
國(guó)產(chǎn)碳錳低溫鋼在VLGC上的工程化應(yīng)用
2021-10-29 08:14:34趙立剛王鵬飛張梓孝高米光
金屬加工(熱加工) 2021年10期
趙立剛,王鵬飛,張梓孝,高米光
江南造船有限責(zé)任公司 上海 201913
1 序言
我公司建造的8.4萬(wàn)m3和8.6萬(wàn)m3全冷式液化氣船(Very Large Gas Carrier,VLGC)是一種高技術(shù)、高附加值船舶,主要運(yùn)輸丙烷、丁烷、乙烯等液化石油氣及液氨,如圖1所示。VLGC的設(shè)計(jì)、建造之前一直被日本、韓國(guó)少數(shù)船廠壟斷,我公司經(jīng)過(guò)多年努力,成功研發(fā)、設(shè)計(jì)、承接建造并順利交付近30條該類(lèi)型船舶。

圖1 VLGC實(shí)船
VLGC包含4個(gè)Type-A獨(dú)立菱形液艙(設(shè)計(jì)溫度為-52℃)和次屏蔽兩部分低溫鋼結(jié)構(gòu)(低溫鋼LR牌號(hào):LT-FH32,滿足-60℃低溫沖擊要求),如圖2橫剖面示意。單船低溫鋼結(jié)構(gòu)重量約1萬(wàn)t,一直由日本JFE供貨,隨著我公司建造和新接VLGC數(shù)量的不斷增加,如果僅日本JFE一家鋼廠供應(yīng)該碳錳低溫鋼,則后續(xù)新船訂單在采購(gòu)成本和供貨周期均難以掌控。因此,我公司聯(lián)合國(guó)內(nèi)鋼廠共同開(kāi)發(fā)研制,并結(jié)合LR船級(jí)社規(guī)范[1]和建造特點(diǎn),對(duì)試制的首批國(guó)產(chǎn)碳錳低溫鋼進(jìn)行材料檢測(cè)、焊接等生產(chǎn)工藝試驗(yàn)研究,不