螺旋錐齒輪鍛造工藝與碳排放模型研究
2021-10-26 13:37:24戴浩文王安哲查光成孔凡新
機(jī)械制造與自動(dòng)化 2021年5期
關(guān)鍵詞:工藝
戴浩文,王安哲,b,查光成,b,孔凡新,b
(南京工程學(xué)院 a. 材料科學(xué)與工程學(xué)院; b. 江蘇省先進(jìn)結(jié)構(gòu)材料與應(yīng)用技術(shù)重點(diǎn)實(shí)驗(yàn)室,江蘇 南京 211167)
0 引言
國(guó)務(wù)院印發(fā)的《中國(guó)制造2025》中明確提出要將綠色發(fā)展的理念與制造業(yè)相結(jié)合,推動(dòng)制造業(yè)綠色發(fā)展,使之成為21世紀(jì)經(jīng)濟(jì)可持續(xù)發(fā)展的主導(dǎo)形態(tài),而以齒輪為代表的零部件更是制造業(yè)的基礎(chǔ)與核心。在齒輪行業(yè)高速發(fā)展的大背景下,低碳制造逐漸成為發(fā)展趨勢(shì)。因此優(yōu)化工藝參數(shù)對(duì)于齒輪制造過(guò)程中的碳排放降低具有重要意義。
目前齒輪主要采用切削加工、模鍛生產(chǎn)和輾環(huán)工藝等加工工藝生產(chǎn)。近幾年,國(guó)內(nèi)外針對(duì)切削制造的碳排放研究已有了很大進(jìn)展,如方旭斌[1]以傳動(dòng)齒輪為研究對(duì)象,考慮齒輪生產(chǎn)的整個(gè)流程,建立了碳排放模型,確定了齒輪切削加工時(shí)的碳排放主要來(lái)源。黃文良等[2]針對(duì)銑削加工建立了模型并通過(guò)粒子算法優(yōu)化得到低碳高效的工藝參數(shù)。KANT G等[3]利用聯(lián)合主成分分析法優(yōu)化了工藝參數(shù)以獲得最低能耗和最優(yōu)的表面粗糙度。雖然齒輪切削加工碳排放模型的研究很多,但由于切削加工工藝本身的局限性,并不能真正符合綠色制造的理念。
相較而言,模鍛工藝由于其具有材料消耗少、成型效率高、材料質(zhì)量好等優(yōu)勢(shì),更符合低碳設(shè)計(jì)需求。目前,針對(duì)模鍛工藝的碳排放研究主要集中在碳排放的測(cè)定與估算,未探討相關(guān)工藝參數(shù)對(duì)碳排放的影響規(guī)律,例如:TONG Y F等[4]以鍛造過(guò)程的熱處理環(huán)節(jié)為切入點(diǎn),提出了一種動(dòng)態(tài)聚類(lèi)和分層式的優(yōu)化組合,該方法可以減少加熱時(shí)間,提高熔爐利用率。尹瑞雪等[5-6]以齒輪鍛造為例,建立了一般零件鍛造全過(guò)程的碳排放量化模型,為生產(chǎn)實(shí)際提供了碳排放計(jì)算依據(jù)。
本文以螺旋錐齒輪的熱模鍛過(guò)程為例,將鍛壓速度、模具預(yù)熱溫度、坯料加熱溫度和摩擦系數(shù)作為優(yōu)化變量,將最低的成型載荷和碳排放作為響應(yīng)值,利用響應(yīng)面法,建立碳排放優(yōu)化模型,綜合探究工藝參數(shù)對(duì)成型載荷和碳排放的影響。
1 分析方法
1.1 碳排放量計(jì)算
1)下料工序
螺旋錐齒輪坯料采用剪切法下料,根據(jù)文獻(xiàn)[7],下料工序產(chǎn)生的能耗及碳排放理論公式為
(1)
式中:E1表示下料工序的能耗,J;iD表示坯料初始直徑,mm;λ表示塑性材料系數(shù);σb表示坯料抗拉強(qiáng)度;C1表示下料工序碳排放當(dāng)量,kgCO2e;K表示電力能源碳排放系數(shù),2018年電能碳排放系數(shù)[8]為2.235×10-7kgCO2e/J。
2)鍛前加熱工序
坯料加熱過(guò)程中所吸收的能量可以通過(guò)熱容公式計(jì)算得到:
(2)
式中:E2表示鍛前加熱工序能耗,J;m表示坯料質(zhì)量,g;T1表示加熱后的溫度,℃;T0表示室溫,℃;C(T)表示溫度為T(mén)時(shí)的熱容,kJ/(g·℃)。
3)模鍛工序
鍛造工序碳排放量計(jì)算公式如下:
C3=KE3
(3)
式中:E3為模鍛工序能耗,該值不需計(jì)算,只需利用Origin軟件將鍛造過(guò)程的載荷-行程曲線積分,積分結(jié)果即為E3。
4)切邊工序
由于零件連皮和飛邊厚度較小,加工硬化帶來(lái)的設(shè)備載荷增大對(duì)能量消耗影響較小,故不考慮沖切速度對(duì)結(jié)果的影響。設(shè)備所做功可以按照沖壓的沖裁力與飛邊連皮厚度的乘積計(jì)算公式進(jìn)行計(jì)算。同時(shí)為減少計(jì)算量,本文采用簡(jiǎn)化公式,假設(shè)沖裁力不發(fā)生改變,飛邊厚度按照一半進(jìn)行計(jì)算,則碳排放量計(jì)算公式為
(4)
式中:E4表示沖孔切飛邊總能量,J;k為系數(shù),一般取值1.3;C表示飛邊或連皮的周長(zhǎng),mm;τ表示材料抗剪強(qiáng)度,MPa;t表示飛邊或連皮厚度,mm。
5)后續(xù)機(jī)加工工序
計(jì)算切削加工能耗時(shí),考慮到本文重點(diǎn)是探究成形工藝參數(shù)對(duì)碳排放量的影響,為方便計(jì)算,本文只討論工件本身的切削體積損失而不考慮切削加工時(shí)的切削參數(shù),則該工序的能耗理論公式如下:
C5=KE5=kVμtK
(5)
式中:E5表示機(jī)加工工序能耗,J;k表示修正系數(shù),取值為2.78×10-7;V表示工件的去除體積,mm3;μt表示切削比能耗,即單位時(shí)間內(nèi)去除單位體積所消耗的能量,W·s/mm3,一般取值為2~9,本文取為6。
6)制造過(guò)程總碳排放量計(jì)算
根據(jù)上文公式,可以建立螺旋錐齒輪零件制造過(guò)程總的碳排放量計(jì)算公式:
(6)
1.2 有限元模擬
本文所研究的螺旋錐齒輪鍛件材料選用20CrMnTi,在Deform軟件中對(duì)應(yīng)的美式牌號(hào)為AISI-4120[70-2200F(20-1200C)]。齒輪幾何參數(shù)如表1所示。

