數控設備綜合效率提升的分析與應用
2021-11-02 01:52:46田東縉宋文
金屬加工(冷加工) 2021年10期
田東縉,宋文
中國航發西安動力控制科技有限公司六〇分廠 陜西西安 710077
1 序言
隨著數控技術的廣泛應用,為了更好地保證產品的加工質量和精度,航空企業大量引進數控設備,來保證產品加工的穩定性和可靠性。為了充分釋放數控設備高效加工的特性,各制造企業都在研究如何提升數控設備的產出效率。
航空燃油加力泵中的箱體類零件具有形狀復雜、加工周期長等特點,隨著型號任務的增加,其產值占比越來越高。為了避免丟失訂單,我分廠不斷提高數控設備加工效率,以保證產品加工的質量和穩定性,降低內部損失和縮短機內加工時間,確保數控設備的產出率持續增長,滿足客戶日益增長的需求。
2 問題分析
統計箱體零件加工的重點設備DMU60P、DMU80P連續20個工作日316h的日常工作數據,通過觀察與工作數據同步的視頻,分析停機中的1160條信息,發現影響設備停頓的時間共189.8h,其中停機損失包括換型、測量、生產準備和設備故障等,占總停機損失的60.1%;速度損失包括打點檢查毛坯、測量、吹鋁屑、倒壓板和程序運行等,占停機損失的28.3%;計劃內停機包括保養、交接班和開會生產安排等,占整個停機損失的11.5%。設備停機損失具體數據見表1,設備停機損失分析如圖1所示。
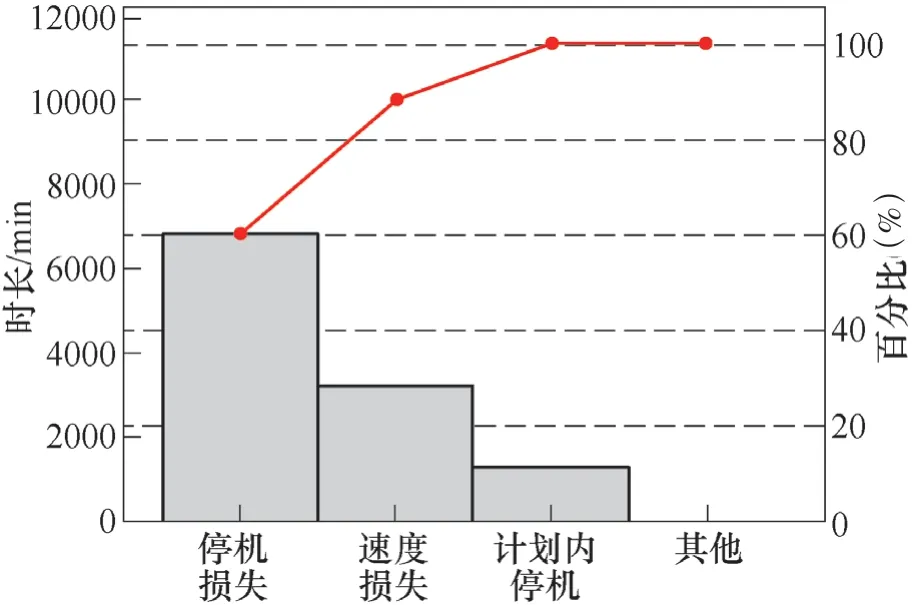
圖1 設備停機損失分析柏拉圖
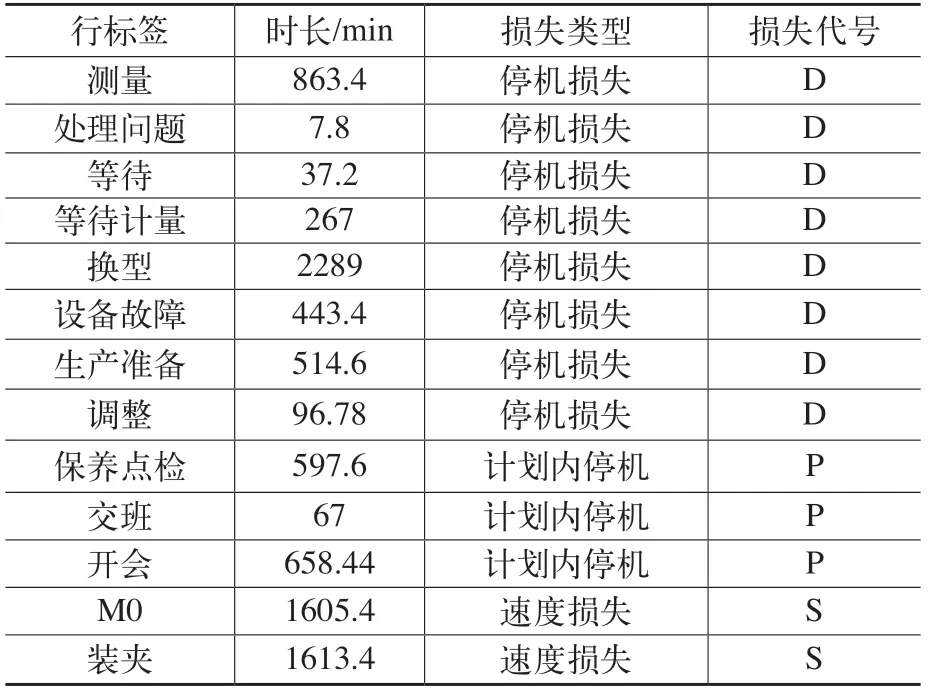
表1 設備停機損失具體數據
3 解決措施
通過以上分析,可知要想提高數控設備的綜合效率,首先必須減少設備的停機時間,其次還需提高主軸的有效使用時間和零件加工時的切削效率,并同時保證產品的合格率,具體實施的方法主要有以下幾個方面 。