僅檢測(cè)了國(guó)產(chǎn)低溫鋼化學(xué)成分、力學(xué)性能等基本特性,而且針對(duì)液艙-52℃的設(shè)計(jì)溫度要求,開(kāi)展了母材韌脆轉(zhuǎn)變溫度和焊接接頭低溫韌性的系統(tǒng)測(cè)試。同時(shí)通過(guò)大量試驗(yàn)掌握了國(guó)產(chǎn)低溫鋼的焊接及火工加工工藝要求,特別是其火工加熱和水冷溫度的控制范圍,有效地指導(dǎo)國(guó)產(chǎn)低溫鋼的實(shí)船生產(chǎn)應(yīng)用。
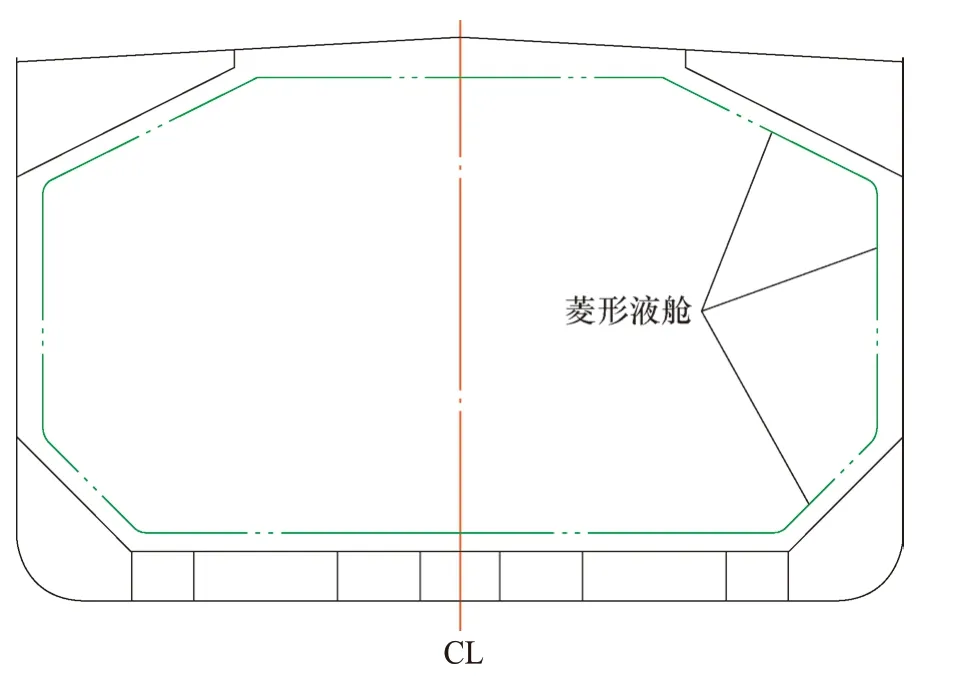
圖2 VLGC中橫剖面
2 國(guó)產(chǎn)碳錳低溫鋼復(fù)驗(yàn)與工藝試驗(yàn)
為保證后續(xù)VLGC系列船液艙和次屏蔽在今后運(yùn)營(yíng)期間液貨運(yùn)載的安全性,同時(shí)為液艙及次屏蔽建造提供合適的生產(chǎn)施工工藝,需對(duì)首次工程化應(yīng)用的國(guó)產(chǎn)碳錳低溫鋼進(jìn)行全面詳細(xì)的材料檢測(cè)和工藝試驗(yàn)。根據(jù)結(jié)構(gòu)設(shè)計(jì)和實(shí)際生產(chǎn)建造需求,選取板厚分別為10mm、14mm、28mm、34mm4種規(guī)格的低溫鋼樣板,進(jìn)行母材成分和性能復(fù)驗(yàn)、焊接工藝試驗(yàn)和接頭性能檢測(cè)、火工試驗(yàn)研究。
2.1 母材復(fù)驗(yàn)
根據(jù)LR規(guī)范要求,LT-FH32碳錳低溫鋼的化學(xué)成分及力學(xué)性能標(biāo)準(zhǔn)要求見(jiàn)表1和表2,其供貨狀態(tài)為T(mén)MCP,室溫組織為鐵素體+珠光體。

