水線技術應用的研究
2021-10-22 09:49:26秦志遠劉進選張建立
工程與建設 2021年4期
秦志遠, 劉進選, 張建立
(中國建筑土木建設有限公司,北京 100071)
0 引 言
預制構件是鐵路建設的最后一道實體性工序,也是保證鐵路綜合形象的關鍵程序。近幾年,在科技高速發展下,鐵路預制構件廠也逐漸實現了自動化的流水線技術的應用,并且極大地提高了預制構件的生產量,保證元件相對應的質量。
1 全自動流水線技術應用現狀綜述
近幾年來,全自動化流水線技術逐漸被廣泛應用于社會各領域。其實,自動化的流水線生產是一種極為高效的生產加工方式。這種加工方式通常是全程無人工參與的,它的生產線是由特定的程序來進行控制的,人們可以通過改變程序的設定以及指令來改變對全自動流水線的控制方向,并且最終實現遠超于人工生產的高質量產品。雖然它的應用較為廣泛,但是這種生產方式是受領域限制的[1]。農業、工業以及服務業對它的使用頻率較多,而商業、金融業等領域由于行業的特殊性的限制,應用得較少,造成全自動流水線技術的發展相對偏向于制造業。雖然流水線技術可以幫助企業極大地提高產品質量,也促使產品的規格逐漸趨于統一,提升整體綜合性的標準。這會使各個生產部門不能進行有效的生產銜接,從而影響產品生產的效率,在一定程度上也增加了企業的生產成本,不利于企業實力的進一步提升。
2 流水線技術應用存在的問題分析
目前階段,雖然全自動流水線技術逐漸趨于成熟,也被廣泛應用于社會各領域。但是,在鐵路預制構件廠生產過程中,依然存在一些相關的問題。首先,就是流水線的分支控制問題。預制構件廠的全自動流水線是分區域的,主要由一個主流水線和無數個輔助分支流水線所組成的。一般情況下,對于主流水線的控制力度是十分緊密的,因為它是整個生產體系的骨干。而分支流水線則是服務于主流水線的,對它們的控制就相對較弱了。在生產過程中,經常會出現因為輔助分支流水線異常而產生的生產停滯的問題。這也給企業的生產帶來極為嚴重的影響,甚至形成經濟損失。另外還存在流水線的擁擠問題,生產預制構件時,在全自動流水線中,控制波段對于產品的處理速度一般是不同的,當某控制波段處于低頻率的時候,全自動流水線對產品的處理速度通常是很慢的,反之,如果某控制波段處于高頻時,那流水線對產品的處理速度將會加快。這種情況就表明了流水線處于相對擁擠的狀態,且它的處理速度已經達到瓶頸的狀態,流水線的吞吐率在逐漸增高。這種情況在一定程度上拉低了預制構件廠的生產效率。只有在流水線中設定對應位置的緩沖器才可以彌補異常過程中的時間差異和效率差異,實現更加高效地處理程序。
