一種新型履帶板零件的加工方法
2021-11-02 01:53:02馬小光劉心藜邢程孫超
金屬加工(冷加工) 2021年10期
關(guān)鍵詞:效率
馬小光,劉心藜,邢程,孫超
北京北方車輛集團有限公司 北京 100072
1 序言
履帶是特種裝甲車輛行走機構(gòu)中的重要部分,其中履帶板零件是負重與行走的主要部件,零件生產(chǎn)基數(shù)大,材料去除量大,其加工質(zhì)量直接影響車輛的行駛性能和整條履帶的壽命。某新型號一體結(jié)構(gòu)履帶板(見圖1)具有橫向扭轉(zhuǎn)強度高的特點,可提高履帶在車輛轉(zhuǎn)向時的扭轉(zhuǎn)剛度,以及履帶銷、端聯(lián)器等相關(guān)零件的受力均衡性,減少脫帶現(xiàn)象,并可有效提升整條履帶的使用性能。
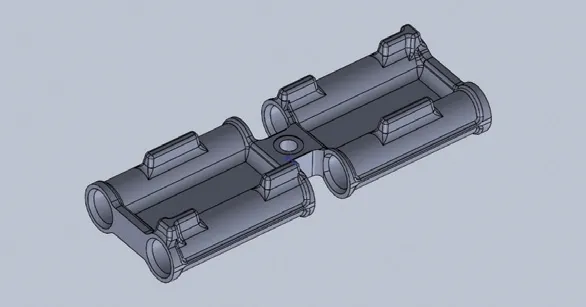
圖1 一體結(jié)構(gòu)履帶板
針對新型號一體結(jié)構(gòu)履帶板的特殊結(jié)構(gòu),開展工藝試驗,在綜合考慮質(zhì)量、生產(chǎn)效率與成本的前提下,總結(jié)出一種適合在立式加工中心上完成的中等批量生產(chǎn)的工藝方法。
2 零件技術(shù)要求
如圖2所示為某型號履帶板的加工要求,產(chǎn)品材料為42CrMo,鍛造毛坯硬度200~240HBW,熱處理后精加工硬度401~461HBW,零件外形尺寸(316±0.3)mm、(142±1.5)mm。加工要素為4處φ34mm履帶銷安裝孔和兩端孔口倒角,銷孔同軸度要求≤0.2mm,銷孔位置度要求≤0.4mm,以保證最終加工完成后的端部最小壁厚>6.7mm,最后工件要100%進行無損檢測。
