
TC4合金支架的激光選區熔化工藝研究
2021-10-29 08:14:00周冠男薛麗媛董文啟任慧嬌馬慧君
金屬加工(熱加工) 2021年10期
關鍵詞:工藝
周冠男,薛麗媛,董文啟,任慧嬌,馬慧君
中國航發沈陽黎明航空發動機有限責任公司 遼寧沈陽 110043
1 序言
TC4是一種中等強度的α-β型兩相鈦合金(含6%α穩定元素Al和4%β穩定元素V),具有優異的綜合性能,可在400℃下長時間工作,被廣泛用于航空航天,尤其是航空發動機領域[1]。由于其具有良好的工藝塑性和超塑性,適用于各種壓力加工成形,因此現有航空發動機外部支架零件均采用TC4合金制備。為進一步滿足新一代航空發動機減重提質的需求,對于支架零件結構設計,也向鏤空、拓撲等極限輕量化方向開展,這對傳統制造技術提出了挑戰。
激光選區熔化成形技術(SLM)作為新型制造技術,相較傳統鍛造、鑄造技術,有著具備成形空間任意結構、快速、高性能的優勢[2-5],雖然國內外對TC4合金激光選區熔化技術作了一定的研究,但都不系統,僅具有一定的借鑒意義。本文通過選取典型結構支架零件,開展激光選區熔化成形工藝研究,并對TC4合金激光選區熔化成形組織及性能進行分析,驗證了支架零件采用激光選區熔化成形技術的可行性。
2 試驗材料及方法
2.1 試驗用原材料
基于激光選區熔化成形工藝原理,試驗采用的原材料為超細TC4合金粉末(粒度組成為15~63μm),該粉末是利用電極感應氣體霧化(EIGA)工藝獲取。化學成分見表1,粉末顆粒形貌如圖1所示,粉末外觀呈銀灰色,未出現明顯氧化色的顆粒,球形度較好,視場內未見空心粉,僅存在少量的衛星粉。

表1 TC4合金粉末和隨艙試棒化學成分(質量分數) (%)

圖1 TC4合金粉末掃描電鏡照片
2.2 試驗用設備
試驗設備采用鑫精合激光科技發展(北京)有限公司自主研制的TSC-X350C激光選區熔化成形設備,該設備是鑫精合公司第三代產品,經改進后設備相對穩定,其實際成形尺寸為250mm×250mm×280mm(長×寬×高),設備激光采用IPG公司500W光纖激光器,掃描振鏡系統采用ScanLab公司的高精度三軸掃描振鏡,成形室采用雙缸體下送粉機構,設備外觀如圖2所示。

圖2 激光選區熔化成形設備照片
為保證項目研究順利開展,重新更換了新的濾芯,并將設備進行了嚴格的清理,盡可能地保證了設備成形室和內部管路的潔凈。考慮到鈦合金為活性金屬,該設備使用的惰性氣體為高純氬(氬氣純度≥99.999%,滿足GB/T 4842—2017《氬》的要求)。
2.3 工藝方法
(1)工藝參數 激光選區熔化成形工藝參數主要包括激光功率、鋪粉層厚、填充方式和掃描策略[6],經參數優化后,本試驗采用的具體工藝參數見表2。依據此工藝參數成形支架零件及隨艙試棒,其中隨艙試棒主要用于理化及力學性能分析。

