(TiB+TiC)/TC4鈦基復合材料電解加工基礎試驗研究
2021-10-26 13:37:18李潔李寒松徐國梁
機械制造與自動化 2021年5期
關鍵詞:復合材料
李潔,李寒松,徐國梁
(南京航空航天大學 機電學院,江蘇 南京 210016)
0 引言
鈦基復合材料(TMCs)是在鈦合金基體中添加顆粒、晶須、纖維等增強相而組成的金屬基復合材料[1],相較于鈦合金具有更好的綜合性能,是先進航空發動機及飛行器某些重要部件的候選材料[2]。然而,鈦基復合材料基體材料導熱變形系數小,增強相顆粒硬度高,用傳統的加工方法(例如切削或銑削)很難獲得好的加工效果[3]。
電解銑磨加工(electrochemcial mill-grinding,ECMG)是近年來在電解加工技術基礎上發展起來的一種柔性電解機械復合加工方法,它采用帶有磨粒的棒狀工具,通過類似銑削加工的方式實現復雜結構的加工,較電解磨削具有更高的柔性及生產率。QU N S等[4]綜合電解銑削和電解磨削的優點,首次提出外部供液的電解銑磨加工方法,采用釬焊金剛石磨料球頭棒狀工具,對Inconel 718開展電解銑磨加工試驗研究,其切削深度為0.5mm。隨后,內部供液方式也被應用于電解銑磨加工。LI H S等[5]在切深為3mm的電鍍金剛石磨料管狀工具陰極側壁開設單排噴液孔,在GH4169上加工出凸臺結構。NIU S等[6]在切深為10mm的電鍍金剛石磨料管狀工具側壁開設4排出液孔,通過流場數值模擬分析與Inconel 718切削試驗驗證,發現相比于垂直排布,采用螺旋排布的方式能有效提高工件側面的平整度。
目前關于電解銑磨加工技術的研究主要集中于鎳基高溫合金Inconel 718/GH4169,尚無有關鈦基復合材料電解銑磨加工的報導。本文針對TC4及(TiB+TiC)/TC4復合材料展開電化學特性測量,并選擇合適的加工參數進行(TiB+TiC)/TC4復合材料電解銑磨試驗研究。
1 電化學特性測量
1.1 試樣準備
本文所使用的鈦基復合材料為TiC和TiB顆粒增強,基體材料為TC4鈦合金。(TiB+TiC)/TC4復合材料中增強相與基體材料的體積分數如表1所示。通過電火花線切割將兩種材料制成邊長為10mm的立方體試樣,并對表面進行拋光處理后用于電化學特性測量。

表1 (TiB+TiC)/TC4復合材料增強相與基體材料的體積分數 單位:vol.%
1.2 陽極極化曲線
陽極極化曲線表示電極電位與電流密度之間的關系,用于研究陽極極化的規律及金屬溶解過程。本試驗使用電化學工作站(Zennium E,Zahner,德國)測量TC4及(TiB+TiC)/TC4復合材料的極化特性曲線。測量前將試樣待測面拋光,放入封裝模具中進行密封處理,待密封膠凝固后將待測面多余膠體磨除,保持切面整齊,并用丙酮清洗表面油污。極化測量采用三電極體系,其中鉑電極為對電極,甘汞電極為參比電極。試驗在(30±1)℃的10%濃度的NaNO3溶液中進行,采用恒電位法測量極化曲線,掃描速率為10 mV/s,掃描范圍為0~13 V。
1.3 電流效率測量
法拉第定律又稱為電解定律,可用于描述電極上通過的電量和電極反應物質量之間的關系,即:電極界面上發生化學變化物質的量與通入的電量成正比。然而,實際電解加工中陽極金屬的溶解量并不同于理論計算值。為了明確金屬溶解對總電量的利用率,引入電流效率概念,表征實際用于金屬溶解的電量占總電量的比值。電流效率隨電流密度的變化規律(η-j曲線)是衡量材料電解加工能力的重要指標,計算公式為
式中:M為陽極實際溶解質量,g;ω為材料體積電化學當量,cm3/(A·min);ρ為材料密度,g/cm3;I為加工電流值,A;t為加工時間,min。
