納米ZrO2增強CoCrW基復合材料的制備及高溫摩擦學性能研究*
2021-11-04 09:13:48崔功軍卞燦星
潤滑與密封 2021年9期
關鍵詞:復合材料
錢 鈺 李 賽 崔功軍 卞燦星
(1.太原理工大學機械與運載工程學院 山西太原 030024;2.山西省礦山流體控制工程實驗室山西太原 030024;3.礦山流體控制國家地方聯合工程實驗室 山西太原 030024)
為保證飛行動力系統有效運行,航空航天發動機的結構部件在高溫環境下應具備出色的機械性能和高溫摩擦學性能[1-4]。高溫磨損是影響機械零件使用壽命的主要因素之一,開發耐磨材料可以有效提高機械零件的使用壽命。目前渦輪發動機上常用的鎳基復合材料在高溫下具有良好的力學性能和抗氧化性能[5-7],但其在高溫運轉過程中磨損比較嚴重,無法形成有效的耐磨層。鈷基合金與普通鎳基合金相比,在高溫下具有更好的機械性能和耐磨性[8-9],用于渦輪發動機可有效延長航空發動機關鍵部件的使用壽命。
為進一步研究并提高鈷基復合材料在高溫下的摩擦學性能,近年來一些研究人員進行了深入探索。WANG和LI[10]研究了釔元素在室溫至650 ℃范圍內對鈷鉻鎢合金磨損性能的影響,發現釔元素顯著提高了鈷鉻鎢合金的耐磨性和力學性能,這有助于提高鈷鉻鎢合金在高溫下的摩擦學性能。CUI等[11]研究了LaF3作為固體潤滑劑對CoCrW合金高溫摩擦學性能的影響,發現LaF3雖然在高溫下具有潤滑作用,但是其會導致復合材料的硬度下降。
目前鈷基復合材料改性研究雖取得了一些成果,但仍存在以下問題:一是鈷基復合材料制備成本偏高,二是復合材料中存在異質類固體潤滑劑時破壞了基體的連續性,從而導致材料機械強度下降。因此,需探索經濟有效的增強相以提高鈷基復合材料的高溫摩擦學性能。研究人員選擇陶瓷顆粒作為強化相,研究了其對材料摩擦磨損性能的影響,發現陶瓷顆粒增強金屬基復合材料(MMC)表現出優異的特性,包括較高的強度、良好的高溫耐磨性以及出色的化學惰性。