富含益生菌雜豆粉工藝條件優化及貨架期預測
2021-10-29 13:58:48黃琬茹魏依華
食品工業科技 2021年19期
關鍵詞:模型
陶 立,黃琬茹,于 雷,2, ,魏依華,張 欣
(1.吉林農業大學食品科學與工程學院,吉林長春 130118;2.吉林農業大學小麥和玉米深加工國家工程實驗室,吉林長春 130118)
豆類因其營養豐富,具有高蛋白和低脂肪等優勢而成為均衡飲食的重要組成部分[1]。其中,綠豆含有酚類化合物、超氧化物歧化酶、植物甾醇等多種活性物質[2],具有降血糖[3]、降血脂[4]、降血壓[5]、抗炎[6]、抗癌[7]、抗氧化[8]和免疫調節[9]等功能。腸道菌群是影響局部和全身免疫反應的關鍵因素之一[10]。乳酸菌被認為是正常腸道菌群的重要組成部分,可促進多種功能,包括腸道菌群完整性,免疫調節和病原體抗性。在乳酸菌中,乳桿菌屬的選定菌株廣泛用作益生菌,主要用于乳制品和膳食補充劑中[11?12]。它們具有促進健康的作用,例如抗氧化,免疫調節和維持腸道健康[13?14]。益生菌發酵可以賦予食品獨特的風味,提高營養價值并增加新的功能特性。
有關豆類和益生菌結合物的研究引起了越來越多的興趣。通過研究植物乳桿菌B1-6的發酵,優化了它的發酵過程和對綠豆的蛋白水解作用[15]。另外,枯草芽孢桿菌和保加利亞乳桿菌的發酵共培養物可生產出一種具有多種生物活性的新型紅豆產品[16]。目前,對于開發以綠豆等雜豆為發酵基質,通過噴霧干燥等技術得到富含益生菌雜豆類沖調粉的研究報道較少。然而,益生食品中益生菌的長期生存和維持保質期是至關重要的,因為它可能在不到一個月的時間內就會失活,并且有被污染的機會[17]。一般認為,如果給予足夠量的益生菌,可以為宿主帶來健康益處。美國FDA 建議,益生菌食品中的最小益生菌活力應至少為106CFU/mL。因此,確保生產過程中以及產品貨架期內益生菌的高存活率對于提高消費者對益生菌產品的信任是非常重要的[18]。一般認為,在熱處理過程中微生物的滅活和某些化學物質的降解通常遵循一級反應動力學。Arrhenius 方程作為用于描述大多數化學反應的溫度依賴性的主要數學模型[19],被證實可以對食品環境中微生物數量變化進行準確預測[20?21]。
本研究的目的是通過Plackett-Burman 設計和Box-Behnken 設計來優化富含益生菌綠豆粉的加工條件,選擇影響益生菌活力的顯著因素。并研究了優化條件對其他五種雜豆的適用性。最后,通過描述微生物失活率k 和Arrhenius 模型之間的擬合效應來確定富含益生菌雜豆粉的最佳儲存條件,以探究雜豆粉的儲存溫度、儲存時間和益生菌活性之間的關系。