表1 LT-FH32碳錳低溫鋼化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)

表2 LT-FH32碳錳低溫鋼力學(xué)性能
對(duì)鋼廠提供的低溫鋼樣板(LT-FH32)進(jìn)行化學(xué)成分和力學(xué)性能檢測(cè),以了解其母材性能。
(1)化學(xué)成分 經(jīng)檢測(cè),復(fù)驗(yàn)樣板的C、Mn、Si、S、P、Ni等元素含量均滿足LR規(guī)范要求,見(jiàn)表3。

表3 LT-FH32碳錳低溫鋼化學(xué)成分
(2)力學(xué)性能 對(duì)樣板進(jìn)行橫向力學(xué)性能檢測(cè),結(jié)果均滿足LR規(guī)范要求,見(jiàn)表4。
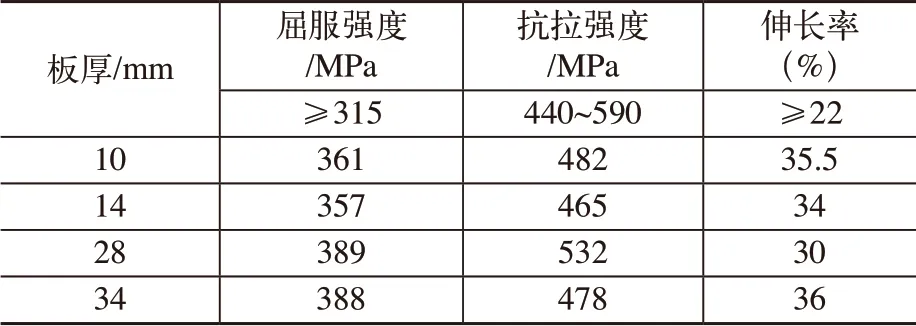
表4 拉伸力學(xué)性能
對(duì)復(fù)驗(yàn)樣板進(jìn)行一組3個(gè)低溫沖擊,沖擊溫度從-60~-100℃,每5℃進(jìn)行一組沖擊,以了解其耐低溫性能,結(jié)果見(jiàn)表5,其韌脆轉(zhuǎn)變曲線如圖3所示。
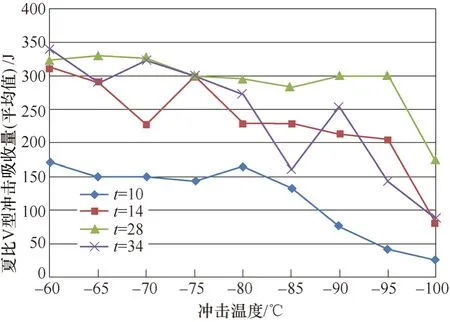
圖3 國(guó)產(chǎn)低溫鋼韌脆轉(zhuǎn)變曲線
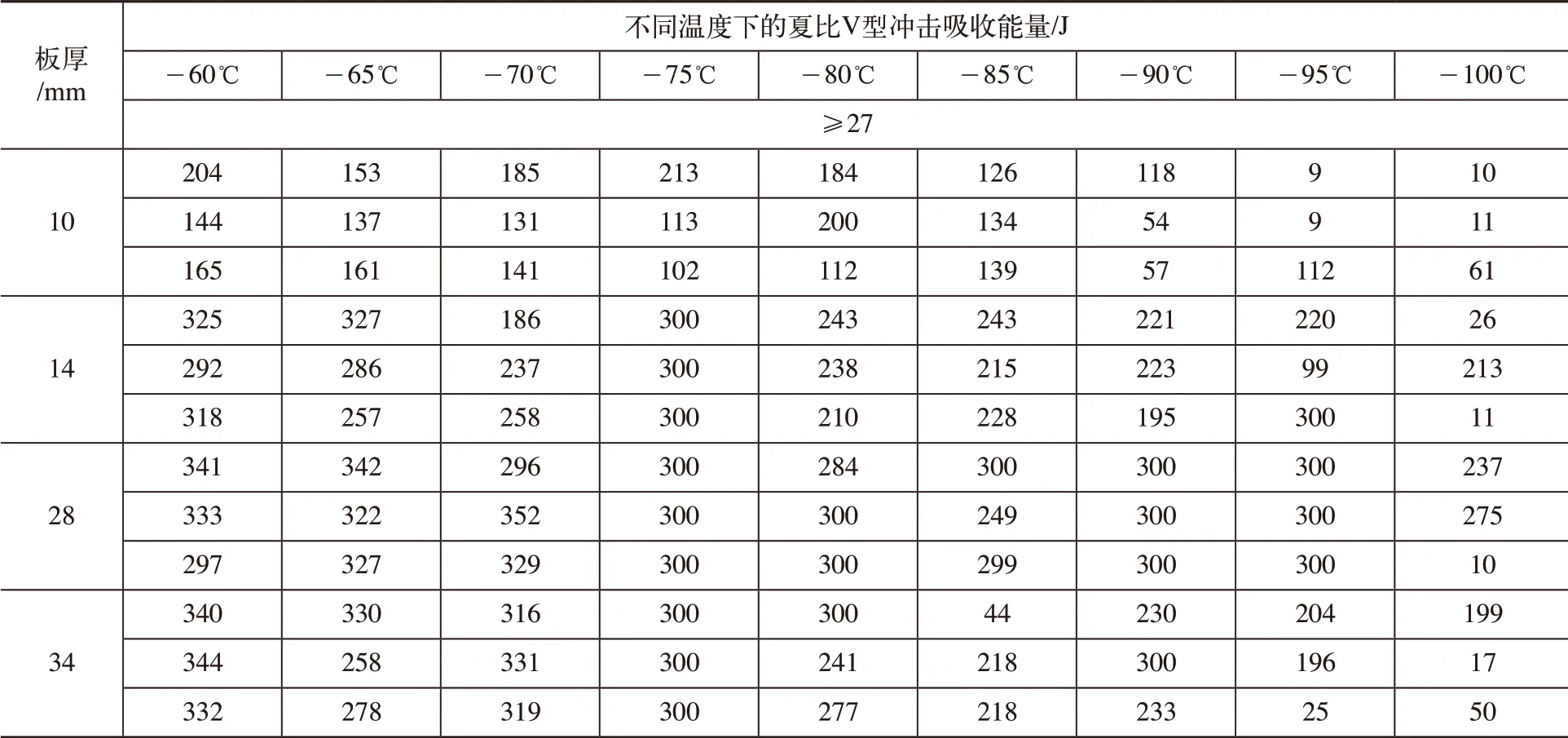
表5 低溫沖擊力學(xué)性能
