端面驅(qū)動(dòng)卡盤頂緊力分析
2021-10-26 13:15:12馮小庭劉宏利劉明璽
機(jī)械制造與自動(dòng)化 2021年5期
關(guān)鍵詞:振動(dòng)
馮小庭,劉宏利,劉明璽
(西安鐵路職業(yè)技術(shù)學(xué)院,陜西 西安 710026)
0 引言
與傳統(tǒng)外圓夾持卡盤相比,端面驅(qū)動(dòng)卡盤在軸類零件加工時(shí),無需掉頭、定位精度高,高速切削時(shí)沒有離心力失效的問題,受到了廣泛的應(yīng)用。頂緊力過大,容易增加機(jī)床負(fù)荷,造成工件彎曲變形;頂緊力過小容易造成工件脫落等安全事故,因此對(duì)端面驅(qū)動(dòng)卡盤頂緊力研究有著現(xiàn)實(shí)的意義。
大量文獻(xiàn)對(duì)端面驅(qū)動(dòng)卡盤設(shè)計(jì)以及運(yùn)動(dòng)做了大量分析研究[1-2]。鄒俊俊在CATIA中對(duì)其工作狀態(tài)進(jìn)行了模擬與分析[3]。劉宏利等建立了端面驅(qū)動(dòng)卡盤幾何模型,并對(duì)卡盤夾緊運(yùn)動(dòng)進(jìn)行了分析[4]。趙宏偉等建立了機(jī)床振動(dòng)力學(xué)模型,為分析機(jī)床振動(dòng)對(duì)頂緊力影響提供依據(jù)[5-6]。
本文根據(jù)切削力的經(jīng)驗(yàn)公式對(duì)端面驅(qū)動(dòng)卡盤進(jìn)行頂緊力分析,獲得了只計(jì)驅(qū)動(dòng)銷與工件摩擦力、考慮驅(qū)動(dòng)銷微量嵌入工件表面產(chǎn)生滑移抗力以及機(jī)床振動(dòng)3種情況所需頂緊力;給出不同情況頂緊力計(jì)算公式,并對(duì)頂緊力進(jìn)行實(shí)驗(yàn)驗(yàn)證。
1 端面驅(qū)動(dòng)卡盤設(shè)計(jì)
卡盤工作原理如圖1所示[3-4]。1)定位原理:卡盤采用卡盤頂尖10和尾座頂尖11進(jìn)行定位,具有定位速度快、精度高的特點(diǎn)。2)夾緊驅(qū)動(dòng)原理:驅(qū)動(dòng)銷9與尾座頂尖11實(shí)現(xiàn)零件軸向夾緊,其中驅(qū)動(dòng)銷提供端面驅(qū)動(dòng)力。3)端面浮動(dòng)找平原理:當(dāng)驅(qū)動(dòng)銷9兩側(cè)不平時(shí),在驅(qū)動(dòng)銷的推力作用下,旋轉(zhuǎn)塊8繞著連接軸7轉(zhuǎn)動(dòng),帶動(dòng)驅(qū)動(dòng)銷往復(fù)運(yùn)動(dòng),從而實(shí)現(xiàn)浮動(dòng)找平。
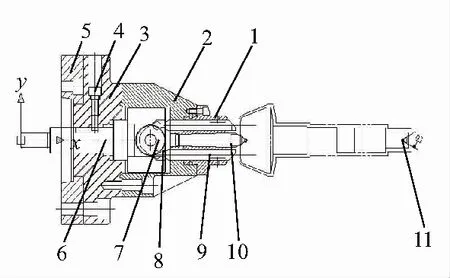
1—頂尖座;2—卡盤外殼;3—卡盤連接體;4—限位銷;5—連接盤組成;6—推桿;7—連接軸;8—旋轉(zhuǎn)塊;9—驅(qū)動(dòng)銷;10—頂尖;11—車床尾座頂尖。
2 端面驅(qū)動(dòng)卡盤所需頂緊力計(jì)算
車刀加工軸類零件受力如圖2所示,F(xiàn)V為機(jī)床主切削力,F(xiàn)P為背向力,F(xiàn)f為進(jìn)刀抗力。
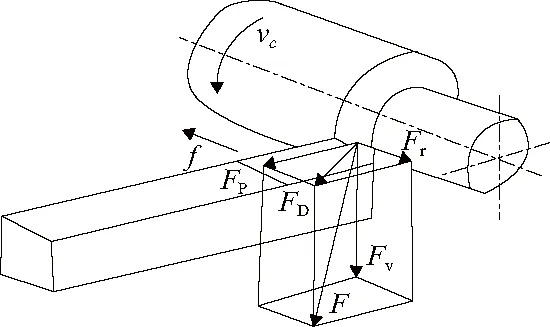
圖2 軸類零件加工車刀受力示意圖
機(jī)床主切削力FV、背向力FP可依據(jù)經(jīng)驗(yàn)公式(1)來確定:
(1)
式中:CFz、xFz、yFz、λFz、KFz是與刀具切削相關(guān)的常數(shù),可在機(jī)械加工工藝手冊(cè)中查到[7]。
2.1 只計(jì)摩擦力所需頂緊力計(jì)算
在切削加工過程中,必須有驅(qū)動(dòng)力產(chǎn)生的力矩大于等于切削力矩,取極限值驅(qū)動(dòng)力矩等于切削力矩,將公式(1)中Fz值帶入式(2),則可計(jì)算出單驅(qū)動(dòng)銷驅(qū)動(dòng)力FD。
(2)