1 材料與方法
1.1 材料與儀器
綠豆(Vigna radiata(L.)Wilczek)、紅豆(Vigna umbellateL.)、鷹嘴豆(Cicer arietinumL.)、豇豆(Vigna unguiculataL.)、豌豆(Pisum sativumL.)、虎皮蕓豆(Phaseolus vulgarisL.) 市售;發酵乳桿菌
從發酵的糯玉米中分離出發酵乳桿菌(Lactobacillus fermentumFL-0616),并保存在吉林農業大學小麥和玉米深加工國家工程實驗室,通過16S rRNA 基因序列分析鑒定了該菌株;纖維素酶(35767 U/g)和α-淀粉酶(18291 U/g) 河南萬邦實業有限公司提供;海藻糖 日本株式會社林源提供。
Y-PL300 型實驗型噴霧干燥機 上海宇硯機械設備有限公司;EM-L530TB 型微波爐 合肥榮事達三洋電器股份有限公司;AH-BASICI 型納米高壓均質機 ATS 工程公司。
1.2 實驗方法
1.2.1 富含益生菌綠豆粉的制作工藝 根據文獻的方法進行修改[22]。綠豆與水(1:2,w:w)混合,在一定的溫度下恒溫浸泡。瀝干水分后在一定的微波功率條件下處理一段時間。將處理好的原料與水的混合物磨成漿液,再使用納米高壓均質機在一定的壓力條件下均質。添加發酵乳桿菌恒溫(37 ℃)發酵6 h 后,添加海藻糖作為保護劑。最后,在一定的條件下進行噴霧干燥,得到的綠豆粉置于無菌袋中,立即測試。
1.2.2 影響綠豆粉中益生菌活性的主要因素的選擇 Plackett-Bunnan 設計(PBD)假設要評估的因素之間沒有相互作用[23],因此,線性方法被認為足以篩選:
式中:Z 是綠豆粉中發酵乳桿菌活力的估計函數,被評估的k 個因子中的每一個因子的βi是回歸系數。
選擇的設計方案有8 個因子,實驗次數為N=12。其中,X1、X2、X3、X4、X5、X6、X7、X8分別代表浸泡時間、浸泡溫度、微波功率、微波時間、均質壓力、均質時間、進口溫度和轉速。同時,設三列虛擬變量Q1、Q2、Q3,以考察試驗誤差。Plackett-Burman 試驗的因素和水平見表1。
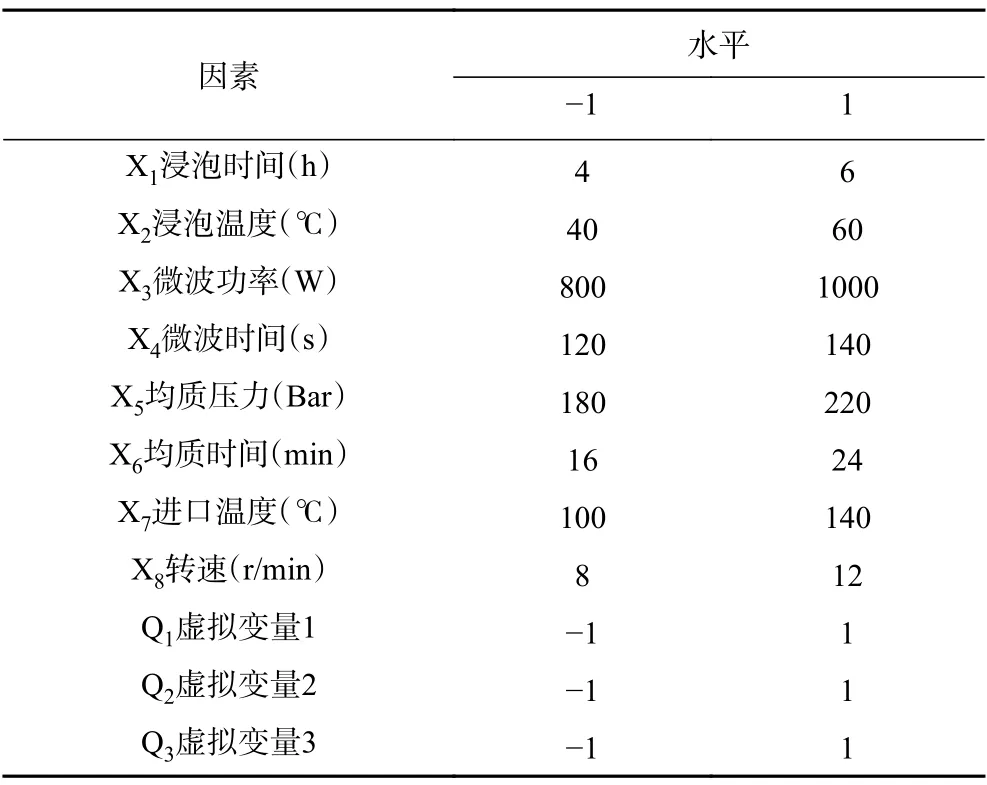
表1 Plackett–Burman 試驗因素水平表Table 1 Factors and levels table of Plackett–Burman experiment