樣板-60℃低溫沖擊韌度復(fù)驗(yàn)結(jié)果滿足LR規(guī)范要求,通過(guò)不同溫度下的沖擊結(jié)果及韌脆轉(zhuǎn)變曲線可以看出,該國(guó)產(chǎn)低溫鋼在-90~-95℃時(shí),低溫沖擊韌度變得不穩(wěn)定,并明顯下降趨勢(shì),但可遠(yuǎn)遠(yuǎn)滿足液艙-52℃的設(shè)計(jì)溫度要求,可保證交船后液貨運(yùn)營(yíng)過(guò)程中的安全性。
2.2 焊接工藝試驗(yàn)
為驗(yàn)證和評(píng)估國(guó)產(chǎn)低溫鋼對(duì)現(xiàn)場(chǎng)焊接生產(chǎn)的適應(yīng)性,保證焊接接頭有良好的性能,采用公司現(xiàn)行的焊接方法、焊接材料、焊接工藝進(jìn)行焊接試驗(yàn),主要包含焊條電弧焊、CO2氣體保護(hù)焊、埋弧焊。
(1)焊接工藝試驗(yàn)項(xiàng)目及焊接材料 焊接工藝試驗(yàn)項(xiàng)目見(jiàn)表6,焊接材料選用目前實(shí)船建造中所用的焊接材料型號(hào)、規(guī)格。焊條為φ3.2mm和φ4mm的S-7016.LS;CO2焊絲為φ1.2mm的Supercored 81-K2,襯墊為JN-401-3D;埋弧焊焊絲為φ4mm和φ4.8mm的A-3,焊劑為S-787TB。

表6 國(guó)產(chǎn)低溫鋼焊接工藝試驗(yàn)項(xiàng)目
(2)焊接參數(shù) 試驗(yàn)采用的焊接參數(shù)與現(xiàn)場(chǎng)工藝一致,見(jiàn)表7。
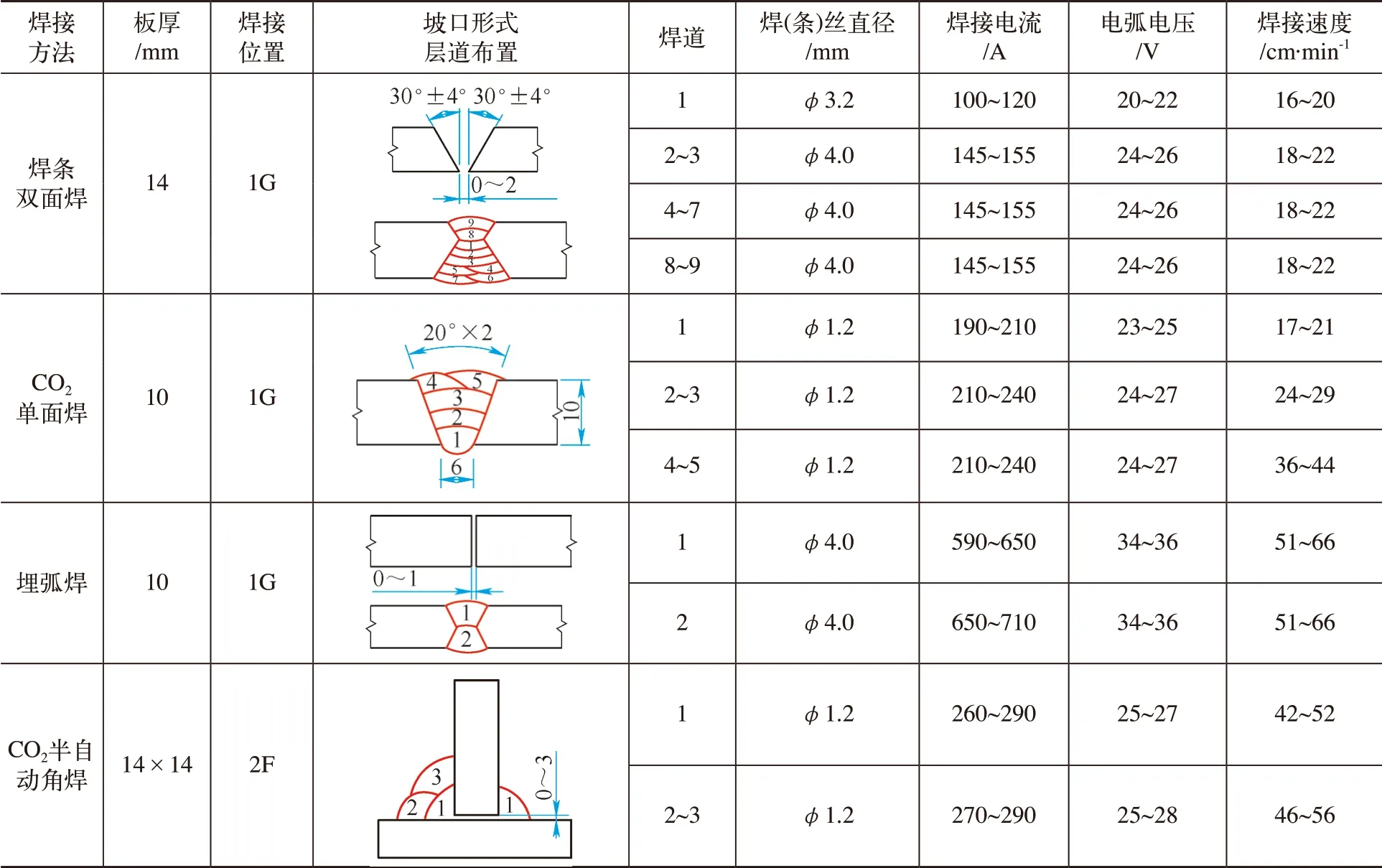
表7 焊接參數(shù)
國(guó)產(chǎn)低溫鋼板進(jìn)行上述焊接工藝試驗(yàn)時(shí),焊接電弧穩(wěn)定,焊縫表面成形良好,試板外觀如圖4所示。
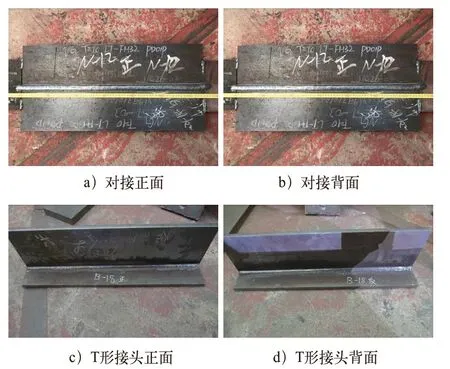