3.1 提高設備的有效使用性
(1)減少設備非計劃停機等待時間 箱體類零件具有工序多、加工周期長的特點,復雜箱體的加工工序都在200道以上,加工時,經常會出現工序之間相互干涉而需要停機等待的現象。為了避免這種現象,必須對生產計劃不斷地細化。為此,根據現場的加工狀態,每個星期以班組的形式,提前3天核對和調整生產任務,周計劃安排流程如圖2所示。利用此方法,可以實時細化生產計劃,有效減少非計劃停機現象的發生。
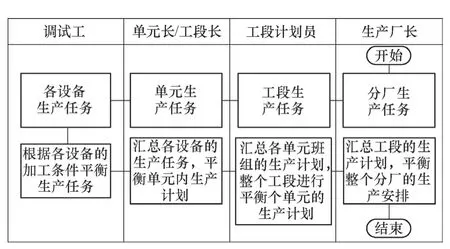
圖2 周計劃安排流程
(2)減少設備故障導致的非計劃停機 設備是零件產出的基礎條件,隨著設備使用年限的延長,會出現不同程度的故障,為了減少故障的發生和降低維修的時間和頻次,與設備部門聯合,定期對數控設備,按照TPM七步法(見圖3)對設備進行保養。從源頭提前對設備進行清理清潔,制定檢查標準,及時預防和杜絕設備的“隱疾”,減少設備故障的發生率,提高了設備運行時間。

圖3 TPM七步法
3.2 減少準備時間
準備時間是指在零件切換過程中,準備夾具、刀具、程序、調試、計量和三檢等所需的時間。這些步驟在切換過程中必須存在,只能降低和減少,不能徹底消除。通過對現場加工過程中進行統計分析,為了減少切換過程中的準備時間,需從以下幾個方面開展工作,減少加工過程中的準備時間。
(1)減少夾具準備時間 夾具是在加工過程中用于零件的定位和裝夾的裝置,可以有效地保證零件裝夾的一致性和加工過程中的穩定性。傳統夾具的專用性強,工序在切換過程中,首先需要對夾具進行壓緊和找正,其次需要保證夾具與程序的高度統一,否則無法進行程序的使用,另外還需考慮夾具的裝夾會不會存在加工的盲區和干涉的現象,這些現象都會導致夾具調整的時間特別長。