BOTTO和 LAVELLA[12]研究了含Al2O3的Co基涂層在室溫到1 000 ℃下的耐磨性,結果顯示微量的Al2O3可以改變復合材料的彈性模量,從而降低其磨損率;當Al2O3質量分數達到30%時,該涂層具有較高摩擦因數。PRASAD等[13]制備了CoMoCrSi-Cr3C2涂層,并在200、400和600 ℃下考察了其摩擦學性能,發現與基體相比,Cr3C2明顯增強了CoMoCrSi涂層的耐磨性。李根[14]研究了TiC作為強化相對鈷基復合涂層的組織結構、摩擦學性能的影響,發現當TiC質量分數達到20%時,激光熔覆層的硬度顯著提高,可以達到800 HV以上,并且耐磨性也隨之提升。
ZrO2具有穩定的晶體結構、良好的機械性能,并且熔點高、化學性能穩定,常被用于強化汽車和高速火車的動力部件,是一種前景廣闊的高溫抗磨材料[15-16]。沈莫奇等[17]研究了ZrO2顆粒對45鋼鍍層耐磨性能的影響,發現ZrO2顆粒的加入改善了鍍層表面形貌,提高了顯微硬度和耐磨性。WANG等[18]研究了ZrO2粒子強化Q345鋼的顯微組織與力學性能,發現ZrO2粒子附近形成的位錯胞以及ZrO2粒子的釘扎作用是彌散強化鋼力學性能提高的主要原因。但是,目前還沒有研究人員對ZrO2增強鈷基復合材料進行研究。
本文作者選擇具有高耐磨性的納米ZrO2為強化相,以CoCrW合金作為基體,通過高溫熱壓燒結技術制備了鈷基復合材料,在室溫至1 000 ℃的條件下考察了復合材料的摩擦學性能并分析了其摩擦磨損機制。
1 試驗部分
1.1 復合材料的制備
試驗采用的Co、Cr、W金屬粉末(粒徑分別為60、50、45 μm)和納米級ZrO2陶瓷顆粒(小于100 nm),均由國藥集團化學試劑有限公司生產,純度均大于99%。
按照表1所示配方,使用EX324電子天平稱量各組分質量,采用XQM行星式球磨機將各組分混合均勻。混料條件為:轉速350 r/min,時間8 h,球料質量比3∶1。將混制均勻的復合材料粉末置于高強石墨模具中進行真空熱壓燒結,燒結條件為:真空度1×10-5Pa,爐內溫度以10 ℃/min的速度由室溫升至1 050 ℃后,保溫35 min。然后在35 MPa的壓力下繼續保溫40 min。保溫過程結束后,樣品隨爐體冷卻至室溫。