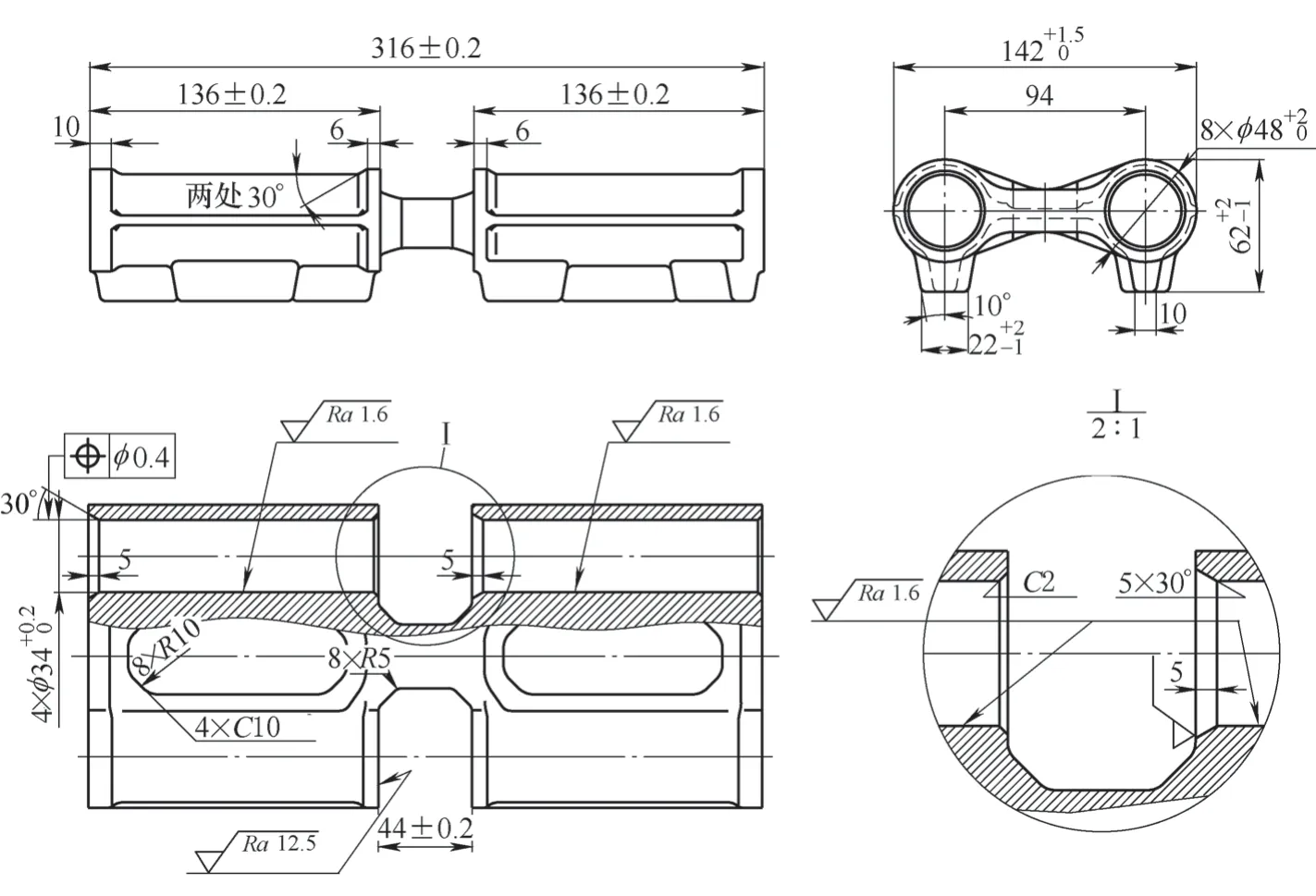
圖2 某型號履帶板加工要求
3 工藝方案設(shè)計
(1)熱前粗加工階段 粗加工階段要分工序做好底面和側(cè)面基準,316mm兩端面和中間空缺,側(cè)面淬火后不再加工,因此要保證尺寸公差,φ34mm孔粗加工到φ32mm,要盡可能提高效率,并保證與基準的相互位置,為精加工留好余量。粗加工各工序要及時發(fā)現(xiàn)鍛造毛坯的缺陷,減少加工浪費。
(2)熱處理后精加工階段 精加工階段要恢復(fù)定位基準,保證兩孔精度要求,鏜孔和倒角最好一次加工完成,提升加工效率,以避免工序周轉(zhuǎn)。
根據(jù)以上分析,具體的加工工藝過程見表1。
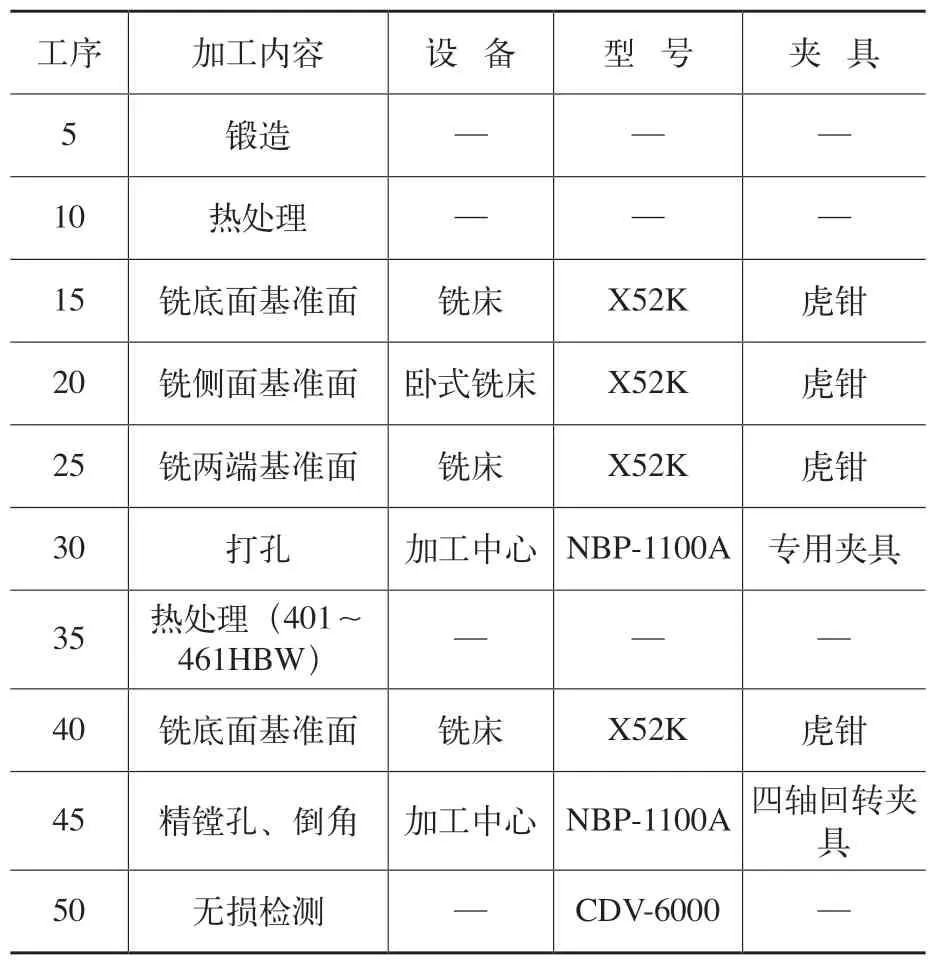
表1 加工工藝過程
4 加工難點及解決方案
(1)4×34mm銷孔粗加工 零件4×φ34mm銷孔熱處理前粗加工要鉆至尺寸φ32mm,綜合考慮產(chǎn)品質(zhì)量和加工效率,選擇哪種鉆削方法非常關(guān)鍵。第一種:搖臂鉆安裝鉆模使用普通高速鋼加長鉆頭加工,此方法的特點是加工成本低,但人員勞動強度大(需要鉆頭刃磨技巧)且加工效率較低。第二種:深孔鉆加工,此方法效率較高,但需要專用深孔加工設(shè)備或者外協(xié)加工。第三種:立式加工中心使用U鉆鉆孔,此方法通用性好,加工效率高。