1.2.3 富含益生菌綠豆粉的工藝優化 結合Plackett-Bunnan 試驗結果,根據Box-Behnken 中心組合試驗設計的原理,采用響應面法對富含益生菌綠豆粉工藝條件的三個主要影響因素浸泡溫度、均質壓力和進口溫度進行優化。根據Plackett-Bunnan 設計原理,充分考慮Plackett-Bunnan 試驗方差分析結果,三個因素的高低水平可以對試驗結果產生顯著影響(P<0.05),另外考慮到實際操作可行性和營養保持等因素,試驗影響因素和水平見表2。
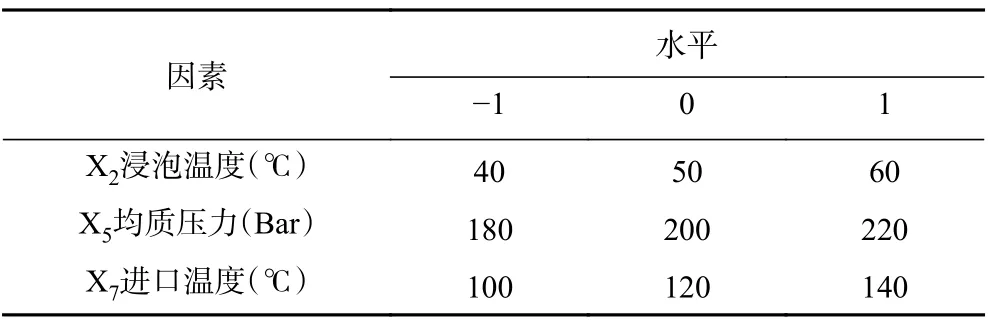
表2 響應面試驗因素水平表Table 2 Factors and levels table of response surface experiment
為了測試綠豆粉中益生菌活力預測的可靠性。通過模型期望函數獲得的最佳工藝參數,進行新的生產。比較試驗值和預測值,以確定模型的有效性。然后以該工藝參數為基礎,對紅豆、鷹嘴豆、豇豆、豌豆和虎皮蕓豆等5 種雜豆進行了驗證,對比各種雜豆粉中發酵乳桿菌活力。
1.2.4 Arrhenius 模型 對富含益生菌雜豆粉貨架期的預測Arrhenius 模型利用活化能的概念,主要側重于低溫貯存、加熱等過程中食品的化學反應速率對貨架期的影響,此模型預測精度高,有時也用于以感官品質或微生物改變為指標的貨架期預測。它主要通過以下方程來實現貨架期的預測[24]:
一級反應動力學方程:
式中:t 表示取樣時間(h);N0表示豆粉初始活菌數(CFU/g);Nt表示t 時刻的活菌數(CFU/g);k、k0為速率常數;Ea 表示活化能(J/mol);R 表示理想氣體常數(J/mol·K);T 表示絕對溫度(K)。
取3 份同樣質量的雜豆粉放入相同的容器中,置于30、40、60 ℃水浴中做加速試驗,每2 h 采樣,平板計數,計算其每克雜豆粉中的發酵乳桿菌活菌數,最后,繪制發酵乳桿菌的失活動力學圖和Arrhenius 圖,通過方程推算在保證適量活菌數的前提下富含益生菌雜豆粉的產品貨架期。
1.2.5 雜豆粉的理化性質 根據先前報道的方法略有修改[25?26]。向250 mL 燒杯中加入50 mL 蒸餾水(40 ℃),并稱取1 g 豆粉平鋪于水面上。從雜豆粉放入燒杯中開始計時,記錄完全潤濕的時間,稱為潤濕時間。另取一只燒杯向其中加入50 mL 蒸餾水,并稱取1 g 雜豆粉平鋪于水面上。用磁力攪拌器以轉速600 r/min 攪拌,雜豆粉完全分散于蒸餾水中的時間,稱為分散時間。另外,將適量的雜豆粉置于稱量紙中再完全轉入10 mL 量筒中,稱量10 mL 雜豆粉的重量,從而得到該雜豆粉的堆積密度(g/mL)。用失重法測量水分,稱取干凈的雜豆粉放入恒重皿,并在105 ℃的烤箱中烘烤至恒重,計算水分含量的百分比。