為了消除此類現象,通過了解夾具行業的發展方向,結合箱體本身加工的實際狀況,利用零點定位系統,在加工箱體類零件的設備上,配備互換性和通用性強的底座,設定統一的加工零點,確保夾具在切換過程中,實現無差別切換(見圖4),此舉減少了夾具的準備時間,提高了夾具裝夾的準確性。
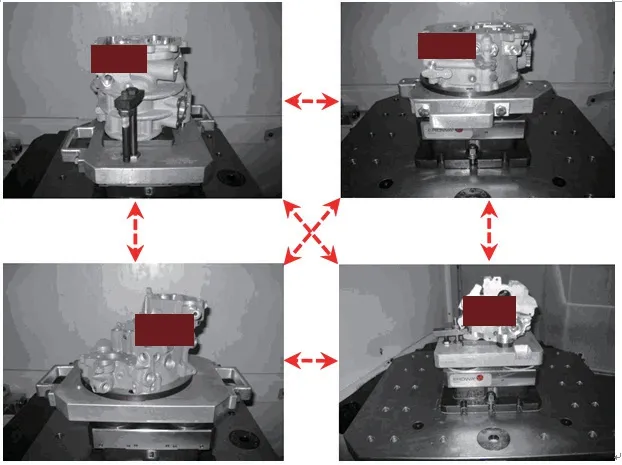
圖4 無差別切換夾具
(2)減少刀具準備時間 刀具是工業的“牙齒”,在加工過程中不可替代。箱體加工主要是孔系加工,由于被加工孔系標準化差,尺寸總會存在一定的差異性,導致所使用的刀具種類多,長短不一,工序在切換過程時,往往由于需要準備大量不同規格的刀具,造成刀具準備時間長,設備長時間停機等待。雖然現階段已經實現刀具配送,但在實際的刀具切換流程中(見圖5),刀具的切換時間占比相當大。據統計,箱體零件在切換過程中,刀具更替所占用的時間約120min。
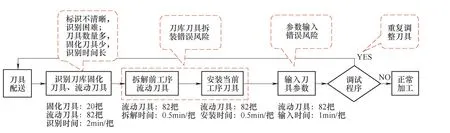
圖5 刀具切換流程(改善前)
刀具切換時間=(流動刀具識別時間+拆解時間+安裝時間+輸入時間)×單工序平均流動刀具數量+重復調整刀具時間 ≈4min×25把+20min≈120 min。
針對切換過程中刀具準備時間長的問題,根據設備所加工零件的工序,首先按照箱體的加工特征,對刀具進行優化選用,其次再根據所使用的刀具種類和使用頻率,將所使用的刀具劃分為I類、II類(I類刀具是指刀具的使用頻率高,通用性強;II類刀具是指刀具的使用頻率低,只適用于當道工序,專用性強),將I類刀具固化在設備中,不用更換,對于II類刀具,在設備旁建立二級刀具庫,并對二級刀具庫中的刀具進行參數標記和壽命管理,刀具在使用時,直接從二級刀具庫進行參數提取和刀具更換。按照改善后的刀具切換流程(見圖6),刀具的替換時間明顯縮減,原來刀具切換需要120min,現階段只需25min。