試驗在(30±1)℃的10%濃度的NaNO3溶液中進行,加工間隙為0.1mm,電解液壓力為0.4MPa,控制并記錄反應時間t。試驗前后用丙酮清洗,吹干并稱量,計算材料溶解質量M。每組試驗重復3次取平均值,計算不同電流密度下的電流效率,得到電流效率曲線。
2 試驗結果與分析
2.1 極化曲線
TC4及(TiB+TiC)/TC4復合材料的極化曲線測量結果如圖1所示。在低電壓下的鈍化區內,電流密度值為0,材料幾乎不會發生溶解。達到溶解電壓后,電流密度迅速增長,材料開始大量溶解。TC4的分解電壓約為10.5 V,(TiB+TiC)/TC4復合材料較高一些,約為12 V。這表明(TiB+TiC)/TC4復合材料更難溶解。究其原因,可能是由于(TiB+TiC)/TC4復合材料中增強相的存在阻礙了基體材料的溶解。

圖1 TC4及(TiB+TiC)/TC4復合材料的極化曲線
2.2 電流效率及表面形貌
圖2為TC4和(TiB+TiC)/TC4復合材料在NaNO3溶液中的電流效率曲線。隨著電流密度的增加,TC4和(TiB+TiC)/TC4復合材料在NaNO3溶液中的電流效率都呈現非線性變化趨勢:在低電流密度下,電流效率隨著電流密度的增加迅速增長,而在高電流密度下電流效率變化較小。電流密度為0.78 A/cm2時,TC4和(TiB+TiC)/TC4復合材料電流效率相近,兩種材料皆為微量蝕除。電流密度由0.78 A/cm2上升至8.59 A/cm2階段,TC4電流效率比(TiB+TiC)/TC4復合材料電流效率增長更快。電流密度達到8.59 A/cm2后,兩種材料電流效率趨于穩定值,并且TC4電流效率略高于(TiB+TiC)/TC4復合材料。電流效率出現差值的原因可能是由于TiB增強相為纖維狀晶須[7],隨著電解反應的進行,基體材料被不斷去除,TiB的一部分暴露出來,但仍然固著于材料表面,并未脫落,或者少量脫落。
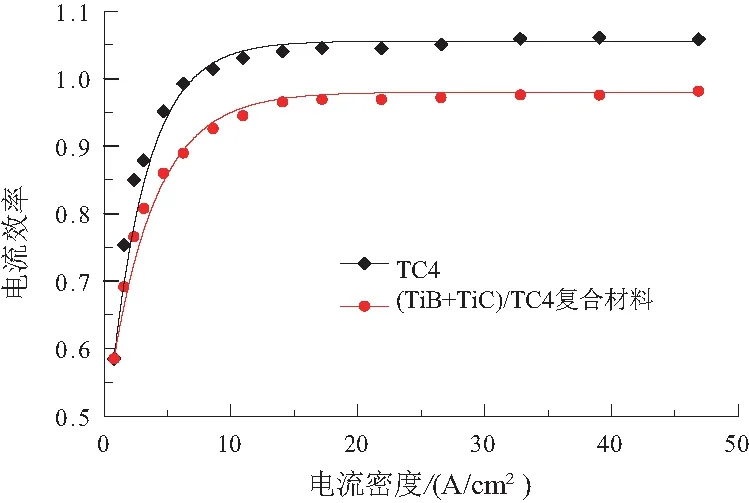
圖2 TC4及(TiB+TiC)/TC4復合材料的電流效率曲線
為了進一步研究TC4和(TiB+TiC)/TC4復合材料在NaNO3溶液中的電化學特性,采用掃描電子顯微鏡觀測不同電流密度下的表面形貌,結果如圖3、圖4所示。在低電流密度0.78 A/cm2時,電解反應不充分,TC4和(TiB+TiC)/TC4復合材料反應面都存在未溶解區域。電流密度達到8.59 A/cm2時,材料表面被充分腐蝕,其中(TiB+TiC)/TC4復合材料表面可以觀察到一些纖維狀物質。電流密度達到46.88 A/cm2時,TC4表面較為平整,(TiB+TiC)/TC4復合材料表面呈現大量明顯的纖維狀晶須。
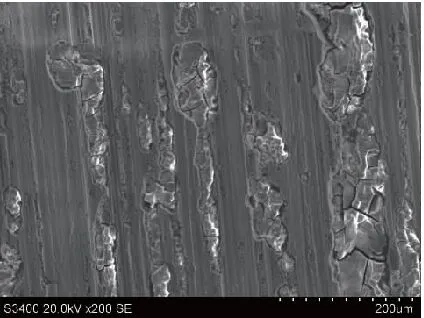
(a) 0.78 A/cm2
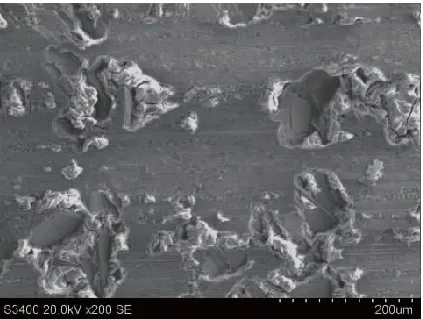
(a) 0.78 A/cm2
3 (TiB+TiC)/TC4復合材料電解銑磨加工試驗研究
電解銑磨加工可以通過同一工具陰極實現同一工件的粗、精加工。粗加工階段用于去除工件的大部分余量,精加工階段用于整平工件表面并降低表面粗糙度值,縮短加工周期的同時避免更換工具陰極帶來的裝夾定位誤差。由于(TiB+TiC)/TC4復合材料存在具有很高強度和硬度的TiB、TiC增強相,在機械切削加工過程中容易與刀刃碰撞,造成刀具磨損嚴重。因此,本文針對(TiB+TiC)/TC4復合材料開展電解銑磨試驗研究。試驗所采用的工具陰極為末端閉合的管電極,外徑和內徑分別為10mm和8mm,側壁絕緣處理,端面電鍍170/200#金剛石磨粒并開有5個直徑為1mm的噴液孔。