1.3 數據處理
所有實驗進行三次重復測定。Design Expert 8.0.6 被用于Plackett-Burman 設 計、Box-Behnken設計以及方差分析。Origin 8.1 軟件被用作數據分析。SPSS 軟件被用于數據單向ANOVA 分析。
2 結果與分析
2.1 選擇影響綠豆粉中發酵乳桿菌活力的主要因素
Plackett-Burman 設計主要用于篩選加工工藝中涉及的主要變量,并可以選擇最重要的變量為進一步優化奠定基礎[27]。在這項工作中,以發酵乳桿菌的活菌數為響應值,得到Plackett-Burman 試驗設計結果。對表3 中數據進行回歸分析,得到各因素對綠豆粉品質影響的一次回歸方程:Z=6.28?1.89X1+3.67X2?0.27X3+1.78X4+3.33X5+1.54X6?5.06X7?0.32X8。對方程進行了方差分析及顯著性檢驗,結果見表4。回歸方程的P為0.0151,表明回歸方程關系顯著。其中,X2(浸泡溫度)、X5(均質壓力)和X7(進口溫度)三個因素對發酵乳桿菌活力影響顯著(P<0.05),且影響程度大小為X7(進口溫度)>X2(浸泡溫度)>X5(均質壓力),其他因素影響不顯著(P>0.05)。該模型的決定系數R2為0.9822,調整后的確定系數為0.9348,這表明該模型具有良好的擬合效果。由于模型的P<0.05,模型具有顯著性,因此可以篩選出影響顯著的因素。預測的R2()為0.7154,可以用該模型對結果進行預測。在這種情況下,決定考慮優化浸泡溫度、均質壓力和進口溫度這三個因素。

表3 Plackett–Burman 試驗設計及結果Table 3 Design and results of Plackett–Burman experiment
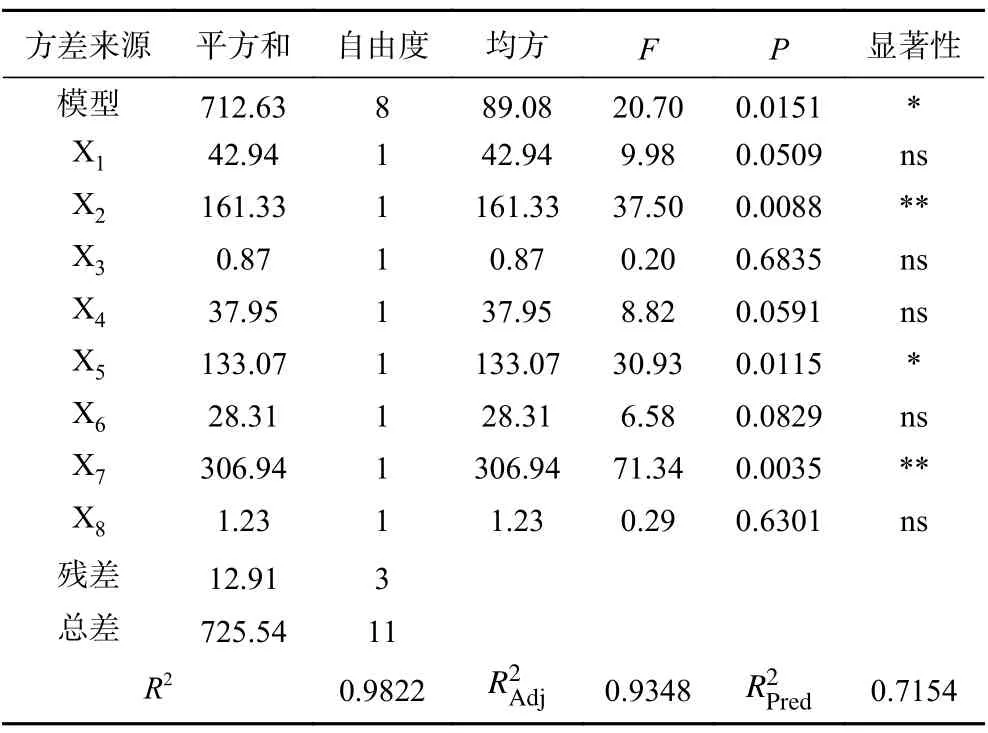
表4 Plackett–Burman 設計的方差分析Table 4 Variance analysis of Plackett–Burman design
2.2 BBD 試驗及響應面分析