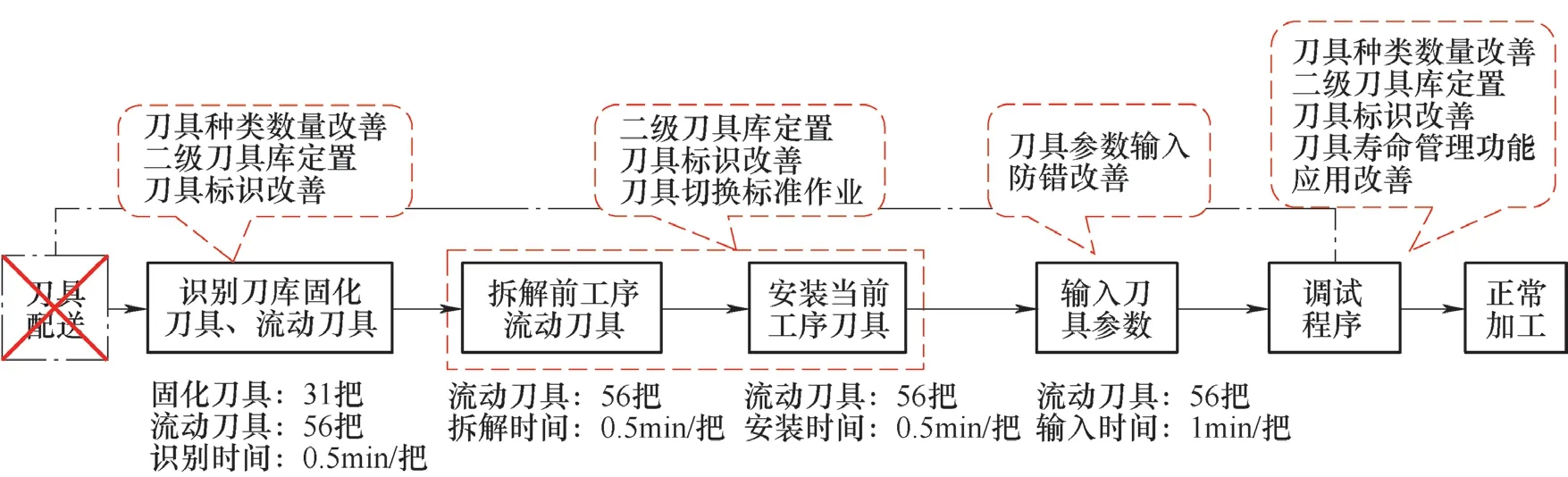
圖6 刀具切換流程(改善后)
工序刀具切換時間=(流動刀具識別時間+拆解時間+安裝時間+輸入時間)×單工序平均流動刀具數量 ≈2.5min×10把≈25min。
(3)減少程序準備時間 程序是控制機床運動軌跡,實現刀具按照軌跡進行切削的代碼。零件在加工過程中,根據工序加工的尺寸要求,選用相應的代碼。箱體加工主要是按照孔徑、位置和形狀等要求,選用不同的代碼進行孔的鉆削、銑削及鏜削加工,保證產品的最終尺寸要求。對于箱體加工而言,常見的加工都是孔系加工,但是由于產品的差異性,每組孔系的尺寸和位置都存在一定的差異,因此,保證程序的準確性對產品的加工質量特別重要。為了減少程序編制、調用和應用的錯誤率,通過對首件加工零件進行全尺寸檢查,檢測合格后,按照程序固化流程(見圖7)對程序進行固化,后續在程序使用時,通過分布式數控網絡(DNC)將程序傳輸到所需要的加工設備上,可減少和消除程序編制的錯誤,提高產品加工的質量。
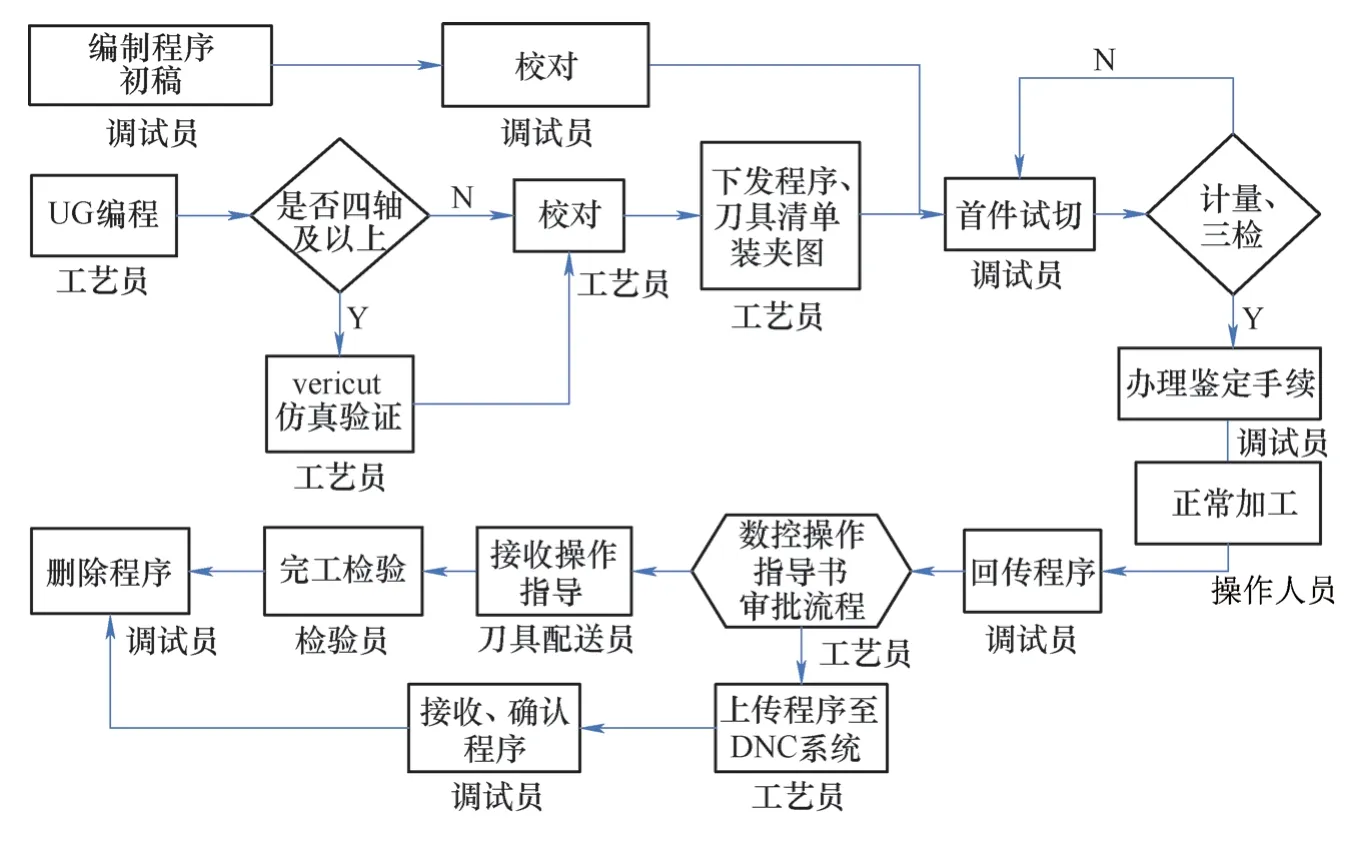
圖7 程序固化流程
(4)減少計量等待時間 計量是檢驗程序正確方法,進行自檢、校檢和專職檢測,三次檢查加工過程中的孔徑、深度、螺紋和形狀等尺寸。箱體零件孔系內容復雜、尺寸多,平均一道工序的檢測尺寸的數量有200~400個,工作量大,測量時間長,且需邊測量邊記錄實際值,容易出現遺漏尺寸的現象,為了性的一種檢測方法,主要用來檢測加工工序中孔的位置和幾何公差。由于箱體零件型面復雜,一次加工孔位較多,特別是帶角度的雙角度斜孔測量時,測量時間長,單工序測量時間240~480min。