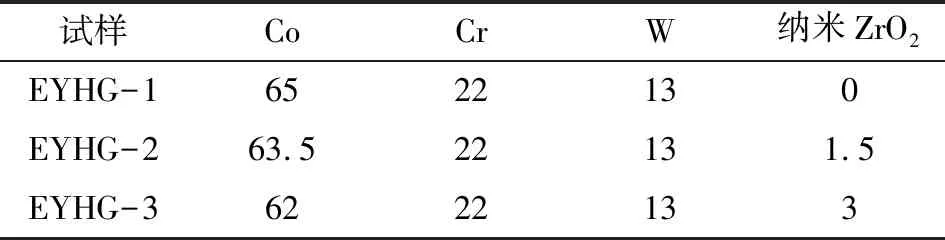
表1 復合材料成分及質量分數 單位:%Table 1 Composition and mass fraction of composites Unit:%
按照上述工藝制備了ZrO2質量分數分別為0、1.5%、3%的3種ZrO2增強鈷基復合材料樣品,分別簡記為EYHG-1、EYHG-2、EYHG-3。利用線切割把熱壓燒結復合材料塊體加工成φ30 mm×2.5 mm的金屬圓片,再使用粒度為80、600、1 500目的砂紙對試樣進行逐級打磨拋光,將拋光的試樣置于無水乙醇中用超聲波清潔后對其進行物理性能及摩擦學性能測試。
1.2 復合材料性能測試
采用高精度電子天平(EX324),依據阿基米德排水原理測得復合材料的實際密度。以載荷0.3 N、停留時間10 s的條件,使用HVS-1000Z數字顯微維氏硬度儀測試3種復合材料試樣的維氏硬度。在每個試樣表面上選取10個不同位置進行測試,取平均值。
使用HT-1 000型球-盤式高溫摩擦磨損試驗機進行復合材料試樣的摩擦磨損試驗,選取Si3N4陶瓷球(硬度1 631 HV,直徑6 mm)作為摩擦過程中固定的對磨材料。采用計算機軟件記錄3種復合材料試樣穩定磨損階段的摩擦因數。每種溫度下做3組試驗,取平均值。摩擦試驗條件如下:滑動速度0.2 m/s,載荷15 N,溫度為室溫至1 000 ℃,滑動摩擦時間20 min。使用2207表面輪廓儀測量復合材料的橫截面積。在每個試樣的磨痕上隨機取4個點進行測量,以保證結果的準確性。結合磨痕長度求得復合材料的磨損體積,磨損率計算公式為
W=V/(SF)
式中:V為磨損體積(mm3);F為法向載荷(N);S為滑動距離(m);W為磨損率(mm3/(N·m))。
通過掃描電子顯微鏡(JEOL,IT300)和EDS(X-MAX-50)分析磨損軌跡形貌和試樣表面微觀結構。采用XRD-6100型X線衍射儀分析試樣的物相組成。
2 結果與討論
2.1 復合材料物相結構