表2 TC4合金激光選區熔化成形工藝參數
(2)支撐結構設計 為減小成形應力,保證成形質量及精度,總結前期多次迭代試驗經驗。本試驗中采用兩種支撐結構混合添加的方式進行,如圖3所示。其中,圖3中黃色部分為實體支撐、藍色部分為網格支撐。該支撐結構設計原理如下:實體支撐一般采用與主體零件相同的工藝參數制造,該結構主要對零件的變形控制發揮主導作用,用于零件在激光選區熔化成形過程中整體的剛性支撐,需要后序采用線切割、砂輪切割等機械加工的方式去除;網格支撐一般采用較低的激光能量對粉末進行燒結,使粉末呈現半熔融狀態,未達到完全的冶金結合,其在激光選區熔化成形后強度較低、脆性較大,易于后期去除(一般采用手工鉗修即可,去除難度較低)。網格支撐主要作用為承托零件實體上懸空部位,如在無支撐狀態下,粉末燒結過程中會出現塌陷、破碎等情況,導致激光選區熔化成形過程終止或失敗,同時該結構有一定的控制變形的作用,對于抑制局部變形有顯著效果。
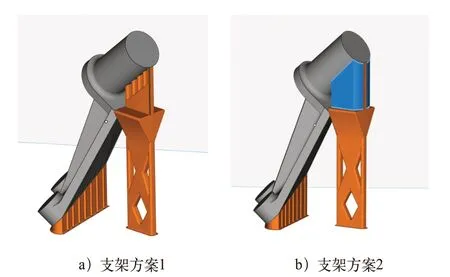
圖3 支架零件模型支撐添加方案
本試驗中為了進一步減少激光選區熔化成形過程中應力的累積,對實體支撐進行拓撲優化,添加了鏤空、柵格等特殊結構,在保證實體支撐對零件有足夠的承托和抗變形能力的基礎上,實現實體支撐體積的最小化。該結構不但可以顯著減少應力,而且能在一定程度上縮短制造時間、節約成本。
(3)熱處理 本試驗參考GJB 3763A—2004《鈦及鈦合金熱處理》推薦退火參數范圍(700~850℃保溫60~12min,空冷或更慢)內選取兩種退火工藝進行試驗驗證,分別為750℃退火和800℃退火,并采用真空爐進行熱處理,具體熱處理工藝如下。
1)750℃退火工藝:以10℃/min升溫至750℃,保溫135min,保溫結束后隨爐冷至500℃充氬氣0.2MPa,再冷至80℃以下出爐。
2)800℃退火工藝:以10℃/min升溫至800℃,保溫135min,保溫結束后隨爐冷至500℃充氬氣0.2MPa,再冷至80℃以下出爐。
很長一段日子里,我們沒有在一起玩。轉眼到了秋季,在一個秋風瑟瑟的夜晚,你打電話約我到老地方見面。當我來到時,見你靠在一棵梧桐樹下,雙眼垂著淚水,仿佛心里有千言萬語要對我說。我走到你身邊時,你抱著我親了下我的額頭,苦笑著對我說:“我要回老家了!我知道你的愛情故事很感人,可惜我不是她,無法與你共度一生!”說完轉身三步一回頭地離我而去。
2.4 理化性能及力學性能檢測
檢測試棒的取樣規則如圖4所示,由圖中可以看出,激光選區熔化成形制件生長方向為縱向(Z向),垂直于生長方向為橫向(X、Y向),本試驗中僅對橫向和縱向兩個成形方向的性能作對比分析。

圖4 力學性能試樣取樣方向
利用萬能拉伸試驗機對試樣進行室溫拉伸性能、高溫拉伸性能和高溫持久性能測試;利用化學成分檢測儀進行化學成分測試;利用金相顯微鏡對腐蝕后的金相試塊進行高倍和低倍觀察,金相腐蝕劑采用凱勒試劑,其體積配比為VHF:VHNO3:VH2O=1 : 2 : 7。
按GB/T 4698《海綿鈦、鈦及鈦合金化學分析方法》(所有部分)規定,對TC4合金原材料粉末和激光選區熔化成形件隨艙試棒進行化學成分測定;按GB/T 13298—2015《金屬顯微組織檢驗方法》對隨艙制造的金相試塊進行高低倍檢查;按GB/T 228.1—2010《金屬材料拉伸試驗 第1部分:室溫試驗方法》對隨艙制造的力學性能試棒進行室溫拉伸測試;按GB/T 228.2—2015《金屬材料拉伸試驗 第2部分:高溫試驗方法》對隨艙制造的力學性能試棒進行400℃拉伸測試;按GB/T 2039—2012《金屬拉伸蠕變及持久試驗方法》對隨艙制造的力學性能試棒分別進行350℃和400℃持久測試。
3 試驗結果與分析
3.1 成形質量
激光選區熔化成形后的支架零件以及隨艙試棒實物外觀形貌如圖5所示,由圖5可以看出,零件及隨艙試棒成形質量良好,目視檢查后,無可見的裂紋、孔洞、穿透性缺陷及殘留粉末,支撐結構未見裂紋、破裂等問題。

圖5 支架零件激光選區熔化成形后實物照片
3.2 化學成分分析
通過對TC4合金原材料粉末和激光選區熔化成形件隨艙試棒進行化學成分測定,其結果見表1。由表1可以看出,Al、V、Fe等主要合金元素含量微量降低,O、N、H等雜質元素含量微量升高。
經分析認為,激光選區熔化工藝過程是由激光作為熱源對金屬粉末進行燒結,當高能激光燒結金屬粉末時,部分熔點低的元素瞬時氣化,產生了一定的揮發,導致Al、V、Fe元素在合金成分中出現含量降低的情況;同時,粉末中的空心粉及微小的粉末間隙存在包裹空氣的可能,雖然粉末置于設備中處于氬氣保護氣氛下,但不能100%規避O2、N2、H2等氣體的影響,同時原材料粉末中也包含一定成分比例的O、N、H等雜質元素,且鈦合金作為活性金屬,極易與O2、N2、H2等氣體發生反應,在激光作用的激烈熔池反應過程中吸收O、N、H等雜質元素,最終導致了O、N、H等雜質元素含量升高的情況。
3.3 顯微組織分析
通過對隨艙制造的金相試塊進行高低倍檢查,其金相照片如圖6所示。由圖6可以看出,兩塊金相試塊分別為750℃熱處理試塊和800℃熱處理試塊,其中750℃熱處理試塊有2處孔洞缺陷,未見裂紋、未熔合等線性缺陷;800℃熱處理試樣未見孔洞、裂紋、未熔合等線性缺陷。通過對750℃熱處理試塊中孔洞缺陷進行尺寸測量,其圓形缺陷尺寸直徑約為0.1mm,長形缺陷沿長方向長度值約為0.4mm,其成形件致密度必然不能達到100%,存在一定氣孔缺陷屬于正常情況。