2.2.1 回歸模型的建立 根據Box-Behnken 設計自變量水平及響應值,對表5 數據進行了回歸擬合,得到3 個自變量(X2:浸泡溫度,X5:均質壓力和X7:進口溫度)的二次多項式回歸方程:Y=24?0.43X2+0.34X5?4.08X7?3X2X5?0.21X2X7?0.17X5X7?9.76。對試驗模型進行方差分析,結果見表6。回歸模型的一次項X7、二次項交互項X2X5為極顯著(P<0.01)。該二次回歸模型的P<0.0001,表示該回歸方程關系極顯著。失擬項P為0.1984>0.05,失擬項不顯著,說明該方程擬合合理[28]。模型的決定系數R2為0.9944,調整確定系數為0.9871,因此該模型能解釋98.71%的響應值變化。預測的R2()為0.9382,這意味著可以依靠模型進行預測。這說明該模型與實際的試驗擬合程度較好,適合用該模型分析和預測富含益生菌綠豆粉的生產工藝。
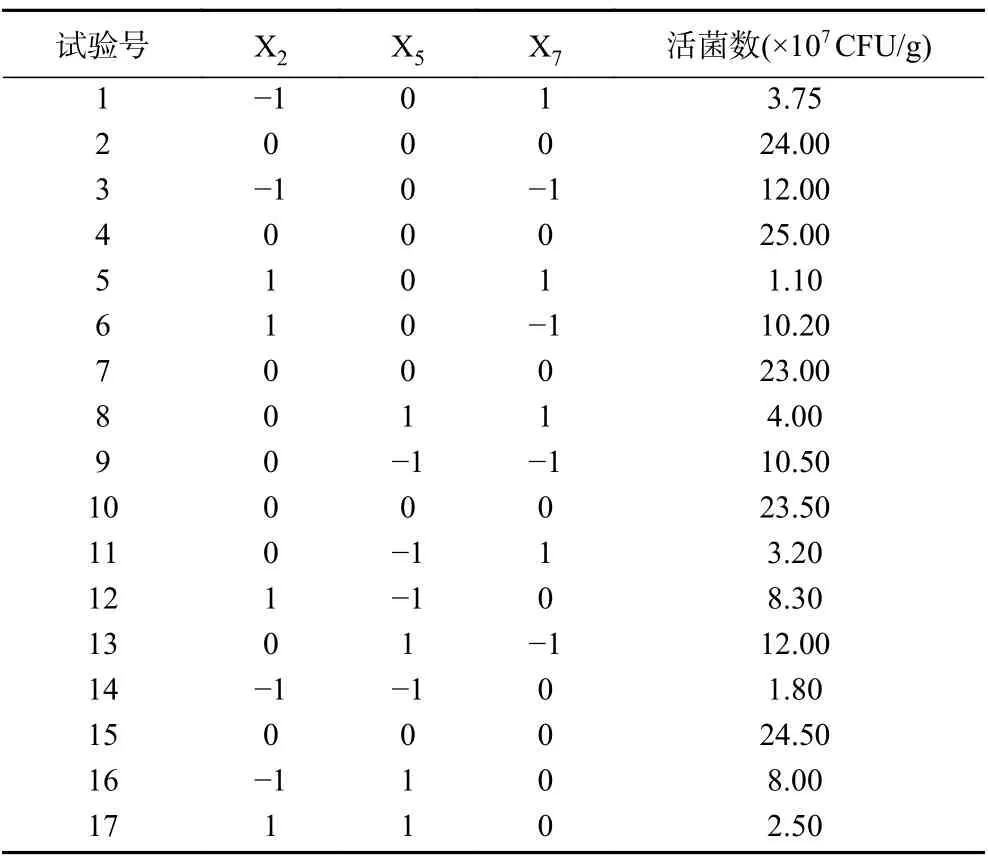
表5 響應面試驗設計及結果Table 5 Design and results of response surface experiment
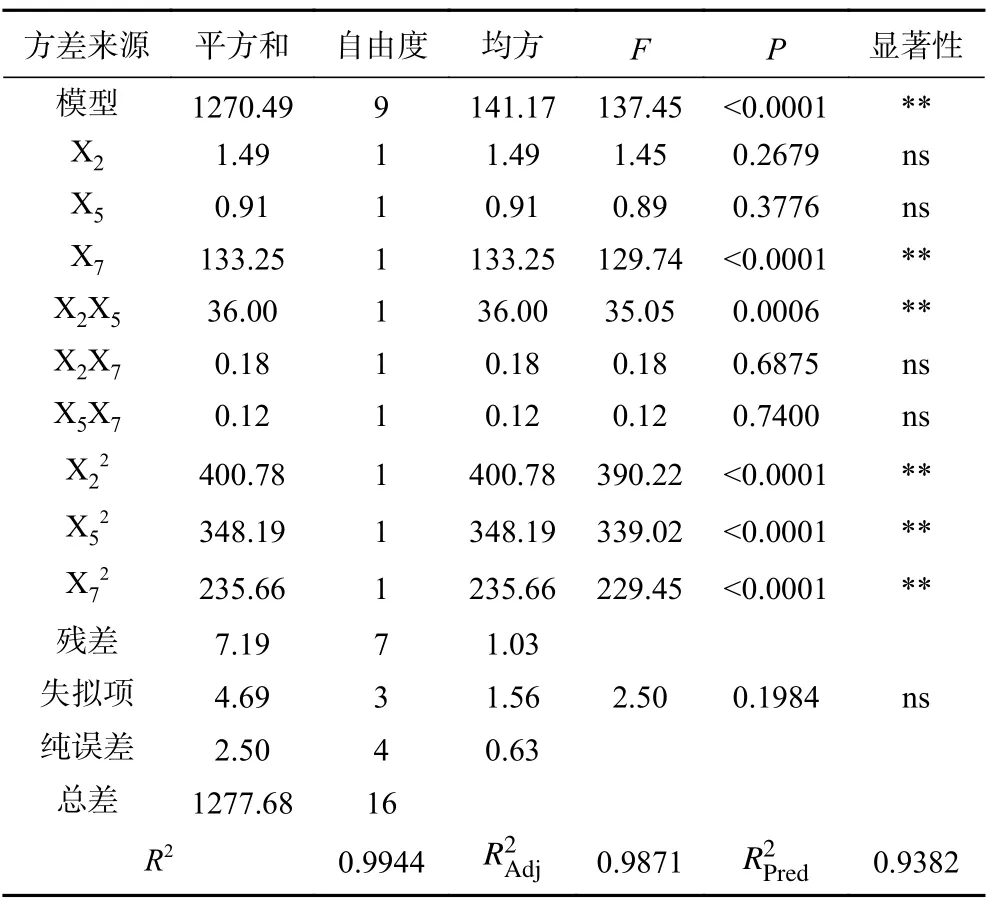
表6 Box-Behnken 設計的方差分析Table 6 Variance analysis of Box-Behnken design
2.2.2 響應面優化分析及驗證結果 三維響應面圖提供了一種可視化每個變量的響應值與實驗水平之間的關系,以及每兩個測試變量之間相互作用類型的方法。當響應面坡度越陡峭,意味著兩因素的交互作用越顯著。比較各因素交互作用響應面圖時,發現X2X5交互作用的曲線最陡峭。說明浸泡溫度和均質壓力的交互作用對綠豆粉中發酵乳桿菌活力的影響最顯著。X2X7和X5X7的交互作用曲線較為平緩。如圖1B 所示,浸泡溫度對發酵乳桿菌的活力表現出明顯的影響。發酵乳桿菌的活力首先隨著浸泡溫度的增加而迅速增加,在達到峰值后下降。浸泡伴隨著化學和物理變化,浸泡溫度過高可能會導致某些養分的流失或蛋白質的熱變性[29?30],這對發酵乳桿菌的生長具有負面影響。由圖1C 可知,發酵乳桿菌的活力同樣呈現先上升后下降的趨勢。這種變化的原因是因為過高的進口溫度對微生物的存活有害[31],因此發酵乳桿菌會發生部分死亡。
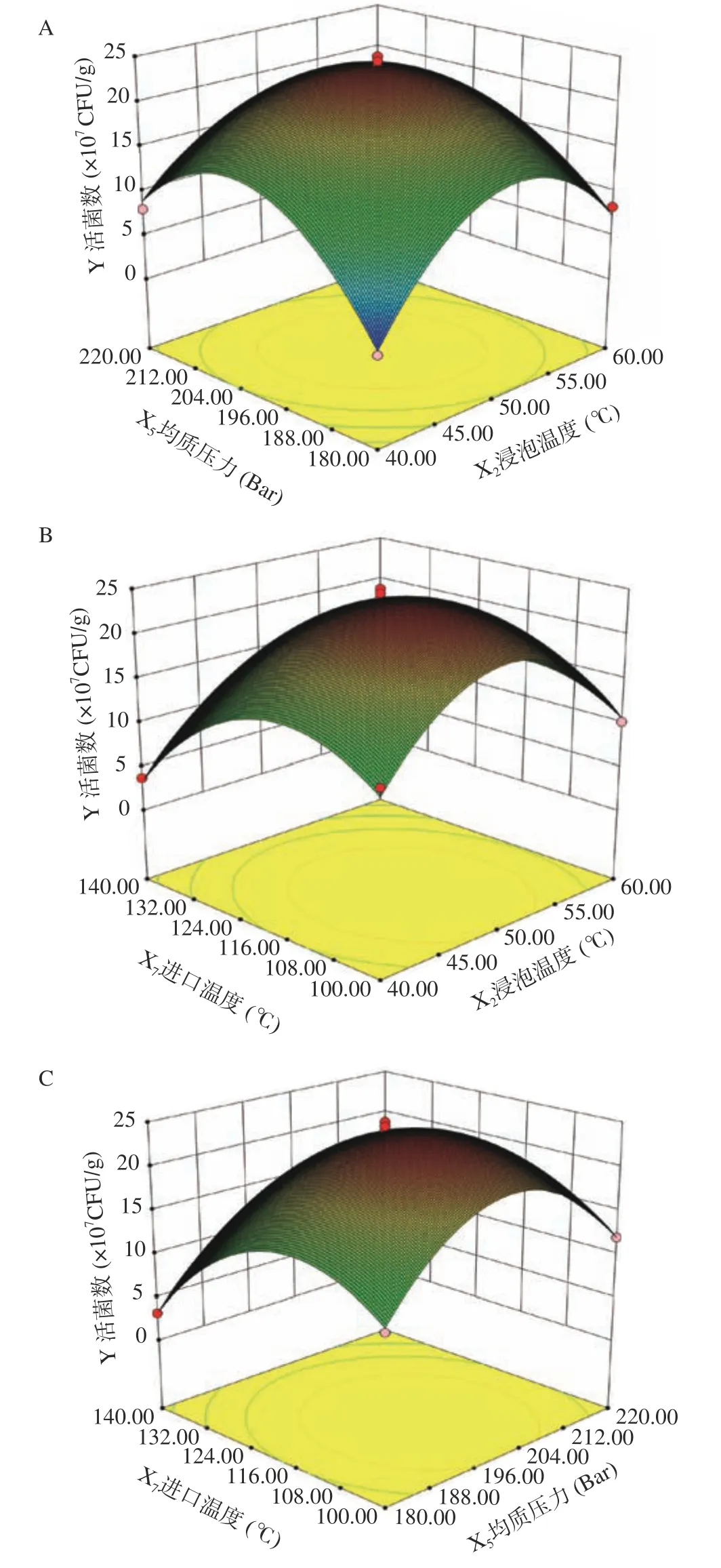
圖1 浸泡溫度、均質壓力和進口溫度的響應面圖Fig.1 Response surface figures for soaking temperature,homogenization pressure and inlet temperature