3 全自動流水線技術探析
3.1 建立預制構件流水線的生產流程
對于鐵路預制構件廠產品的制造,生產流程是基礎性的設置。制定時需要考慮各個工位的功能特性以及相關聯系,還需要將相關的工序設置排列在固定的工位之上,以滿足流水線生產的需要。可以先建立一個流水線的執行邏輯。執行邏輯主要是對流程的執行進行監管,一旦流程在執行的過程中出現異常,執行邏輯接管流水線的控制,立即停止生產運行。因此,可以將6個邏輯單元連接成一整個執行邏輯,并將其實現關聯。為了提高生產的質量和效率,并同時保證預制構件廠的投入成本,需要建立基礎性的生產流程[2]。主要以材料的多角度運輸、流水線的運轉、模具的使用與管理、產品的產出與審核、預埋件等工作項目為主要的流程內容,具體如圖1所示。
通過圖1可以了解到,預制構件廠流水線的基礎性生產流程。依照這個流程,進行循環性的生產、加工。隨后,需要建立更高層級的生產流程。先將預制構件制造材料的澆筑過程進行簡化,使操作人員可以更快地完成前期工作,大幅度地減少勞動力的投入利用。將生產車間與流水線進行整合,完成之后,將新的流程納入生產線的管理之中,這樣可以極大地提升生產的效率與質量。預制流水線流程的清晰也使企業可以加快預埋件、模型修改的速度,更好地安排后續的工作,增加布局的效率,加快作業。
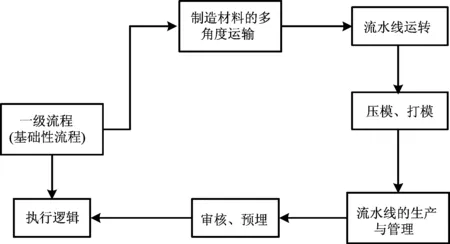
圖1 流水點工作內容流程圖
3.2 完善全自動流水線的布置結構
一般情況下,生產線的輸送輥道架是有一定的頻段標準的。通常是在流水線上加裝直立式微震臺、雙層加工機、打磨機、二次修復室、澆筑車以及塑模車等全自動生產設備[3]。這些設備同時需要和電氣液壓器、平衡控制程序相互配合,最終形成流水線的基礎布置。隨后,采用PLC可編程及變頻控制技術,在流水線生產的過程中,設定各種形式以及工況的作業結構,以此來提升對應的作業工序銜接生產效率。完成之后,需要建立滿足流水線運營程序的執行控制模型。模型中需要加一個信號源。信號源的連接數值見表1。
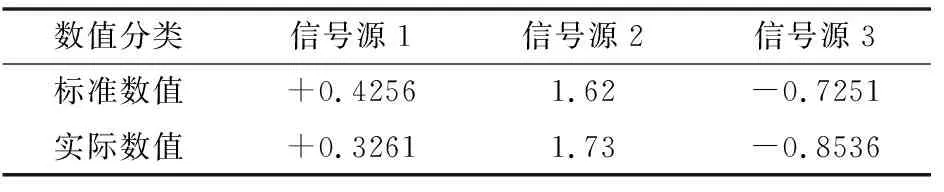