式中:R為刀具距零件回轉(zhuǎn)中心半徑;n為驅(qū)動(dòng)銷的個(gè)數(shù);RD為驅(qū)動(dòng)銷距回轉(zhuǎn)中心的半徑。
由圖2可知卡盤驅(qū)動(dòng)銷對(duì)工件有兩個(gè)方向作用力,即豎直方向驅(qū)動(dòng)力FD以及與它垂直方向背向力FP,其合力FM可表示為式(3)。
(3)
假設(shè)卡盤的輸出功率完全由摩擦力產(chǎn)生,可靠工作時(shí),頂緊力F必須滿足公式(4)。為了公式簡(jiǎn)潔,未帶入公式(1)中FV和FP具體值。
(4)
式中:μ為驅(qū)動(dòng)銷摩擦因數(shù);N為安全系數(shù)。
由式(4)不難看出,只計(jì)端面摩擦力所需頂緊力比較大,式(4)適應(yīng)于較短的軸類零件加工,或者硬度較高的零件,即其自身撓度變形較小的軸類零件。
2.2 驅(qū)動(dòng)銷微量嵌入工件表面頂緊力分析
只計(jì)摩擦力推出卡盤所需頂緊力過大,對(duì)于材質(zhì)較軟,撓度變形較大的長軸類零件不適用。在安全范圍內(nèi),為最大限度地減少頂緊力,減少機(jī)床整體負(fù)荷,減少工件在夾緊力作用下彎曲變形,必須對(duì)驅(qū)動(dòng)銷微量嵌入工件表面產(chǎn)生滑移抗力加以分析[8]。驅(qū)動(dòng)銷在頂緊力作用下微量嵌入如圖3所示。

圖3 驅(qū)動(dòng)銷微量嵌入工件表面
驅(qū)動(dòng)銷嵌入工件表面產(chǎn)生的滑移抗力計(jì)算公式可借鑒刨床刨削加工主切削力公式(5)[9],亦可以遵循經(jīng)驗(yàn)公式(6)。
FC1=τsaPf(1.4ξ+C)
(5)
式中:τs為材料剪切屈服點(diǎn);ξ為材料應(yīng)變。
(6)
工件滑移抗力方向總是與滑移方向相反,與約束反力方向相同,則工件不產(chǎn)生滑移的條件見公式(7)。將式(5)和式(6)分別帶入式(7)可得驅(qū)動(dòng)銷微量嵌入所需頂緊力計(jì)算公式(8)和式(9)。
Fμ+nFC=nNFM
(7)
(8)
(9)
驅(qū)動(dòng)銷微量嵌入工件表面的深度與驅(qū)動(dòng)銷與工件的相對(duì)硬度有關(guān),被加工材料材質(zhì)較軟時(shí),采用上述計(jì)算公式可大幅降低工件所需頂緊力。
2.3 機(jī)床振動(dòng)對(duì)頂緊力影響
機(jī)床在加工過程中,由于機(jī)床自身振動(dòng),容易使工件脫落,對(duì)工件頂緊力產(chǎn)生影響。為了保證工件頂緊穩(wěn)定性,必須對(duì)機(jī)床振動(dòng)加以分析,圖4為機(jī)床顫振系統(tǒng)動(dòng)力模型[5-6,10],公式(10)為機(jī)床振動(dòng)微分方程,由圖4中x和y幾何關(guān)系,可得式(11)。

圖4 機(jī)床顫振系統(tǒng)動(dòng)力模型
mx″(t)+cx′(t)+kx(t)=fd(t)cos(β-α)
(10)
my″(t)+cy′(t)+ky(t)=fd(t)cos(β-α)cosα
(11)
由式(11)拉氏變換得式(12)。
(12)

(13)
根據(jù)控制工程原理可知,s=σ+iω,且σ=0是臨界值,fd(t)=F(iwt),其中F(iwt)為Fz(iwt)和Fy(iwt)的合力,整理得振動(dòng)振幅A如式(14)所示。
(14)
根據(jù)振動(dòng)原理,振動(dòng)偏離平衡位置最大時(shí),速度為0,加速度a為最大值,由公式(11)、偏離平衡位置最大時(shí)瞬時(shí)力學(xué)方程式(15)[11],
mamax+A=fdcos(β-α)cosα
(15)
以及機(jī)床振動(dòng)產(chǎn)生最大瞬時(shí)力Fmax=Mamax,推導(dǎo)出Fmax如式(16)所示。
(16)
式中M為工件質(zhì)量。
當(dāng)振動(dòng)方向與工件刀具切削受力方向一致,此時(shí)所需約束反力最大,工件不滑移,驅(qū)動(dòng)銷所需頂緊力應(yīng)滿足式(17),將Fmax代入即可。
(17)