表1 螺旋錐齒輪幾何參數(shù)
對(duì)該齒輪進(jìn)行工藝分析與計(jì)算后,確定齒輪的坯料、上模以及下模的尺寸,其中坯料選用直徑為70mm、長(zhǎng)度為145mm的棒料。
將坯料、上模、下模的STL文件導(dǎo)入至Deform軟件中進(jìn)行有限元模擬,裝配后的幾何裝配模型如圖1(a)所示。在Deform軟件前處理界面中,定義坯料為剛塑性體,劃分120 000個(gè)網(wǎng)格,最小單元格尺寸為1.16mm,上下模均定義為剛體,坯料溫度選擇1 100℃、模具溫度選擇250℃、鍛壓速度選擇75mm/s,坯料與上下模之間的摩擦類(lèi)型均為剪切摩擦,摩擦系數(shù)選擇0.3,坯料與上下模之間的熱交換系數(shù)設(shè)定為11 W·(m2·K)-1。
成型后的等效應(yīng)力如圖1(b)所示。最大等效應(yīng)力為632MPa,遠(yuǎn)低于材料的抗拉強(qiáng)度,因此零件可以安全成型,不會(huì)產(chǎn)生缺陷。

圖1 有限元模擬
1.3 響應(yīng)面法
1)試驗(yàn)方案設(shè)計(jì)
本文利用響應(yīng)面法中的Box-Behnken Design(BBD)實(shí)驗(yàn)。試驗(yàn)因素和水平見(jiàn)表2。其中,變量因子A、B、C、D分別代表鍛壓速度、模具預(yù)熱溫度、毛坯加熱溫度和摩擦系數(shù)。

表2 響應(yīng)面法試驗(yàn)因素和水平
2 成型載荷與碳排放分析
2.1 成型載荷響應(yīng)面分析
均方差越大的因素代表對(duì)響應(yīng)值的影響越大,觀察可知雙因素交互作用對(duì)成型載荷的影響因素顯著程度順序?yàn)锳D>AB>CD>AC>BD>BC。圖2是AD和AB因素交互作用對(duì)成型載荷影響的響應(yīng)曲面圖。觀察可知成型載荷與摩擦系數(shù)呈正相關(guān),這是因?yàn)槟Σ料禂?shù)越大,模具與毛坯之間的摩擦力越大,導(dǎo)致成型力急劇增大;模具溫度的升高降低了金屬的變形抗力,使載荷急劇降低;在設(shè)定的速度范圍內(nèi),鍛壓速度越快,成型載荷呈現(xiàn)先快速降低后緩慢降低最后趨于水平的現(xiàn)象。