圖4 焊接試板外觀照
(3)無(wú)損檢測(cè) 焊接試板焊后進(jìn)行PT、RT檢測(cè),均檢測(cè)合格,未發(fā)現(xiàn)氣孔、裂紋、未熔合等缺陷。
(4)焊接接頭力學(xué)性能 焊接試板的接頭力學(xué)性能測(cè)試結(jié)果見(jiàn)表8。
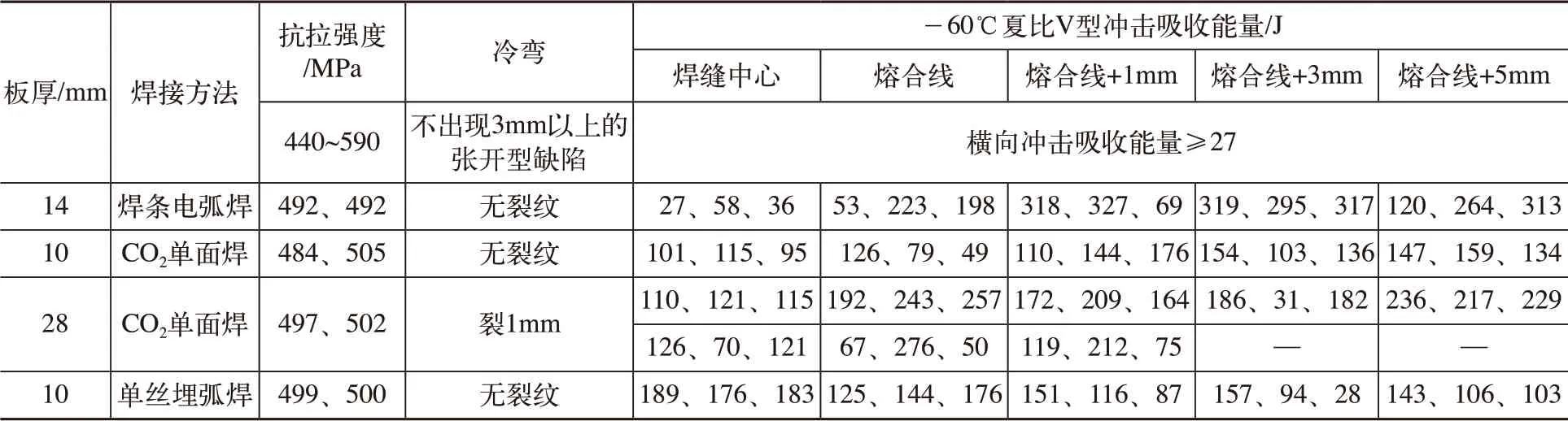
表8 對(duì)接焊試板力學(xué)性能
試驗(yàn)結(jié)果顯示:焊條電弧焊、CO2氣體保護(hù)焊、埋弧焊等對(duì)接焊試板接頭的強(qiáng)度、塑性、低溫沖擊韌度檢測(cè)結(jié)果均合格,滿足規(guī)范要求。
(5)金相檢測(cè) 焊接試板接頭(含對(duì)接和角接)按規(guī)范要求進(jìn)行宏觀及微觀金相組織檢測(cè),如圖5、圖6所示。
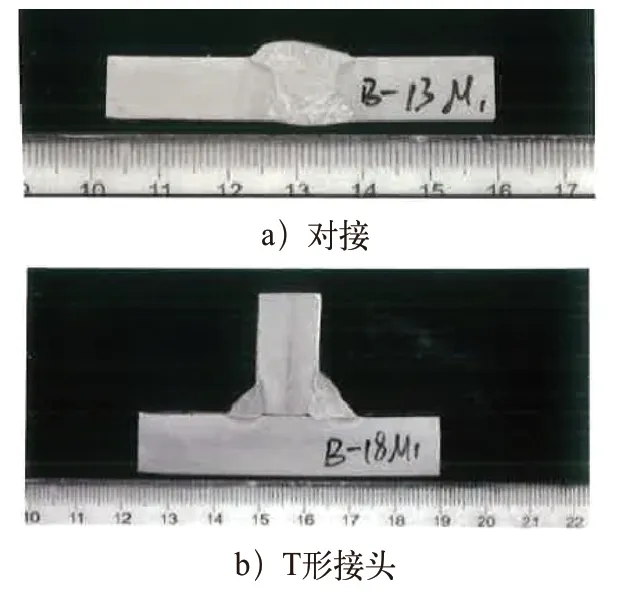
圖5 焊接試板接頭宏觀金相照片

圖6 焊接試板接頭微觀組織
宏觀金相照片顯示:焊縫及熱影響區(qū)均未發(fā)現(xiàn)裂紋及未熔合等缺陷;微觀組織顯示:焊縫及粗晶區(qū)主要金相組織為貝氏體+鐵素體,細(xì)晶區(qū)及臨近母材金相組織為鐵素體+珠光體。
2.3 火工工藝試驗(yàn)
VLGC液艙及次屏蔽制造過(guò)程中部分零件、結(jié)構(gòu)需水火加工、矯正變形,對(duì)國(guó)產(chǎn)低溫鋼板進(jìn)行火工試驗(yàn),驗(yàn)證火工后母材性能是否仍滿足規(guī)范要求。
(1)火工試驗(yàn)項(xiàng)目及方法 根據(jù)公司火工工藝標(biāo)準(zhǔn)[2],選用14mm厚的樣板進(jìn)行火工工藝試驗(yàn),試驗(yàn)項(xiàng)目見(jiàn)表9。