經(jīng)對比分析,選擇了第三種方案。公司現(xiàn)有1臺友佳NBP-1100A立式加工中心(見圖3),具備中心出水功能,并且沖水壓力達到8MPa,能夠適合內(nèi)孔的加工工況。接下來選擇刀具,經(jīng)過參閱株洲鉆石的刀具樣本,選擇了φ32mmZTD05系列U鉆(見圖4)。經(jīng)過分析和實踐,發(fā)現(xiàn)此系列U鉆采用螺旋內(nèi)冷結(jié)構(gòu),容屑空間大,可以大進給切削,效率較高,而且鉆削過程中內(nèi)刃速度低,工況惡劣,使用YBG212韌性好的刀片,外刃使用耐磨性好的YBG205刀片,刀片壽命及穩(wěn)定性均表現(xiàn)出色,適合42CrMo材料的切削。有了合適的刀具還需要穩(wěn)定的工裝夾具,以保證穩(wěn)定的工件定位裝夾和整個工藝系統(tǒng)的剛性,考慮到產(chǎn)品生產(chǎn)周期,根據(jù)零件特點設(shè)計制作了一套簡單鉆孔用夾具(見圖5)。

圖3 NBP-1100A立式加工中心

圖4 U鉆
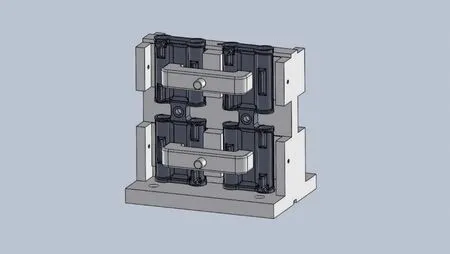
圖5 鉆孔用夾具
(2)4×φ34mm細長銷孔鏜削 4×φ34mm銷孔最終精加工要求同軸度φ0.2mm,位置度要求φ0.4mm,孔表面粗糙度值Ra=1.6μm。零件總長316mm,單向很難完成加工,因此只能采用掉頭加工。選擇了具備四軸回轉(zhuǎn)的工作臺,能實現(xiàn)工件翻轉(zhuǎn),并設(shè)計有側(cè)面和底面的定位工裝夾具(見圖6),實現(xiàn)一次裝夾兩工件,正反兩面加工。