圖1給出了3種不同質量分數納米ZrO2增強鈷基復合材料的XRD圖譜。復合材料在高溫熱壓燒結的過程中發生固相反應,Cr和W原子進入Co原子晶格,形成面心立方γ(FCC)相。在冷卻過程中,由于馬氏體相變,部分γ(FCC)相轉變為密排六角形的ε(HCP)相[19-20]。因此,復合材料基體由低溫穩定的ε(HCP)和高溫穩定的γ(FCC)2種同素異形體組成。從圖中可以看出,由于ZrO2添加量小,其衍射峰不明顯,但仍可從基體中檢測到ZrO2的衍射峰,沒有檢測到其他Zr元素相應化合物的峰。這表明納米ZrO2具有穩定的結構,在高溫下不會與其他金屬元素反應。試樣EYHG-2和EYHG-3的主要相為ε(HCP)、γ(FCC)和納米ZrO2。
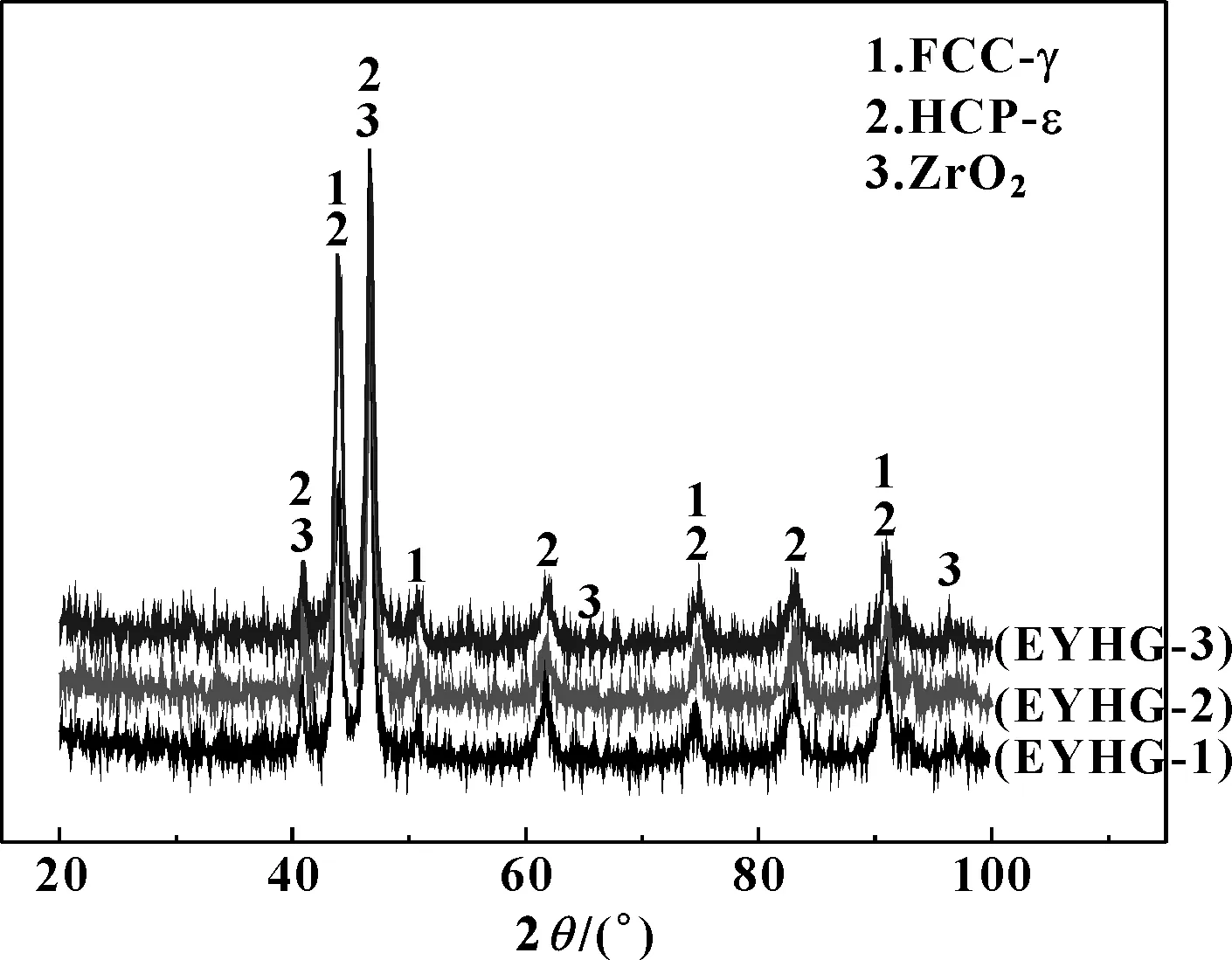
圖1 復合材料的XRD圖譜Fig 1 XRD patterns of composites
2.2 復合材料的微觀形貌和元素分析
圖2給出了試樣EYHG-2表面背散射電子圖像和元素面分布。可以看出復合材料EYHG-2的微觀結構圖像清晰,其復合材料結構緊湊,表面沒有裂紋和孔洞。灰色部分為Co合金相,其中分布著Cr和W元素,這表明Co、Cr、W元素形成了固溶體,如圖2(a)—(d)所示。元素面分布圖中檢測到Zr元素(見圖2(e)),結合復合材料的XRD分析結果可知,納米ZrO2均勻分布在基體中,且未發現納米粒子團聚現象。白色部分為富W相,見圖2(a)、(d)。
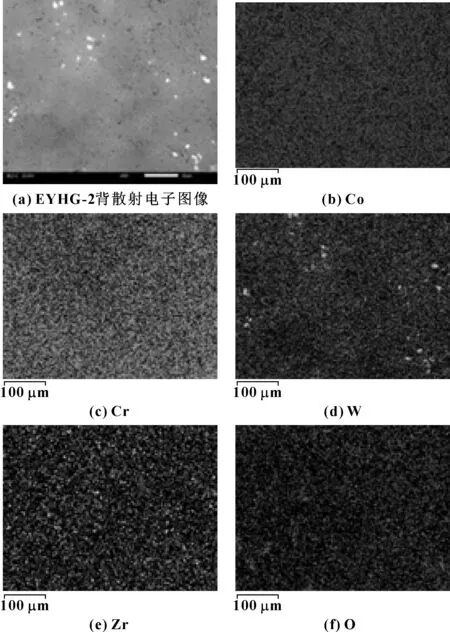
圖2 試樣EYHG-2的背散射電子圖像(BEI)及元素面分布Fig 2 Backscatter electronic images (BEI) and elements distribution maps of EYHG-2 (a) back scattered electron images of EYHG-2;(b) Co; (c) Cr;(d) W;(e) Zr;(f) O
2.3 復合材料的物理性能