表1 信號源連接數據表
以上表1所示為信號源相對應的連接數值,依照以上數值,在程序中進行設置。依照這個模型建立流水線生產的運行順序。這里值得注意的是,在建立流程時,必須要考慮流水線生產的運行順序,否則將會造成流程的誤差,最終產生不可估量的經濟損失。隨后,設置流水線生產的一般形式結構,如圖2所示。
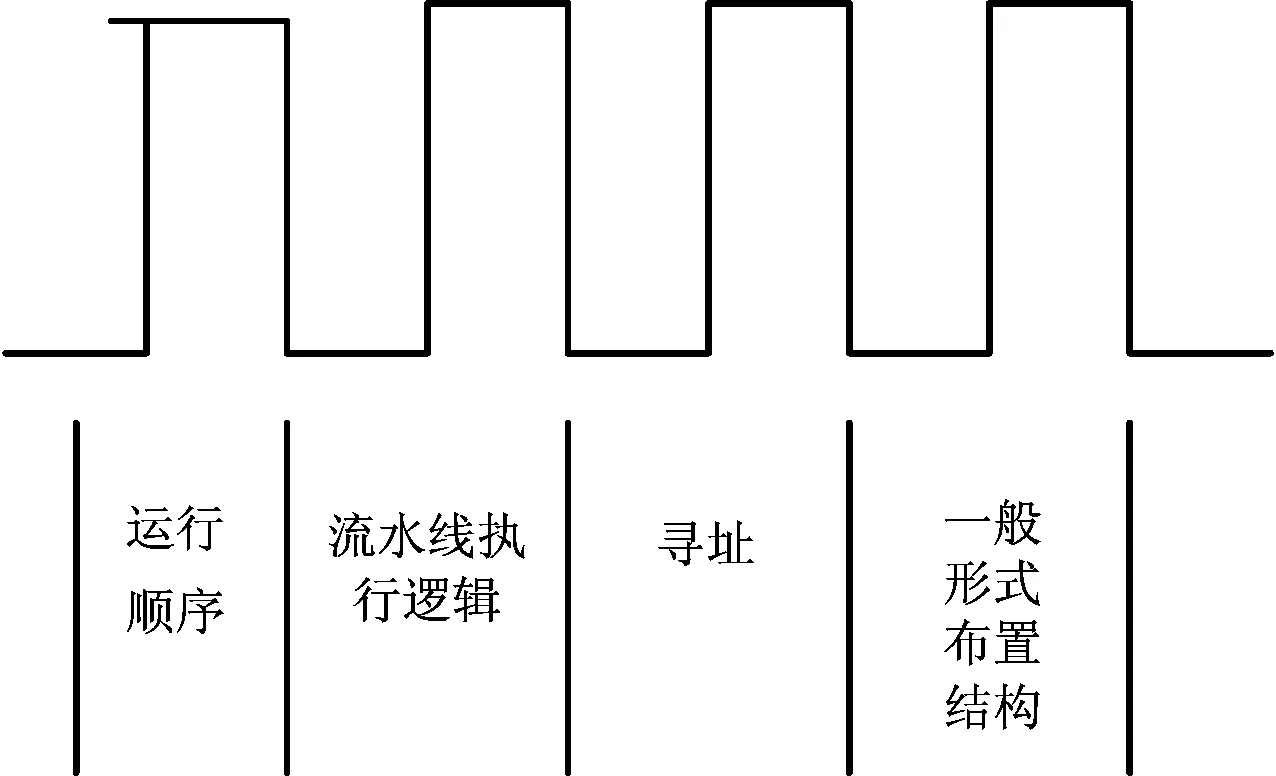
圖2 全自動流水線一般形式結構
依照圖2中的結構流程,制定自動化流水線的二級執行流程。然后,將布置結構的范圍擴展至整個預制構件生產廠,形成更加細致的全自動流水線的布置結構。
3.3 形成流水線的預制構件平衡處理應用
在完成全自動流水線的布置結構的建立之后,接下來,利用DSP的微指令技術來實現全自動流水線技術平衡應用。先在流水線的執行邏輯中設定觸發數值。這個觸發數值是對全自動流水線異常情況的感知數值。一旦流水線在生產預制構件的過程中發生異常或者其他問題,達到觸發標準,則會引發程序的示警。然后,利用DSP技術在全自動流水線程序中添加總控制指令,并構建一個具體的控制結構,如圖3所示。
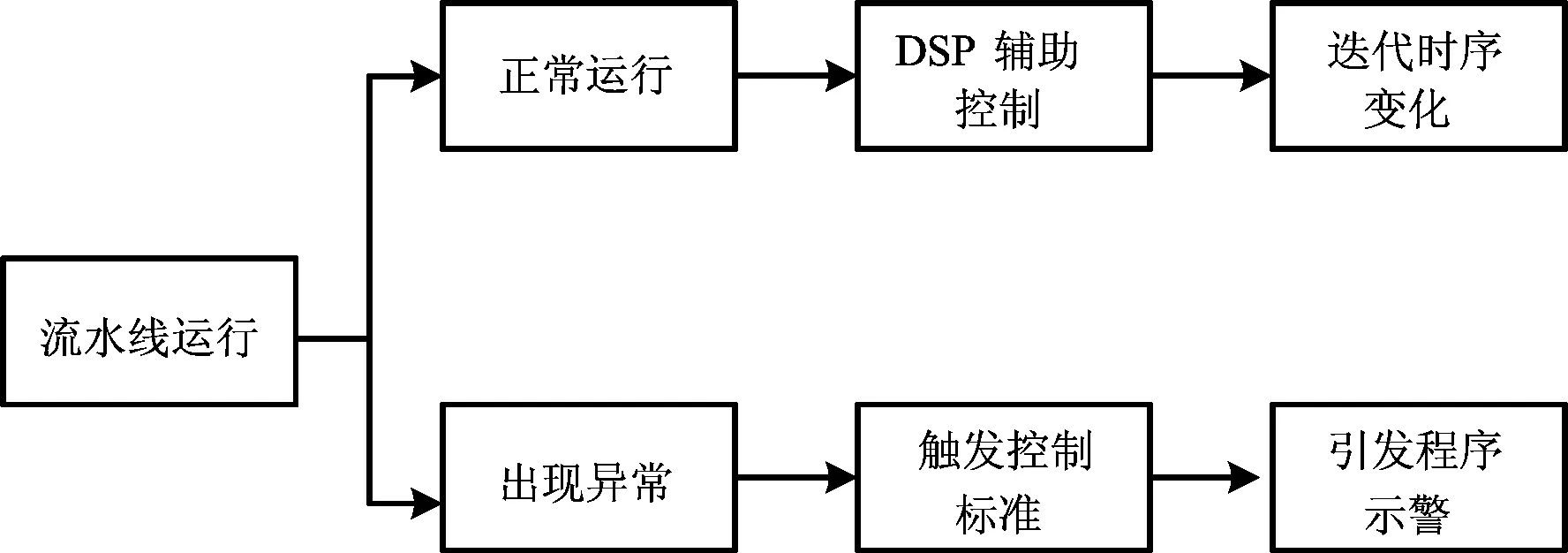
圖3 流水線總控制指令結構圖
依照圖3所示流程,構建具有總控制力的平衡應用指令,設定在流水線的執行程序之中。接下來,調整微指令中的平衡指數,使之滿足流水線的運行速度,將整個流水線的運行結構、執行結構關聯起來,如圖4所示。

圖4 流水線關聯示意圖
通過圖4可以了解到流水線的總控制關聯結構關系,依照以上結構,調整具體的平衡程序,最終實現全自動流水線的預制構件的平衡處理應用。
4 結束語
綜上所述,便是對預制構件自動化流水線技術的應用設計。通過調整,使預制構件廠的整體生產量有了顯著地提升,并且很大程度地降低了生產成本,提高了預制構件的質量。隨之此項技術的不斷發展成熟,也使得我國鐵路建設邁入一個新的臺階。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中國軍轉民(2017年6期)2018-01-31 02:22:28
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44