圖2 交互項(xiàng)對(duì)成型載荷影響的響應(yīng)曲面圖
2.2 碳排放響應(yīng)面分析
觀察均方差可知雙因素交互作用對(duì)碳排放影響程度大小順序?yàn)锽D>CD>AC>AB>AD>BC。圖3是CD和AB交互項(xiàng)對(duì)碳排放影響的響應(yīng)曲面圖。由圖可知,碳排放量隨著模具預(yù)熱溫度的升高而減少,隨著摩擦系數(shù)的升高而增加。同時(shí)發(fā)現(xiàn)響應(yīng)曲面的等高線曲率較大,說(shuō)明模具預(yù)熱溫度與摩擦系數(shù)的交互作用十分明顯。
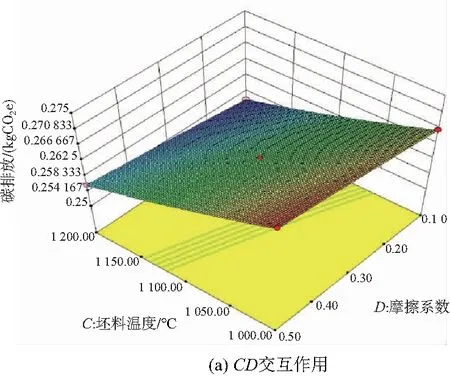
圖3 交互項(xiàng)對(duì)碳排放影響的響應(yīng)曲面圖
3 仿真模擬與工藝優(yōu)化
在實(shí)際生產(chǎn)中,為了盡可能地減少能耗,提高企業(yè)效率,需要降低成型載荷與碳排放。利用Design-expert軟件,將成型載荷響應(yīng)值與碳排放設(shè)定目標(biāo)為最小值,得到預(yù)測(cè)的最佳工藝參數(shù)組合為:鍛壓速度為66.95mm/s、模具預(yù)熱溫度為371.14℃、坯料加熱溫度為1 194.78℃、摩擦系數(shù)為0.11,此時(shí)的成型載荷為17 424.2 kN,碳排放為0.252 0kg。
根據(jù)預(yù)測(cè)的最佳參數(shù)組合,再次利用Deform軟件進(jìn)行仿真模擬,得到的成型載荷為16 683 kN,碳排放量為0.249 6kg。實(shí)際模擬結(jié)果與預(yù)測(cè)值誤差較小,說(shuō)明該模型預(yù)測(cè)可靠性較高。同時(shí)對(duì)比4個(gè)因素單獨(dú)對(duì)成型載荷和碳排放的影響程度(圖4),發(fā)現(xiàn)鍛壓速度對(duì)成型載荷影響顯著,對(duì)碳排放卻幾乎沒(méi)有影響;坯料加熱溫度對(duì)于成型載荷與碳排放的影響程度一致;摩擦系數(shù)、模具溫度和坯料溫度對(duì)載荷和碳排放的影響規(guī)律相同,但是影響程度不同,尤其體現(xiàn)在模具溫度上。

圖4 單因素對(duì)成型載荷和碳排放的影響規(guī)律
因此,綜合考慮4個(gè)工藝參數(shù)對(duì)載荷和碳排放不同的影響程度,為了達(dá)到最低的碳排放量與成型載荷,在加工生產(chǎn)時(shí)鍛壓速度應(yīng)在壓力機(jī)合理范圍內(nèi)盡可能高,坯料加熱溫度應(yīng)在規(guī)定范圍內(nèi)盡可能大,摩擦系數(shù)應(yīng)盡可能小,而模具預(yù)熱溫度對(duì)成型載荷的權(quán)重更高,這在設(shè)計(jì)模具時(shí)應(yīng)該更多地考量。
4 結(jié)語(yǔ)
1)建立了螺旋錐齒輪零件制造加工過(guò)程的碳排放量化模型,包括加工生產(chǎn)過(guò)程中的下料、鍛前熱處理、鍛造、切邊和后續(xù)機(jī)加工的能耗。該模型可以為螺旋錐齒輪的鍛造過(guò)程產(chǎn)生的碳排放量提供理論依據(jù)。
2)螺旋錐齒輪開(kāi)式模鍛加工工藝中各個(gè)工藝參數(shù)對(duì)成型載荷的影響程度順序?yàn)榕髁霞訜釡囟?模具預(yù)熱溫度>鍛壓速度>摩擦系數(shù);對(duì)碳排放的影響程度順序?yàn)榕髁霞訜釡囟?摩擦系數(shù)>模具預(yù)熱溫度>鍛壓速度。鍛壓速度與模具預(yù)熱溫度對(duì)碳排放量影響不大,但對(duì)成型載荷的影響顯著,在模具設(shè)計(jì)和設(shè)備選擇時(shí)應(yīng)當(dāng)充分考慮模具預(yù)熱溫度。
3)基于響應(yīng)面法得到的優(yōu)化工藝參數(shù)為:鍛壓速度為66.95mm/s、模具預(yù)熱溫度為371.14℃、坯料加熱溫度為1 194.78℃、摩擦系數(shù)為0.11。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52