表2列出了3種試樣的密度、維氏硬度和孔隙率。可以看出,隨著納米ZrO2質量分數的增加,試樣的密度逐漸降低,這是因為納米ZrO2陶瓷顆粒的密度小于Co粉的密度;隨ZrO2質量分數的增加,試樣的硬度增加,這是由于ZrO2陶瓷顆粒沿金屬晶界分布,基體中的錯位運動和基體形變受到納米粒子的限制,防止了裂紋的產生和擴展[21-22]。另外,納米陶瓷顆粒可能會限制晶粒的生長,導致晶粒細化并使得復合材料的硬度增加[23]。3種試樣均保持較低的孔隙率,表明經高溫熱壓燒結得到的復合材料具有良好的致密性。
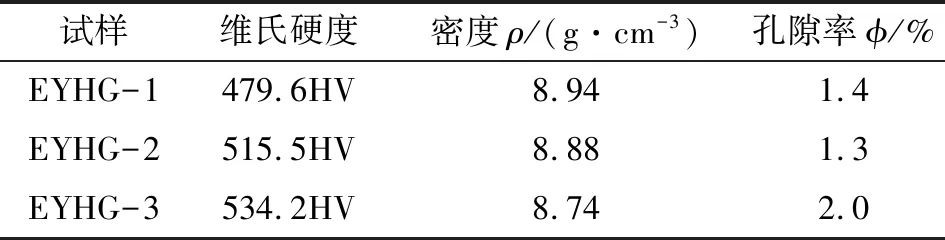
表2 復合材料的顯微硬度、密度和孔隙率Table 2 Microhardness,density and porosity of composites
2.4 復合材料的摩擦學性能
圖3示出了復合材料在不同溫度下的摩擦因數變化曲線。在室溫至1 000 ℃的范圍內,3種復合材料的摩擦因數呈相同的變化趨勢,且摩擦因數隨溫度的增加呈先減小后增大再減小的趨勢,這說明溫度的變化對復合材料的摩擦因數具有明顯影響。在室溫至400 ℃的試驗條件下,復合材料的摩擦因數隨溫度的升高小幅下降,含納米ZrO2的試樣EYHG-2和EYHG-3的摩擦因數高于試樣EYHG-1。溫度從400 ℃升高到600 ℃過程中,試樣EYHG-1的摩擦因數升高幅度較大,最高摩擦因數約為0.58;試樣EYHG-2和EYHG-3的摩擦因數變化幅度較小且低于試樣EYHG-1。試樣EYHG-1從600 ℃開始,試樣EYHG-2和EYHG-3從800 ℃開始,隨溫度的升高摩擦因數逐漸降至較低的數值,其中試樣EYHG-2在高溫下具有最低的摩擦因數。相應的摩擦機制將在下文討論。
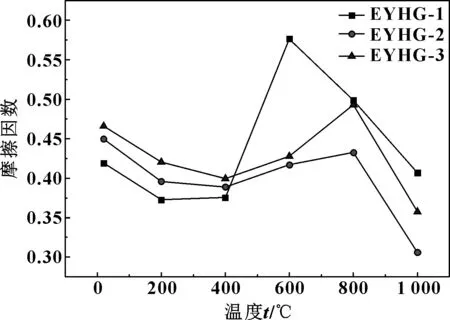
圖3 復合材料的摩擦因數隨溫度的變化Fig 3 Vibration of friction coefficient of sintering composites with temperature