由上述計(jì)算可知,考慮機(jī)床振動(dòng)時(shí),所需頂緊力計(jì)算公式精度最高,計(jì)算出所需頂緊力最接近真實(shí)值。
3 實(shí)驗(yàn)驗(yàn)證頂緊力計(jì)算公式
3.1 實(shí)驗(yàn)方案
實(shí)驗(yàn)原理:通過車刀背吃刀量來增加對(duì)工件作用力,直至工件脫落,頂緊力失效[1-2]。
實(shí)驗(yàn)過程:實(shí)驗(yàn)采用長500mm,直徑50mm,45鋼長軸零件毛坯為實(shí)驗(yàn)材料。在單爪1 100 N頂緊力作用下,經(jīng)測(cè)量,驅(qū)動(dòng)銷微量嵌入工件表面0.5mm。在轉(zhuǎn)速3 000 r/min,進(jìn)給量設(shè)置f=0.3mm/r,初次車削背吃刀量aP分別選1.00mm、1.04mm、1.08mm、1.12mm、1.16mm 5組數(shù)據(jù);試驗(yàn)中每次車削的背吃刀量在前次數(shù)據(jù)基礎(chǔ)上增加0.2mm,其余數(shù)據(jù)均不變,即第1組第2次背吃刀量aP=1.2mm,以此類推,直至頂緊力失效,工件脫落。
3.2 數(shù)據(jù)處理
記錄工件脫落頂緊力失效時(shí),背吃刀量aP值,將實(shí)驗(yàn)方案中相關(guān)數(shù)據(jù)代入公式(1)中,得到此種工況下切削力FV、背向力FP。將FV以及FP數(shù)值代入式(4)、式(8)、式(17)中得到3種不同工況所需頂緊力如圖5所示,計(jì)算時(shí)安全系數(shù)N=1。

圖5 3種不同工況所需頂緊力計(jì)算值
上述數(shù)據(jù)可知,只計(jì)摩擦力,不考慮微量嵌入和機(jī)床振動(dòng)時(shí),單爪驅(qū)動(dòng)銷所需頂緊力平均值2 120 N明顯高于實(shí)際頂緊力1 100 N,符合實(shí)驗(yàn)預(yù)期。考慮微量嵌入,不考慮機(jī)床振動(dòng)時(shí),單爪驅(qū)動(dòng)銷所需頂緊力計(jì)算平均值為982 N,比實(shí)際頂緊力小108 N,符合理論推理。考慮機(jī)床振動(dòng)時(shí),計(jì)算單爪驅(qū)動(dòng)銷所需頂緊力平均值為1 120 N,與實(shí)際頂緊力1 100 N基本相同。經(jīng)過大量加工檢驗(yàn)以及查詢相關(guān)規(guī)范,安全系數(shù)取N>1.7時(shí),此公式可指導(dǎo)實(shí)際生產(chǎn)。
在實(shí)際加工中,被加工零件硬度大于驅(qū)動(dòng)銷硬度且機(jī)床振動(dòng)不明顯,則所需頂緊力可直接帶入只計(jì)摩擦力公式,降低計(jì)算量。若被加工材料硬度小于驅(qū)動(dòng)銷且機(jī)床振動(dòng)不明顯,則帶入考慮微量嵌入計(jì)算公式。機(jī)床有明顯振動(dòng)時(shí),則帶入考慮機(jī)床振動(dòng)公式。
4 結(jié)語
本文通過理論分析計(jì)算,得到只計(jì)驅(qū)動(dòng)銷與工件摩擦力、考慮驅(qū)動(dòng)銷微量嵌入工件表面產(chǎn)生滑移抗力以及機(jī)床振動(dòng)3種情況所需頂緊力計(jì)算公式;并對(duì)頂緊力進(jìn)行實(shí)驗(yàn)驗(yàn)證。驗(yàn)證結(jié)果表明:當(dāng)N>1.7時(shí),公式可指導(dǎo)實(shí)際安全生產(chǎn),對(duì)端面驅(qū)動(dòng)卡盤頂緊力的預(yù)置有著現(xiàn)實(shí)的意義。但是力學(xué)模型的精度以及實(shí)驗(yàn)數(shù)據(jù)精確采集方面還存在不足,有待于后續(xù)研究中進(jìn)一步探究。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動(dòng)控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00