通過軟件預測得到的最佳生產工藝條件是浸泡溫度(49.77 ℃),均質壓力(200.49 Bar)和進口溫度(114.55 ℃)。綠豆粉中發酵乳桿菌活力理論值為2.46×108CFU/g。根據上述最佳條件并考慮實際操作可行性,適當修改后做驗證實驗。實際最佳工藝條件為浸泡溫度(50 ℃),均質壓力(200 Bar)和進口溫度(115 ℃)。最后,取3 次平行試驗結果的平均值來驗證模型的可靠性。結果發現綠豆粉中發酵乳桿菌活力為2.39×108CFU/g。試驗值與預測值無顯著性差異,說明該模型有效。因此,響應面法優化生產富含益生菌綠豆粉是可行的,所得最佳工藝條件具有實際應用價值。
豆類的營養成分相似,因此研究了優化得到的最佳工藝參數是否具有普遍適用性。對紅豆、鷹嘴豆、豌豆、豇豆和虎皮蕓豆分別進行了測試(圖2)。結果發現,虎皮蕓豆粉中發酵乳桿菌的活力最強。紅豆粉和鷹嘴豆粉中的發酵乳桿菌活力最差。從整體來看,六種雜豆粉中的發酵乳桿菌活力均超過了107CFU/g(圖2)。研究表明,當食品中益生菌含量超過106CFU/g,即可對人體健康產生積極作用[32],因此,優化得到的最佳工藝參數對這些雜豆具有普遍適用性。
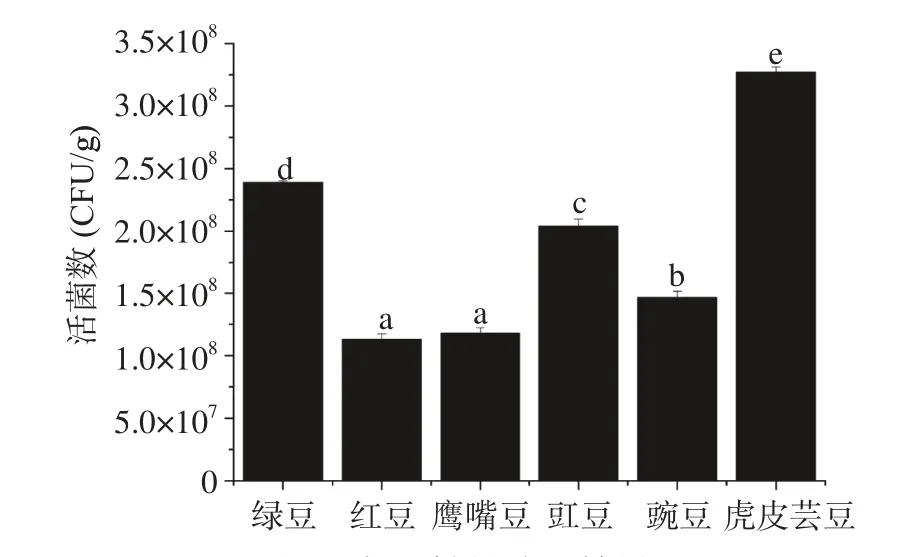
圖2 雜豆粉的驗證結果Fig.2 Validation results of miscellaneous bean powder
2.3 富含益生菌雜豆粉貨架期的預測
目前,Arrhenius 模型已廣泛用于食品領域,Arrhenius 模型已用于研究溫度對化合物降解以及微生物失活速率的影響[33]。為提高產品穩定性,研究了系列雜豆粉的失活機理,以判斷富含益生菌的雜豆粉的產品質量。由圖3 可知在30、40、60 ℃的恒溫條件下,雜豆粉中的發酵乳桿菌的死亡變化。益生菌在儲存過程中的生存能力與儲存溫度成反比[34]。對比各種雜豆粉的失活動力學圖的擬合曲線方程的斜率可知,由于斜率均為負值,因此斜率絕對值越大,曲線越陡峭,而這代表著發酵乳桿菌的死亡速率越快。與相同條件下的其他雜豆相比,在30 ℃和60 ℃下,綠豆粉具有最大的斜率絕對值,分別為0.00607和0.48456(表7)。綠豆粉中益生菌死亡率較高可能與綠豆粉的水分含量(4.07%)最高有關。研究表明,較高的水分含量不利于益生菌產品的儲存[31],益生菌的生存能力主要取決于儲存過程中儲存溫度和濕度的變化[22]。另外,益生菌暴露于含氧環境也會給其生存帶來壓力,這可能會導致其生存能力在存儲過程中大大下降[35]。在儲存過程中,各種雜豆粉的失活率不同的原因可能是噴霧干燥過程中各種雜豆粉和發酵乳桿菌的結合不同。在儲存的早期,噴霧干燥對細胞膜造成的損害將降低益生菌活力[35]。