圖4給出了復合材料在不同溫度下的磨損率變化曲線。3種試樣的磨損率表現出相同的變化趨勢,在室溫至600 ℃復合材料的磨損率呈上升趨勢,在600~800 ℃范圍內磨損率急劇降低,隨后趨于平穩。在600 ℃時,EYHG-1的磨損率約為3.35×10-4mm3/(N·m),EYHG-2、EYHG-3的磨損率約為2.0×10-4mm3/(N·m)。從圖中可以看出,在寬溫域內EYHG-2和EYHG-3的耐磨性高于EYHG-1,這表明ZrO2的添加能夠有效降低鈷基復合材料的磨損率。
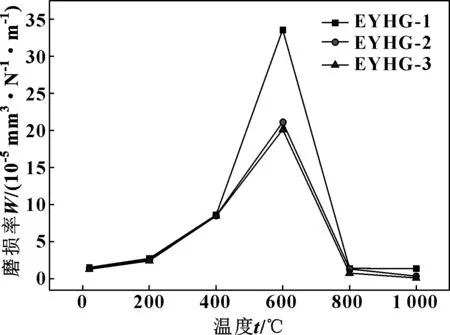
圖4 復合材料的磨損率隨溫度的變化Fig 4 Vibration of wear rate of sintering composites with temperature
結合摩擦因數和磨損率曲線可知,納米ZrO2的添加對復合材料的高溫摩擦學性能具有明顯的影響。在寬溫域內,復合材料的硬度越高,其耐磨性越好[24]。這是因為納米ZrO2顆粒對復合材料晶粒位錯運動起到了有效的釘扎作用,導致材料硬度增加;硬質ZrO2能夠支撐部分外載荷,這樣就可以減少基體在摩擦過程中的損失[25]。因此,復合材料的耐磨性隨ZrO2含量的增加而提高。另外,復合材料的硬度隨溫度的升高而降低,其原因為ε(HCP)相會隨溫度升高轉化為γ(FCC)相[13];同時,磨損表面氧化物生成量很小,氧化物隨摩擦副的刮擦從磨損表面去除的速度大于生成的速度。這些是600 ℃下復合材料的耐磨性降低的重要因素。
溫度對復合材料的摩擦因數作用明顯,在不同溫度下,磨損表面的生成物會直接影響復合材料的摩擦因數。在低溫下,隨著ZrO2含量的增加,滑動過程中有更多的ZrO2顆粒暴露在磨損表面,這些硬質顆粒會破壞摩擦偶的接觸表面,增加滑動阻力,從而使得復合材料的摩擦因數增加。因此,EYHG-3表現出最高的摩擦因數。隨著溫度的升高,復合材料的磨損表面開始形成較為完整、成分復雜的氧化膜,這些氧化膜對復合材料高溫下的摩擦學性能起到積極作用,避免了對磨球與試樣表面直接接觸,所以高溫下磨損率有所降低。