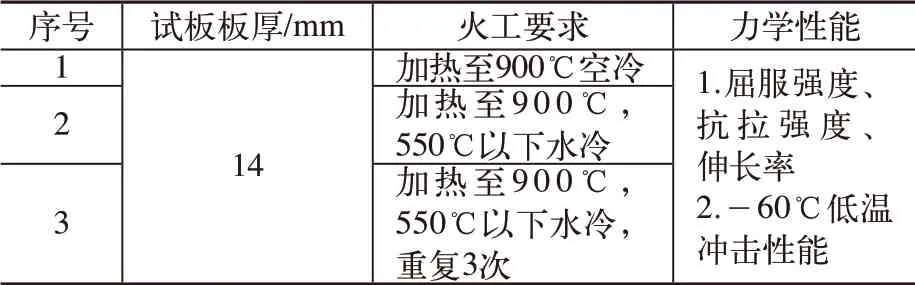
表9 國(guó)產(chǎn)低溫鋼樣板火工試驗(yàn)項(xiàng)目
試驗(yàn)方法:采用氧丙烷火焰對(duì)試板進(jìn)行線狀加熱(適當(dāng)橫向擺動(dòng)),沿試板軋制方向烘烤出寬約50mm的火工加熱帶,水冷時(shí)注意入水溫度和水火槍的控制。試驗(yàn)時(shí)采用遠(yuǎn)紅外測(cè)溫儀進(jìn)行加熱和水冷溫度測(cè)量。
(2)火工試驗(yàn)過(guò)程 火工試驗(yàn)時(shí),預(yù)先在試板中央沿軋制方向標(biāo)記出50mm加熱帶,由現(xiàn)場(chǎng)火工工人采用氧丙烷火焰(調(diào)至中性焰)進(jìn)行加熱,加熱焰嘴2#達(dá)到900℃左右,然后空冷至室溫或空冷至550℃后澆水冷卻。澆水時(shí)嚴(yán)格注意水火槍的控制,避免水流流向前面尚未冷卻至550℃的加熱部位,加熱和水冷溫度的測(cè)定采用遠(yuǎn)紅外測(cè)溫儀。火工試驗(yàn)及試板情況如圖7所示。
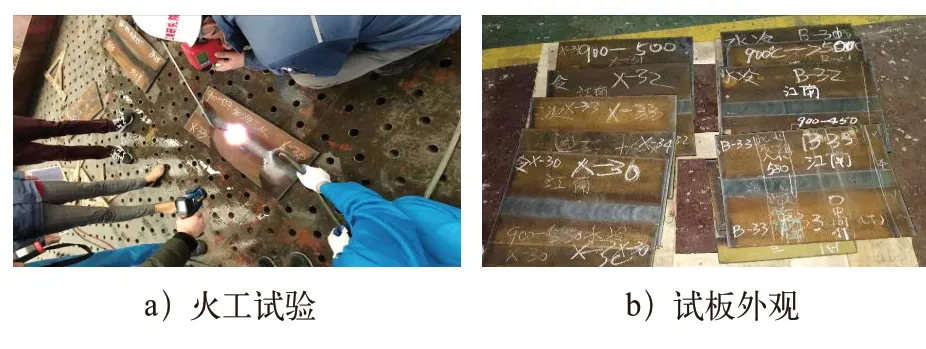
圖7 火工試驗(yàn)及試板外觀
(3)火工區(qū)域力學(xué)性能檢測(cè) 對(duì)火工試板50mm加熱帶取樣進(jìn)行強(qiáng)度、伸長(zhǎng)率、低溫韌性等力學(xué)性能檢測(cè),結(jié)果見(jiàn)表10。
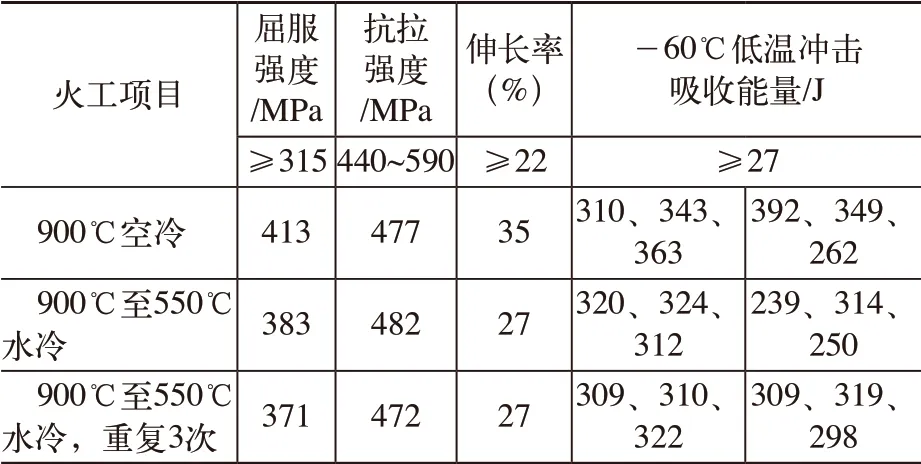
表10 火工試板力學(xué)性能