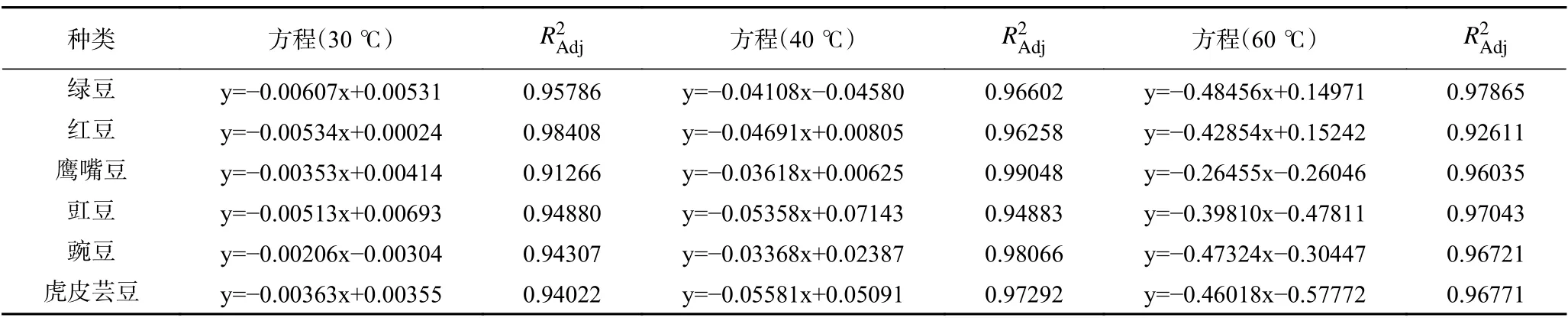
表7 失活動力學圖的相關方程和系數Table 7 Related equations and coefficients of inactivity diagrams
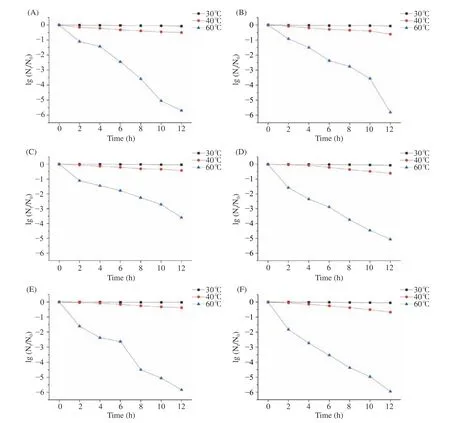
圖3 不同富含益生菌雜豆粉中發酵乳桿菌的失活動力學圖Fig.3 Inactivation mechanic diagrams of Lactobacillus fermentum in different probiotic-rich miscellaneous bean powders
根據6 種雜豆粉的失活動力學圖(圖3)繪制出絕對溫度與雜豆粉中發酵乳桿菌的死亡速率的關系圖(圖4),由此可以推測在一定的貯藏時間范圍內要使雜豆粉中發酵乳桿菌的活力維持在一定值以上所需要的貯藏溫度。由于益生菌產品中的益生菌數量應該維持在106CFU/g 以上,以此推斷出在1 年保質期范圍內,綠豆粉、紅豆粉、鷹嘴豆粉、豇豆粉、豌豆粉、虎皮蕓豆粉的貯藏溫度分別為11.17、10.61、12.23、10.61、18.72、13.94 ℃(表8)。綜合考慮,為了維持一年貨架期期間產品中發酵乳桿菌的活力,應保證系列雜豆粉產品在10 ℃以下保存。
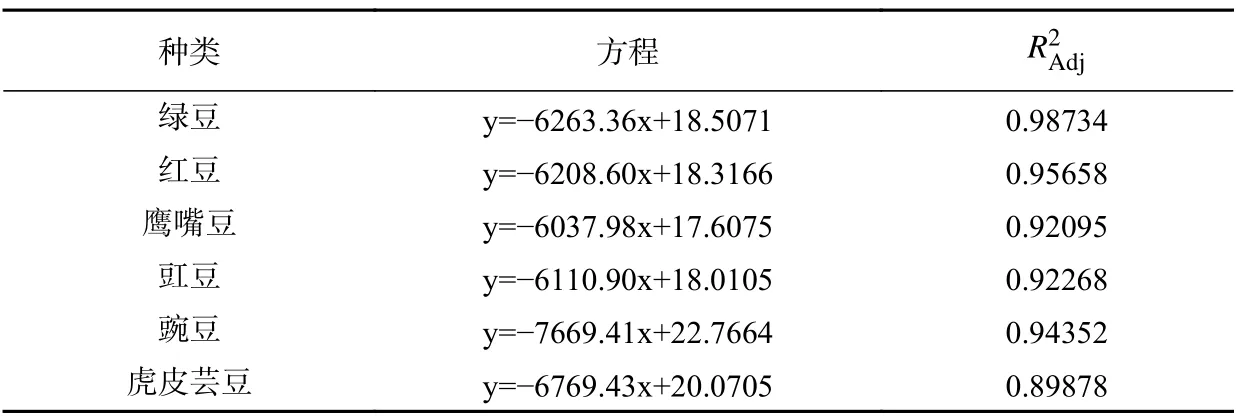
表8 Arrhenius 圖的相關方程和系數Table 8 Related equations and coefficients of Arrhenius diagrams
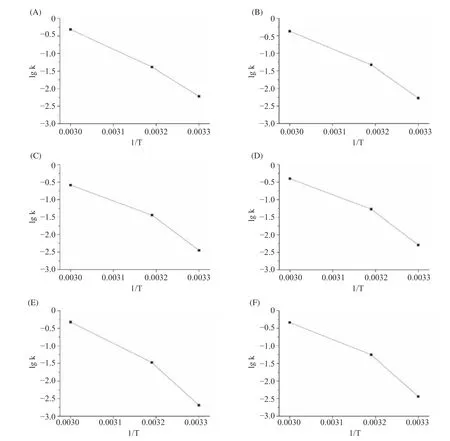
圖4 不同富含益生菌雜豆粉的Arrhenius 圖Fig.4 Arrhenius diagrams of different probiotic-rich miscellaneous bean powders
2.4 雜豆粉理化性質測定
Saha 等[36]研究表明,分散性是粉末產品最重要的特性之一。當每個顆粒溶解在水中而沒有團聚時,粉末產品被認為是質量最好的。由圖5(A)和圖5(B)可知,鷹嘴豆粉表現出最好的潤濕性和分散性。研究表明,添加鷹嘴豆粉可以加速水進入面食[37]。然而,紅豆粉表現出最差的潤濕性,可能的原因是紅豆粉容易發生聚集。