在高溫下,Co、Cr、W元素被氧化,生成CoCrO4、Co2O3、W3O等化合物(見圖5),這些金屬氧化物和鹽類化合物可作為高溫固體潤滑劑提供潤滑作用[26]。在低溫下,磨損表面不會生成明顯的氧化膜;在高溫下,穩定的氧化膜存在于磨損表面。因此,當測試溫度進一步升高時,試樣的摩擦因數和磨損率降低。綜上所述,在給定的試驗條件下,3種試樣中,ZrO2質量分數為1.5%的試樣EYHG-2表現出最佳的摩擦學性能。
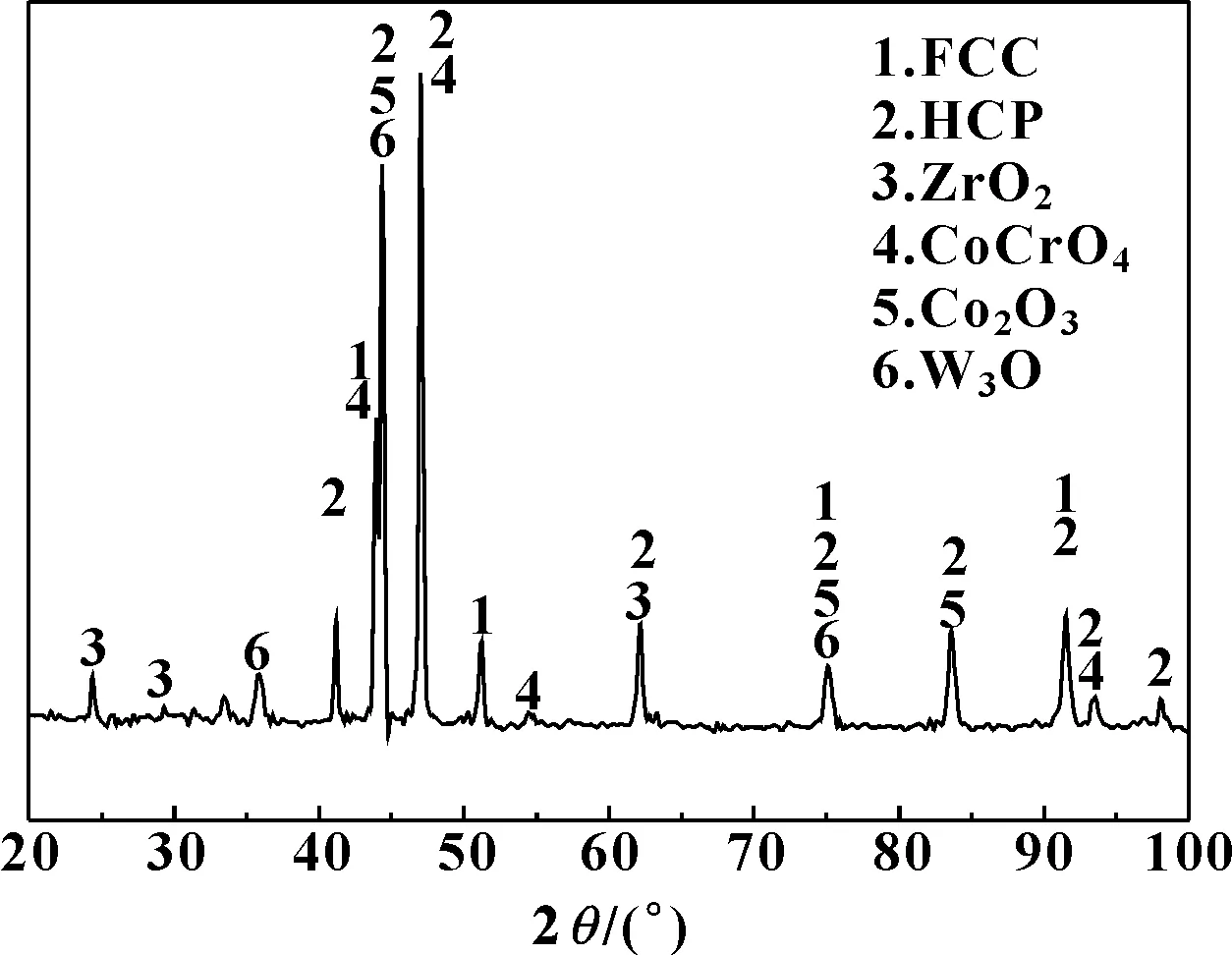
圖5 1 000 ℃時EYHG-2磨損表面的XRD譜圖Fig 5 XRD spectrum of the worn surface of EYHG-2 at 1 000 ℃
2.5 高溫磨損機制
圖6給出了室溫下3種試樣的磨損表面形態。可以看出:在室溫下,試樣EYHG-1的磨損表面出現了犁溝和塑性變形,其磨損機制主要為磨粒磨損和塑性變形;試樣EYHG-2和EYHG-3的表面較EYHG-1更為平整,并且在其磨損表面出現了磨屑和輕微的犁溝,這表明復合材料的磨損機制發生了改變。由于分散增強作用,ZrO2的添加提高了復合材料抵抗塑性變形的能力。此外,含有硬質ZrO2顆粒的磨屑隨摩擦副的刮擦作用于磨損表面并產生犁溝。在低溫下,含有硬質顆粒的磨屑導致摩擦因數的升高。因此,試樣EYHG-2和EYHG-3的磨損機制主要為磨粒磨損。
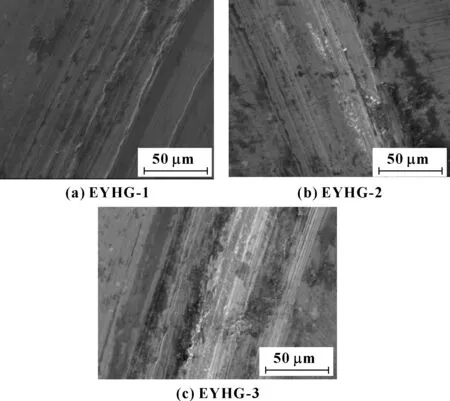
圖6 室溫下試樣的磨損表面SEM圖片Fig 6 SEM pictures of the worn surface of the samples at room temperature (a) EYHG-1;(b) EYHG-2; (c) EYHG-3
圖7所示為600 ℃下不同試樣的磨損表面形貌。可以看出,試樣EYHG-1的磨損表面出現輕微的犁溝和塑性變形。在摩擦過程中,磨損碎片被摩擦偶反復碾壓,形成了附著在磨損表面上的黑色補片,見圖7(a)。試樣EYHG-2和EYHG-3的磨損表面形貌則有所不同,隨著基體中ZrO2含量的增加,犁溝特征變得越來越明顯。當溫度升高至600 ℃時,復合材料硬度降低,硬質的ZrO2顆粒很容易在磨損表面形成凹槽;同時,氧化物的形成速度較低,磨損表面未發現明顯的氧化膜,這對應600 ℃時復合材料較高的磨損率。因此,在600 ℃時復合材料的磨損機制為輕微的塑性變形和磨粒磨損。