精加工孔選擇粗鏜+絞孔或粗鏜+精鏜兩種方式,但考慮到專用合金鉸刀制作周期較長,故選擇了粗、精鏜的加工方法。為提高加工質(zhì)量和效率,配置剛性較好的整體合金刀桿和耐用度較高的切削刀片。
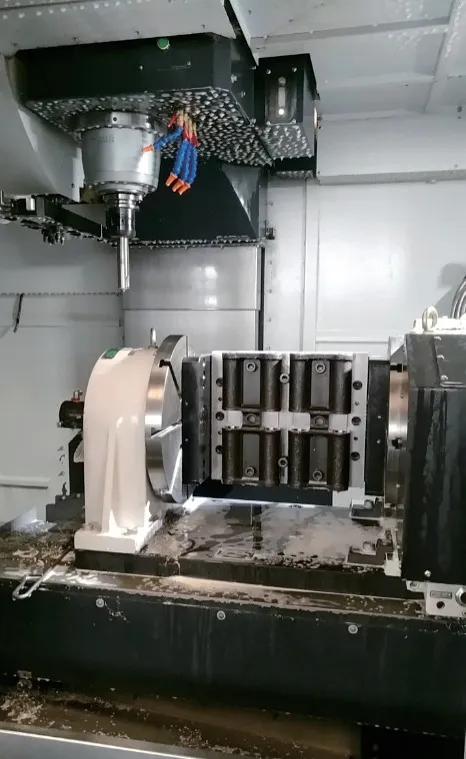
圖6 工裝夾具
(3)銷孔中間凹槽面孔口倒角 中間凹槽處有5×30°和2×45°倒角各2處,這是關(guān)鍵的加工難點,若分工序加工就需要增加人員和設(shè)備,降低加工效率。另外精鏜后倒角在孔內(nèi)側(cè)會產(chǎn)生毛刺,不易去除,裝配時會劃傷履帶銷橡膠。因此設(shè)計了專用加工刀具,在精鏜孔工序的同時完成倒角加工。經(jīng)分析有3種方式可實現(xiàn)倒角加工。
1)第一種是拆卸式組合倒角刀。此方法刀具制作成本低,使用設(shè)備簡單,但在加工過程中需要反復(fù)手動裝卸刀頭,加工效率低。
2)第二種是偏心式反鏜倒角刀(見圖7)。此類刀具是利用加工中心定向功能將刀尖旋轉(zhuǎn)至設(shè)定角度,以偏心的位置將刀桿深入孔中,在到達孔底后移動,使刀具旋轉(zhuǎn)中心與孔中心重合,此時刀具回轉(zhuǎn)直徑大于孔徑,刀具開始向上加工,完成后按照進入路徑反向退出,開始加工下一個孔。
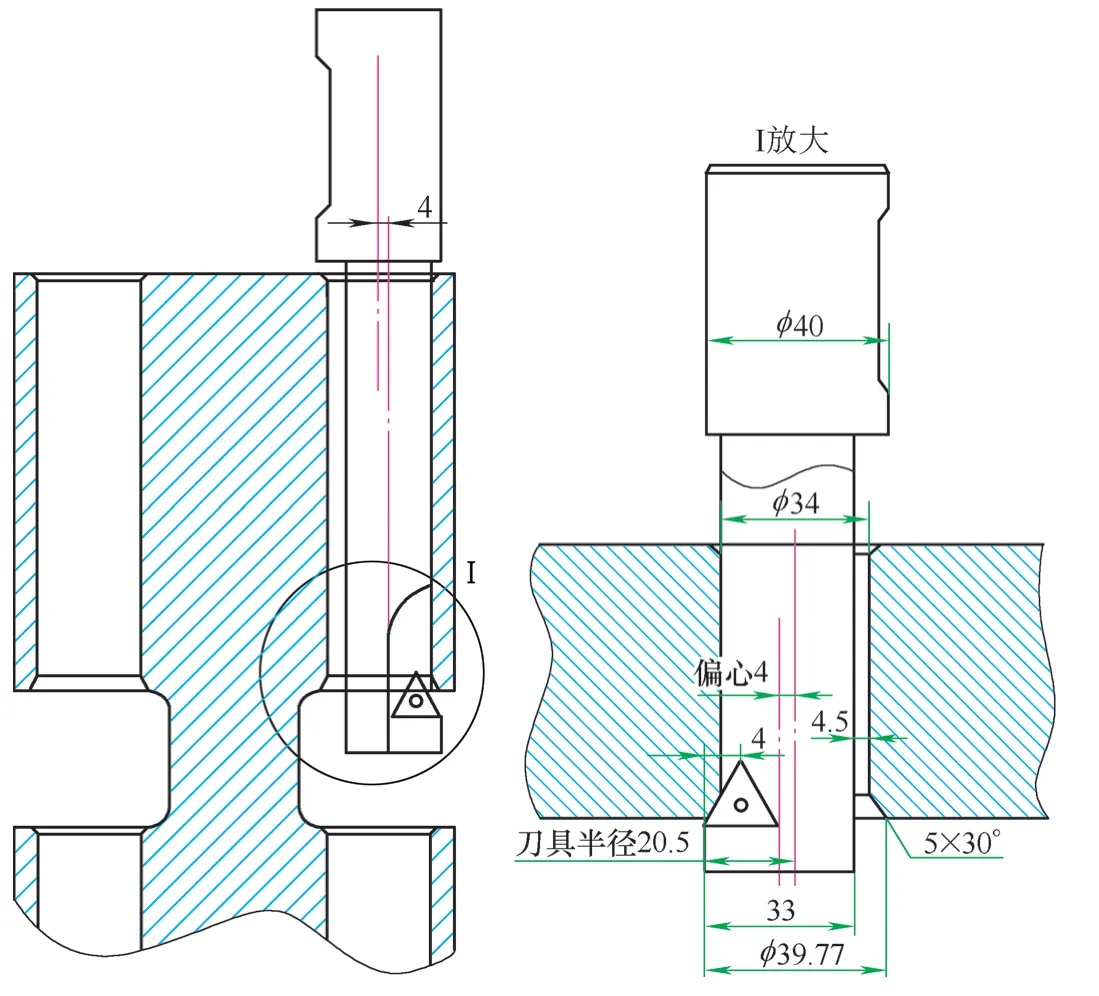
圖7 偏心式反鏜倒角刀結(jié)構(gòu)