火工試驗(yàn)加熱帶母材的強(qiáng)度、伸長(zhǎng)率、低溫韌性等性能均符合規(guī)范要求,表明國(guó)產(chǎn)碳錳低溫鋼可滿足現(xiàn)場(chǎng)火工加熱至900℃空冷或550℃以下水冷的火工工藝要求。
(4)金相檢測(cè) 對(duì)火工區(qū)域進(jìn)行微觀金相組織檢測(cè),其微觀組織仍為鐵素體+珠光體,相較原始母材,組織變的粗大,珠光體量相對(duì)減少,如圖8所示。
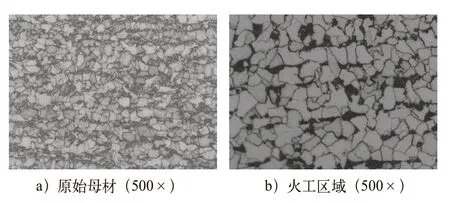
圖8 火工區(qū)域微觀組織比較
火工加熱區(qū)域的金相組織說(shuō)明,國(guó)產(chǎn)碳錳低溫鋼在火工加熱至900℃左右轉(zhuǎn)變?yōu)閵W氏體,在空冷或冷卻至550℃左右水冷的情況下,仍可保證轉(zhuǎn)變后的室溫組織為鐵素體+珠光體,使火工區(qū)域的鋼板強(qiáng)度、低溫沖擊韌度等力學(xué)性能得到保證。但同時(shí)加熱的溫度也不宜過(guò)高,高溫停留時(shí)間不宜過(guò)長(zhǎng),以防止轉(zhuǎn)變后的組織、晶粒度粗大,影響沖擊性能。
3 實(shí)船應(yīng)用
在對(duì)國(guó)產(chǎn)碳錳低溫鋼進(jìn)行材料復(fù)驗(yàn)及焊接、冷熱加工工藝試驗(yàn)的基礎(chǔ)上,經(jīng)與LR驗(yàn)船師溝通,完成了國(guó)產(chǎn)低溫鋼的焊接工藝評(píng)定試驗(yàn)。此外,結(jié)合生產(chǎn)需求,編制國(guó)產(chǎn)低溫鋼焊接工藝和國(guó)產(chǎn)低溫鋼火工工藝,用以指導(dǎo)實(shí)船建造生產(chǎn)。