為了減少工序的測量時間,與檢測人員進行商定,采用零點定位系統,將需要檢測的零件連同托盤一起進行計量,計量人員通過數字化編程的方式,提前編制數字化檢測流程(見圖8)。測量時直接自動檢測加工內容,快速輸出檢測結果,減少計量等待的時間。采用此方法檢測零件的位置及幾何公差,檢測時間縮短為30~60min,檢測時間縮短為原測量時間的12.5%~25%,效率提升4倍以上。
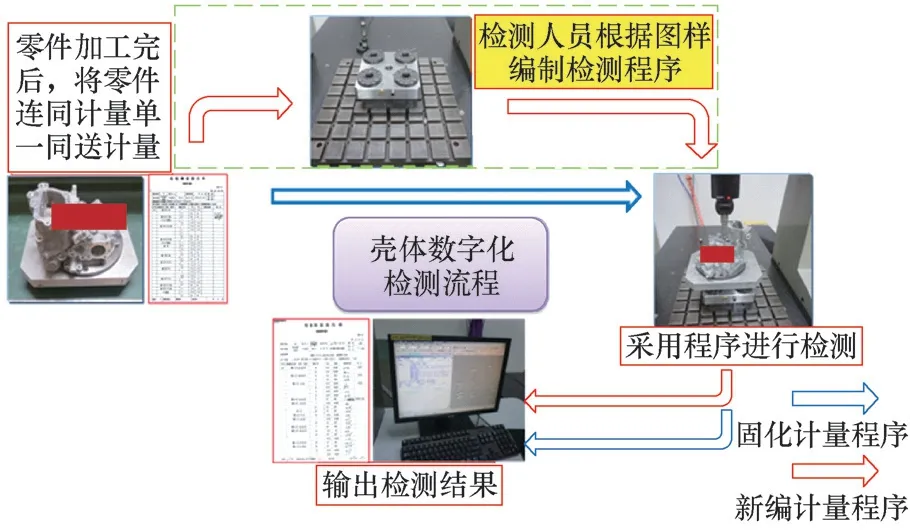
圖8 數字化檢測流程
(5)減少三檢的等待時間 三檢是采用手工的確保測量尺寸的完整性,通過編制電子三檢單(見圖9),固化檢測內容,可以消除尺寸遺漏現象。
3.3 減少切削加工時間
箱體類零件加工可分為粗加工、半精加工和精加工三個階段。據統計,箱體類零件加工中85%以上的加工主要由加工中心完成,隨著產品數量增加,基于現有設備的加工條件和生產能力,根本無法滿足產品增產的需求,究其原因,主要是因為單工序加工時間長,導致零件加工周期長。為了有效提高單工序加工效率,必須縮短零件的單工序切削時間,通過分析數控程序的運行步驟,首先需提高切削參數與刀具的匹配度,其次需減少程序中的空走刀 ,最后需減少加工過程中數控程序中的中斷點(M0),這樣才能保證加工過程的連續性,提高單件零件的加工效率,減少整個批次的加工時間,縮短零件的加工周期,具體操作方法如下。
(1)提高切削參數與刀具的匹配度 數控設備采用的刀具材料一般為硬質合金,硬質合金具有硬度高、剛性好和切削效率高等特點,但在實際切削過程中,卻發現刀具與切削參數的匹配度低,切削效率低,造成產品加工過程中刀具切削過程的浪費,影響產品的產出。為了解決此類問題,根據航空材料的特點,與刀具廠家進行溝通,采用適合加工鋁材料的切削參數,廠家推薦的進給量fz為0.1~0.15mm/z,結合零件的加工方法,建立適合箱體零件的切削參數庫,確保切削參數與刀具的匹配度,保證航空產品的正常產出。