3)第三種方法是選擇進口刀具。有一種帶刀夾自動式反刮刀,原理是刀桿反轉(zhuǎn)伸入孔內(nèi),到達設(shè)定位置后,刀桿上的離合摩擦片與工件碰觸,觸動刀具內(nèi)部機構(gòu)打開刀夾,刀具進行切削。加工完成后,主軸正轉(zhuǎn)并繼續(xù)前伸,使刀桿底部摩擦離合片與工件再次接觸,觸動刀具內(nèi)部機構(gòu),使刀夾收回,之后從孔中抬起。此刀具從原理上來說具有效率高的優(yōu)勢,但從現(xiàn)實使用角度來說,因為倒角角度有30°和45°,所以需要定制2種刀具。這類進口刀具價格非常昂貴,而且采購周期長,很難保證生產(chǎn)需要。
綜合分析3類刀具,考慮加工效率及成本問題,選擇第二種偏心式反倒角刀。
倒角加工時采用反鏜的加工方式,如圖8所示。在孔的下方反鏜加工5×30°倒角。保證刀具順利通過孔,且下刀時刀桿和刀尖距孔的單邊間隙量20.5mm,刀具切削刃水平方向?qū)挾?mm,刀具偏心量為4mm。根據(jù)以上參數(shù)計算,得出刀桿的最大直徑是:33-20.5+(20.5-4)=29(mm)。
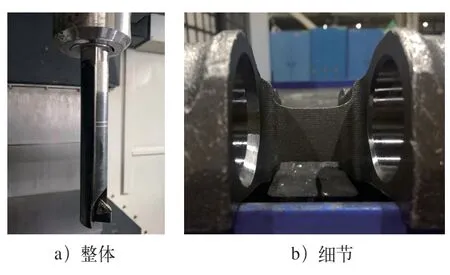
圖8 反鏜的加工方式
精加工工序及切削參數(shù)見表2。為0.5mm。
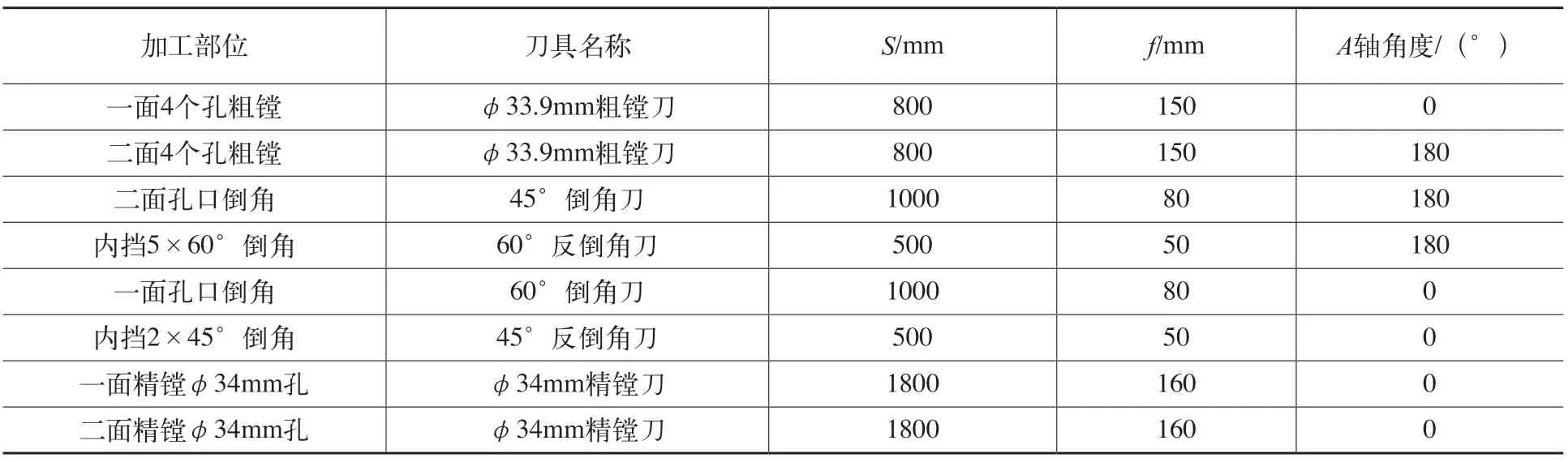
表2 精加工工序及切削參數(shù)
因為孔徑為φ34mm,所以將刀具底端尺寸設(shè)計成φ33mm。因為5×30°倒角最大處尺寸為φ39.77mm≈φ40mm,所以刀具回轉(zhuǎn)半徑設(shè)計成