圖6 金相試塊照片
TC4屬于α+β型T鈦合金,其性能與組織結構密切相關。密排六方結構的α相和體心立方結構的β相構成了TC4合金的基本相,兩相的比例、形狀和尺寸直接決定著TC4合金的力學性能。TC4合金沉積態微觀組織形貌主要取決于成形工藝過程中的冷卻速率,冷卻速率越高,組織越細化,其一般是由分布均勻的針狀α′馬氏體和少量β相組成,隨著對其進行退火熱處理,其微觀組織逐漸轉變為α+β混合組織,其微觀形貌呈現不同取向相互交叉的α板條與板條間β相組成,但尚未形成清晰的交錯編織排列的網籃狀組織,這是由于退火溫度低于β相轉變溫度和再結晶溫度,在退火過程中β→α相擴散轉變較慢,當退火時間較短時,整體組織變化不會太大,僅是針狀α相的體積分數有所增加,α相板條馬氏體發生一定的粗化[7]。
3.4 力學性能分析
(1)室溫拉伸 通過對隨艙制造的力學性能試棒進行室溫拉伸測試,其結果如圖7、圖8所示。與GJB 2744A—2007《航空用鈦及鈦合金鍛件規范》中TC4鈦合金鍛件標準中規定值相比可以看出,無論在750℃退火工藝下的試棒性能,還是800℃退火工藝的試棒性能,均高于材料標準的下限值,且伸長率和斷面收縮率均遠高于材料標準。

圖7 室溫抗拉強度對比

圖8 室溫伸長率對比
從兩種退火工藝下試棒性能結果相比可以看出,成形方向無論縱向還是橫向,其結果差異不大,750℃退火工藝下的試棒抗拉強度有所提高,而伸長率稍有下降。經分析認為,激光選區熔化沉積態組織中針狀α′馬氏體在加熱時會發生分解,其亞穩態α′組織通過形核和長大過程分解,轉變為粗化的(α+β)相,隨著退火溫度的升高,其粗化的(α+β)相逐漸增多,對塑性的損傷作用減弱;同時,Al和O等強化元素富集在α相中,β轉變相的強度會低于α相的強度,隨著熱處理溫度升高,β相的含量逐漸增多,因此最終試件的強度降低而塑性顯著提高[8]。
(2)高溫拉伸 通過對隨艙制造的力學性能試棒進行400℃拉伸測試,其結果如圖9、圖10所示。與GJB 2744A—2007《航空用鈦及鈦合金鍛件規范》中TC4鈦合金鍛件標準中規定值相比可以看出,無論在750℃退火工藝下的試棒性能,還是800℃退火工藝的試棒性能,均高于材料標準的下限值,且伸長率和斷面收縮率均高于材料標準;從兩種熱處理工藝下試棒性能結果相比可以看出,成形方向無論縱向還是橫向,其結果基本相當,未見明細差異,僅其縱向試棒的屈服強度相比橫向試棒有所降低。

圖9 高溫抗拉強度對比

圖10 高溫伸長率對比
(3)高溫持久性能 通過對隨艙制造的力學性能試棒分別進行350℃和400℃持久性能測試,其結果見表3。試驗初期采用350℃、490MPa的條件進行測試,從測試結果可以看出,試棒在100h后未發生斷裂,能夠達到要求。隨后,決定按GJB 2744A—2007《航空用鈦及鈦合金鍛件規范》規定測試條件(400℃、570MPa)進行試驗。從試驗結果可以看出,750℃熱處理的試棒其測試100h后未發生斷裂,能夠達到GJB 2744A—2007《航空用鈦及鈦合金鍛件規范》中TC4鈦合金鍛件標準要求。

表3 高溫持久力學性能對比
4 結束語
1)采用激光選區熔化工藝能夠實現航空發動機TC4合金支架零件的直接成形,成形效果良好。
2)采用“實體支撐+網格支撐”兩種支撐結構混合添加的方式,能夠有效地減少成形過程中的應力,達到控制變形的目的。
3)TC4合金激光選區熔化成形過程中,由于元素燒損會導致Al、V、Fe等主要合金元素含量微量降低,另外加上粉末中的空心粉及微小的粉末間隙存在包裹空氣的現象,因此會導致O、N、H等雜質元素含量微量升高的情況。
4)TC4合金激光選區熔化成形試棒的室溫拉伸、高溫拉伸和持久性能,均能達到鍛件材料標準下限值的要求,能夠滿足零件的性能需要。
5)TC4合金激光選區熔化成形后,在750℃和800℃退火工藝下試棒的室溫拉伸、高溫拉伸和持久性能并無顯著差異,750℃退火工藝在室溫拉伸性能試驗中,抗拉強度較高,而塑性略低。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