(2)減少程序中的空走刀 分析現有的加工程序,發現數控程序在執行時,空走刀(刀具沿一定的切削軌跡運行完后,回到起始點,進行刀具更換)比較多。空走刀是數控加工過程中必須存在的動作,但會造成一定的動作浪費,常見的有換刀、進退刀、立臥轉換和避讓高點等動作,具體表現形式如下。
1)換刀次數多。箱體類零件主要有孔系、槽、螺紋和型面等加工特征,傳統的加工方法是按照逐個孔系加工的加工方法,逐個調用刀具,中間經常會出現刀具重復調用,造成刀具調用次數多。為解決此類問題,采用一把刀具調出后將所用能加工的部位全部加工,再進行刀具切換的方法。據統計,采用此方法可以減少換刀次數近30%,縮短加工時間10%以上。
2)進退刀距離長。數控程序在編制時,進刀按照快速移動(G0)的速度移動至加工面,再按照某線速度移動(G01)進行零件的加工,退刀是相反的過程。但分析零件的加工程序時發現程序中的進退刀安全距離太長,零件加工中存在移動浪費的現象,經過動作分析判斷后,可以有效縮短安全距離,將安全距離由5~10mm縮短至1~2mm,這樣就可以有效地減少移動浪費,提高零件的加工效率。
3)立臥轉換次數多。箱體零件加工時主要以五軸設備加工為主,加工過程中,由于斜孔系比較多,需要不斷地變化主軸的姿態,而只有在臥式狀態下才能換刀。加工過程中出現立、臥混合的現象,導致轉換次數多而浪費加工時間。為了減少此類現象的發生,根據各工序加工的內容,將立、臥加工內容集中化,先臥式加工再進行立式加工,減少立、臥轉換次數,縮短零件的加工周期。