根據極化曲線測量結果可知,(TiB+TiC)/TC4復合材料在NaNO3溶液中的分解電壓約為12 V,粗加工階段施加電壓應≥12 V。根據法拉第定律,電流密度越大,材料溶解作用越強。當電壓>12 V后,電流密度隨著電壓的增大而增大,為了提高(TiB+TiC)/TC4復合材料的加工效率,選擇30 V作為加工電壓。試驗加工間隙為0.2mm,進給速度為20mm/min,電解液壓力為0.6MPa。
圖5(a)為工具陰極在預設的運動軌跡下所加工的平面結構。可以看到,加工平面的平整性較差,能觀察到明顯的接刀痕。利用激光共聚焦顯微鏡(OLS4100,Alympus, Japan)對粗加工表面進行三維形貌掃描,并測量其表面粗糙度,結果如圖5(b)所示,表面波峰、波谷起伏明顯,黑色虛線處所測量的線粗糙度Ra為5.262 μm。如圖5(c)所示,粗加工階段的表面形貌通過掃描電子顯微鏡(S-3400,Hitachi,Japan)進行檢測,可以看到粗加工表面存在大量纖維狀增強相,部分區域基體材料溶解不均勻,形成了密集分布的片狀結構。

圖5 (TiB+TiC)/TC4復合材料電解銑磨粗加工
在電解銑磨的粗加工階段,為了追求高的材料去除率,需要使用較高的電壓,但這也會引起嚴重的雜散腐蝕,導致已加工表面的質量較差,無法達到精加工階段的產品要求。因此需要對粗加工后的工件表面進行電解銑磨精加工,從而改善工件表面質量,提高表面平整度。由 (TiB+TiC)/TC4復合材料的極化曲線可知,當電位超過12 V后材料開始發生電化學溶解。因此,為了減少電化學溶解造成的雜散腐蝕,同時提高加工過程中的機械磨削作用,在精加工階段應該選擇較低的加工電壓和較小的切削深度,以逐層加工的方式完成小余量材料去除過程。試驗加工電壓為1 V,進給速度為60mm/min,電解液壓力為0.2MPa。
圖6(a)為電解銑磨精加工所獲平面結構,具有較好的平整性與均勻性,并且可以觀察到明顯的金屬光澤。三維形貌掃描結果如圖6(b)所示,精加工表面波峰波谷之間的高度差明顯小于粗加工之后的高度差,所測量的表面粗糙度Ra為0.702 μm,表面粗糙度值減少了86.7%。從圖6(c)可以看出,精加工后表面磨削痕跡明顯,可以看到隆起條紋,這是磨削加工中典型的耕犁及成屑特征[8]。由此可知,精加工過程中磨削起著主導的作用,并且在精加工過程中工件表面的成型不再受雜散腐蝕的影響。
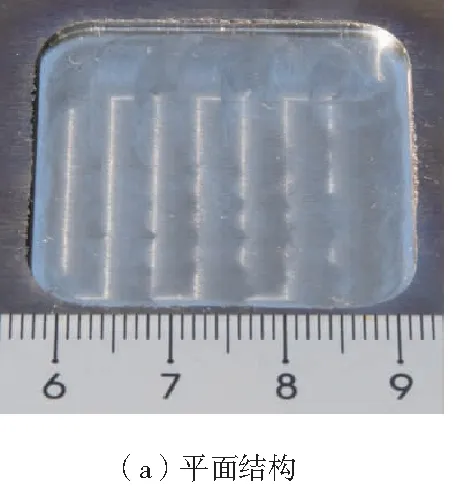
圖6 (TiB+TiC)/TC4復合材料電解銑磨精加工
4 結語
1)溫度為30℃時,TC4及(TiB+TiC)/TC4復合材料在10%NaNO3溶液中的溶解電壓分別為10.5 V和12 V;兩種材料的電流效率都呈現非線性變化趨勢;相同電流密度下,(TiB+TiC)/TC4復合材料的電流效率略小于TC4。
2)使用掃描電子顯微鏡觀察腐蝕試樣的表面形貌,兩種材料在不同電流密度下分別具有不同的形貌特征。(TiB+TiC)/TC4復合材料隨著電流密度增加,越來越多的晶須狀增強相出現在加工表面。
3)選擇合理的加工參數對(TiB+TiC)/TC4復合材料進行電解銑磨試驗,粗加工階段由于高電壓、緩進給所造成材料去除不均勻、加工表面平整度差、表面粗糙度大的現象,通過精加工修整后得到顯著改善,表面粗糙度由5.262 μm降至0.702 μm。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29