而分散性表現良好且與鷹嘴豆粉沒有顯著性差異的是豌豆粉。另外,豇豆粉表現出最差的分散性和較差的潤濕性,這在沖調時也有發現,它較其他雜豆粉溶解效果更差。商業奶粉的潤濕時間通常在24~120 s 之間,潤濕性差會導致分散性差[26]。粉末中水分含量的降低會降低其內聚性,從而導致分散性提高[36]。粉末的內聚性可以定義為粉末形成團塊或附聚物的能力。研究發現,噴霧干燥的番茄果肉粉在較低的水分含量下具有較高的分散性[38]。升高進口溫度并以霧化形式會形成非常細的顆粒,易于團聚,從而降低粉末的分散性[36]。
六種雜豆粉的堆積密度之間均具有顯著性差異,它們的堆積密度大小關系為綠豆粉>豌豆粉>虎皮蕓豆粉>鷹嘴豆粉>豇豆粉>紅豆粉。堆積密度是決定產品運輸過程中使用的包裝材料的尺寸和類型的最重要參數之一[36],綠豆粉的堆積密度最佳(0.556±0.055)g/mL。而紅豆粉的堆積密度最差(0.410±0.005 )g/mL。堆積密度與水分含量之間的關系呈正相關。這是因為較高的水分含量會增加粉末的內聚力,導致堆積密度增加[22]。大多數雜豆粉的水分含量低于綠豆粉,這有利于產品的貯藏(圖5(D))。
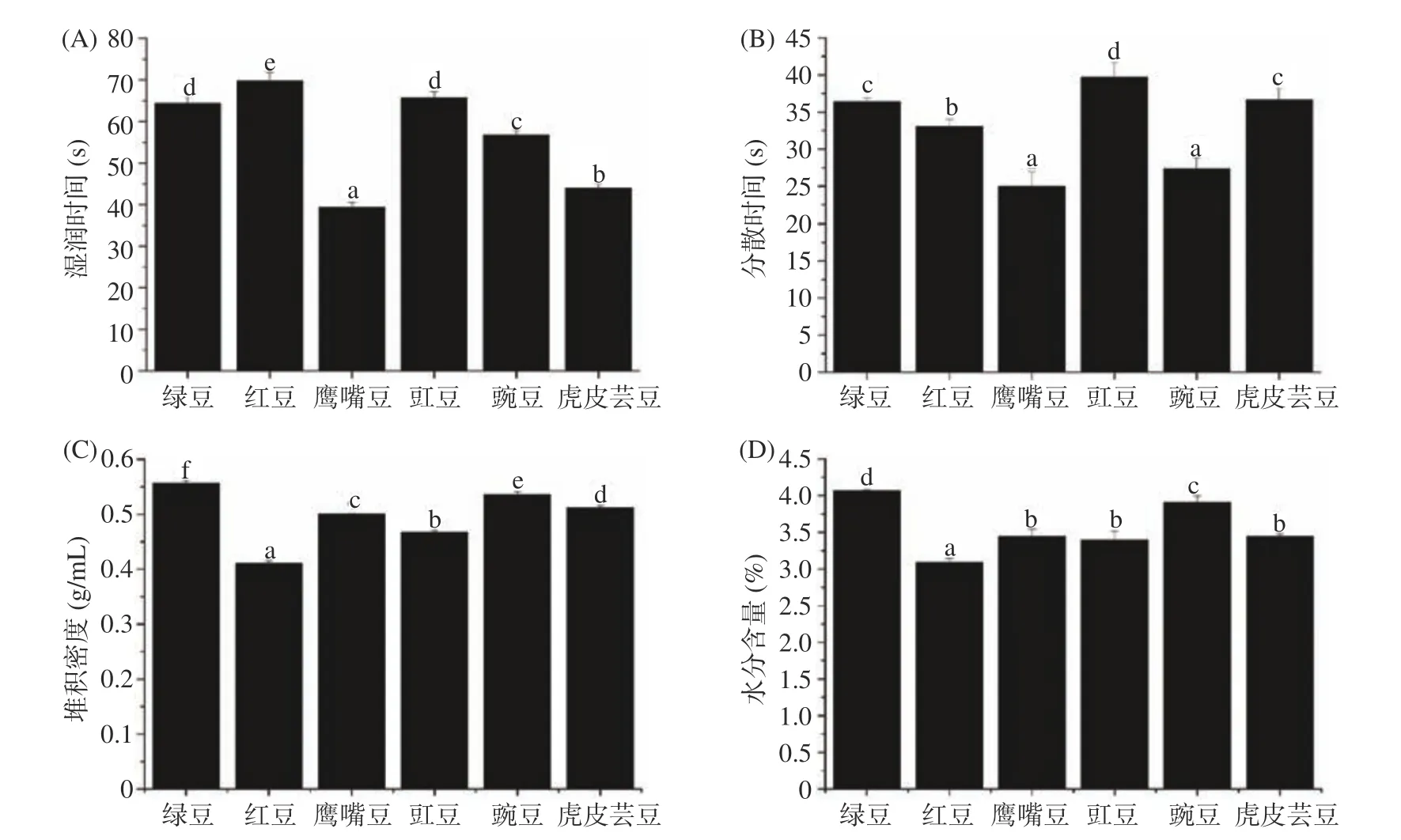
圖5 雜豆粉的潤濕性(A)、分散性(B)、堆積密度(C)和水分含量(D)的測定結果Fig.5 Results of wettability (A),dispersibility (B),bulk density (C),and moisture content (D) of miscellaneous bean powder
3 結論
通過Plackett-Burman 試驗篩選出影響綠豆粉發酵乳桿菌活力的3 個主要因素:浸泡溫度、均質壓力和進口溫度。根據BBD 分析所得的最佳工藝參數條件為:浸泡溫度(50 ℃),均質壓力(200 Bar)和進口溫度(115 ℃)。其中試驗值與理論值無顯著性差異,表明用響應面法優化富含益生菌綠豆粉的工藝是合理可行的,且對綠豆、紅豆、鷹嘴豆、豇豆、豌豆和虎皮蕓豆具有普遍適用性。Arrhenius 模型預測得知該系列雜豆粉貯藏1 年的貯藏溫度應低于10 ℃。將來,將研究真空或充氮包裝,以延長室溫下的貨架壽命。理化性質研究發現鷹嘴豆粉表現出最好的潤濕性和分散性,綠豆粉的堆積密度最佳。綜上所述可知,優化的工藝條件可以有效制備系列富含益生菌雜豆粉,為進一步產品的開發提供了技術支撐。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