(3)減少加工程序中的間斷點 加工過程中為了更好地保證零件的位置尺寸,滿足零件裝配的需求,需要在程序中增加孔的位置校正功能,往往需要停機手工找正,找正時間長,停機等待多,造成零件加工時間長的現象。經過分析零件的加工順序,調整零件加工過程中的M0,并通過使用測頭自動找正功能(見圖10),減少程序中的M0,保證零件加工的連續性。
圖10 自動找正
針對以上問題及采取相應的加工對策對加工的箱體零件進行程序優化,完成復雜箱體xxxx.02.001-6、xxxx-220-01、xxxx.02.002-2和xxxx-210-01(分別簡稱為箱體1、箱體2、箱體3和箱體4)中的23道工序的程序優化工作,工序加工時間明顯減少(見圖11)。單工序加工時間平均縮短27.23%,優化后的程序加工效率高,且加工尺寸可靠,質量穩定。
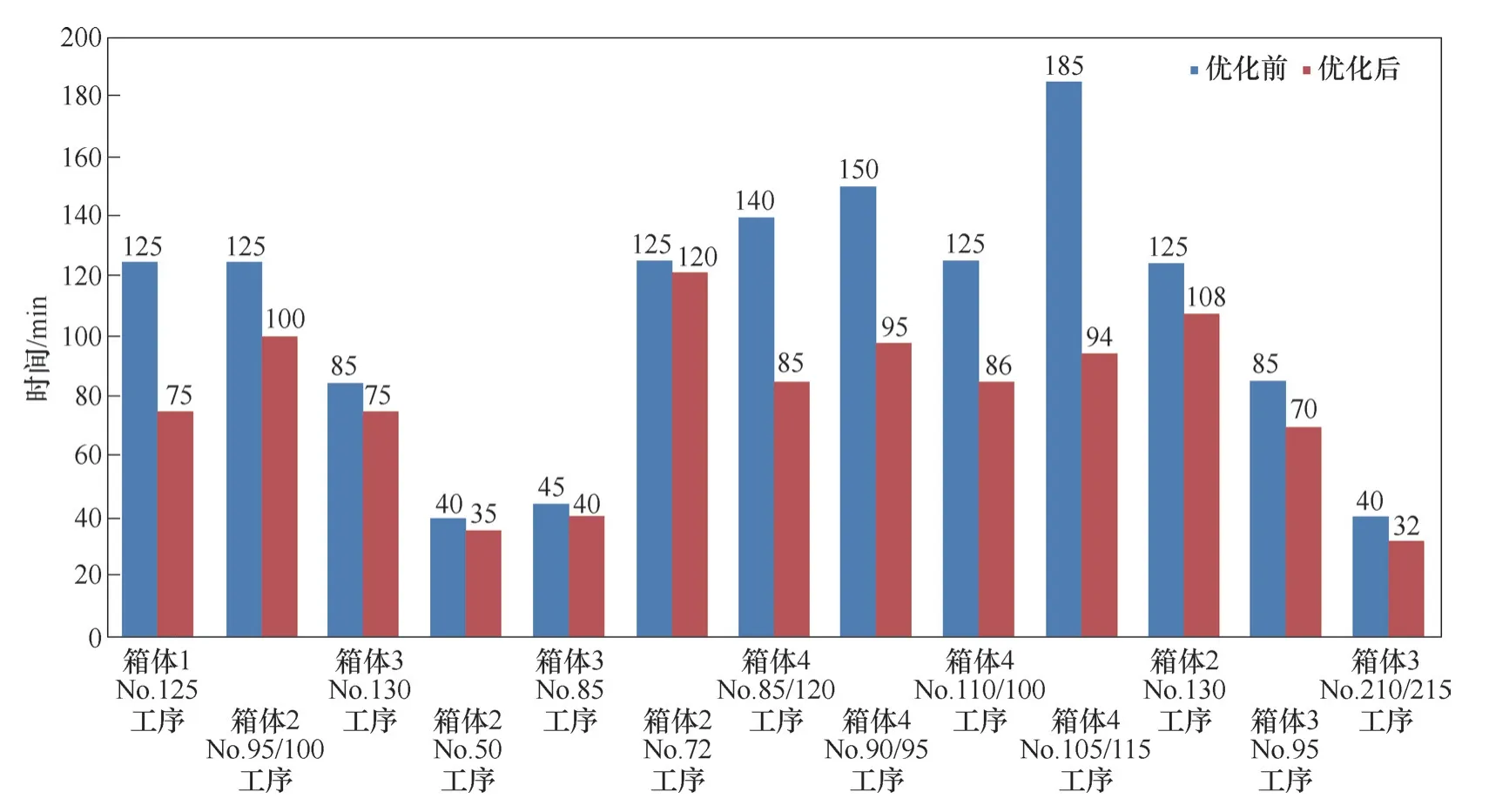
圖11 加工時間對比
4 結束語
通過分析數控設備在加工航空產品箱體類零件加工過程中的速度損失和停機損失,制定改進方案,提高設備的有效使用性,減少準備時間,減少切削加工時間等多種手段,提升箱體類零件的產出率,保證任務的順利完成。從2014年至今,在設備臺數及人員不變的情況下,零件的交付臺數從每年159臺增長至每年285臺,產能提升79.2%。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
人大建設(2019年12期)2019-05-21 02:55:44
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
工業設計(2016年12期)2016-04-16 02:52:00
中國衛生(2015年3期)2015-11-19 02:53:32
設備管理與維修(2015年12期)2015-04-09 06:57:00