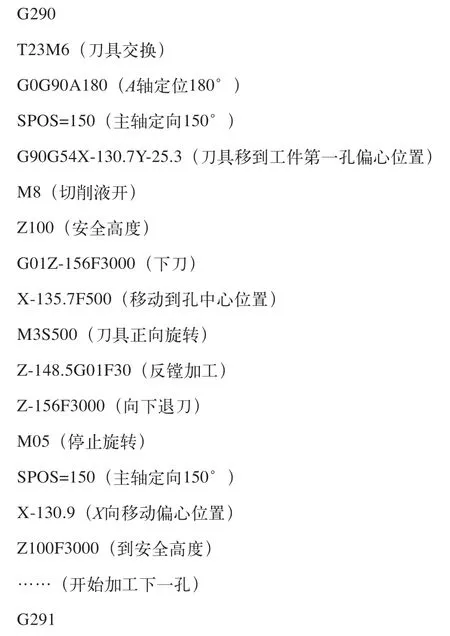
倒角加工程序如下。
5 結(jié)束語
通過分析產(chǎn)品加工工藝,綜合對比各種加工方法的優(yōu)缺點,總結(jié)出一種履帶板零件的中等批量加工方案。經(jīng)過工藝實施驗證,實現(xiàn)了粗加工階段的經(jīng)濟高效和精加工階段的質(zhì)量可靠。單臺機床復(fù)合加工,1天可完成60件產(chǎn)品,能夠滿足年生產(chǎn)數(shù)量要求。并且通過自制非標刀具、夾具,積累了相關(guān)設(shè)計經(jīng)驗,只需調(diào)整工裝夾具和刀具相關(guān)參數(shù)即可實現(xiàn)不同型號的零件加工。如果產(chǎn)品定型進入大批量生產(chǎn)階段,可以借助成熟的工藝方法,實現(xiàn)自動化、柔性化的高效加工。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經(jīng)濟(2017年6期)2017-07-12 09:27:16
中國衛(wèi)生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(yè)(2015年7期)2015-02-28 19:02:38
電子設(shè)計工程(2015年12期)2015-02-27 12:06:10
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32