公司首條采用國(guó)產(chǎn)低溫鋼建造的8.4萬(wàn)m3VLGC,4個(gè)液艙及次屏蔽結(jié)構(gòu)的焊接生產(chǎn)進(jìn)展順利,RT拍片19459張,一次合格19224張,一次合格率98.79%;MT抽查332m,一次合格率100%。
4 結(jié)束語(yǔ)
圍繞國(guó)產(chǎn)碳錳低溫鋼在VLGC產(chǎn)品的工程化應(yīng)用開(kāi)展的材料復(fù)驗(yàn)、工藝試驗(yàn)研究,并結(jié)合試驗(yàn)結(jié)果制訂焊接及冷熱加工工藝用于指導(dǎo)生產(chǎn),得出以下結(jié)論。
1)與鋼廠聯(lián)合研制的國(guó)產(chǎn)碳錳低溫鋼化學(xué)成分、力學(xué)性能符合船級(jí)社規(guī)范要求。
2)國(guó)產(chǎn)碳錳低溫鋼焊接、冷熱加工工藝試驗(yàn)結(jié)果表明,國(guó)產(chǎn)低溫鋼可滿足我公司VLGC系列船現(xiàn)場(chǎng)生產(chǎn)的各種建造要求。
3)國(guó)產(chǎn)碳錳低溫鋼的實(shí)船應(yīng)用,可為船廠單船節(jié)約采購(gòu)成本475萬(wàn)元,供貨周期由進(jìn)口的90天縮短為45天。
4)國(guó)產(chǎn)低溫鋼的實(shí)船應(yīng)用,填補(bǔ)了國(guó)產(chǎn)碳錳低溫鋼在VLGC建造領(lǐng)域的空白,為船廠降本增效的同時(shí),也為國(guó)內(nèi)鋼廠拓展海外市場(chǎng)提供技術(shù)支撐,形成合作雙贏的局面。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