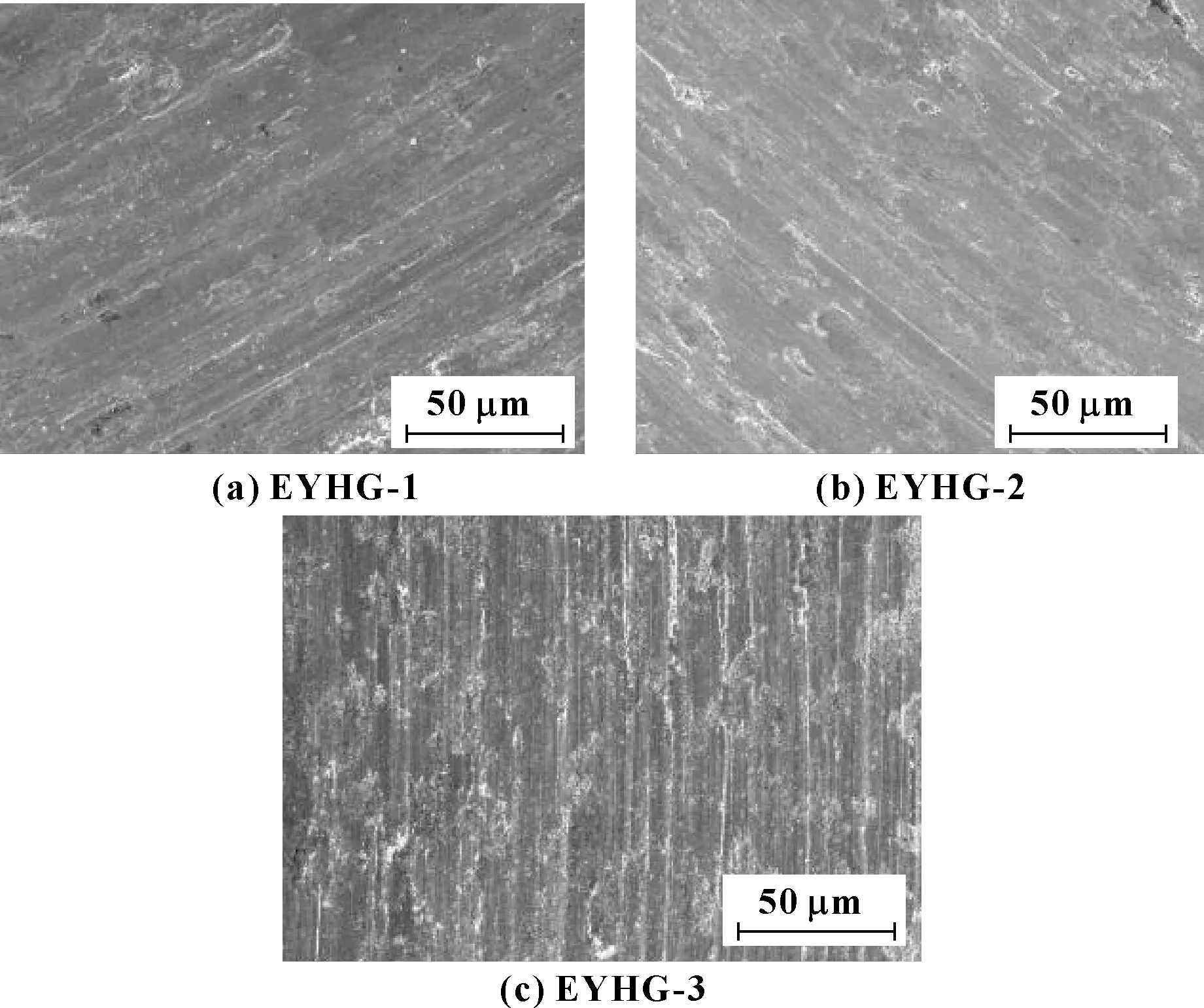
圖7 600 ℃下試樣的磨損表面SEM圖片Fig 7 SEM pictures of the worn surface of the samples at 600 ℃ (a) EYHG-1;(b) EYHG-2; (c) EYHG-3
圖8顯示了3種試樣在1 000 ℃時的磨損形態。在1 000 ℃時,所有試樣的磨損表面均形成了氧化膜,該膜由成分復雜的化合物組成(參見圖5)。氧化膜在摩擦過程中使材料表面與對磨球分離,改變了摩擦模型,使對磨球與材料表面的磨損轉化為對磨球與氧化膜間的磨損,在高溫條件下降低了復合材料的磨損率和摩擦因數[26]。顯然,EYHG-1磨損表面氧化膜存在大面積剝落現象,EYHG-2和EYHG-3表面的氧化膜更為完整。這是由于試樣EYHG-1的硬度低,基體無法支撐氧化膜造成的。在滑動試驗的過程中,外部負載破壞了接觸表面上的氧化膜,失去氧化膜后,材料表面無法受到氧化膜的保護,從而使得1 000 ℃時EYHG-1的磨損率增大。然而含ZrO2的試樣EYHG-2和EYHG-3具有較高的硬度,在高溫下,ZrO2可以在復合材料磨損表面承載并形成穩定的氧化膜。圖9給出了EYHG-3磨損表面的氧化膜EDS分析結果,ZrO2的實際含量略低于標稱含量。因此,EYHG-3試樣在1 000 ℃下的磨損機制為氧化磨損。
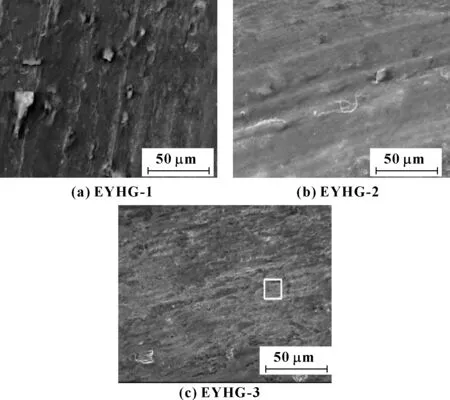
圖8 1 000 ℃時試樣的SEM磨損表面形貌Fig 8 SEM pictures of the worn surface of the samples at 1 000 ℃ (a) EYHG-1; (b) EYHG-2;(c) EYHG-3
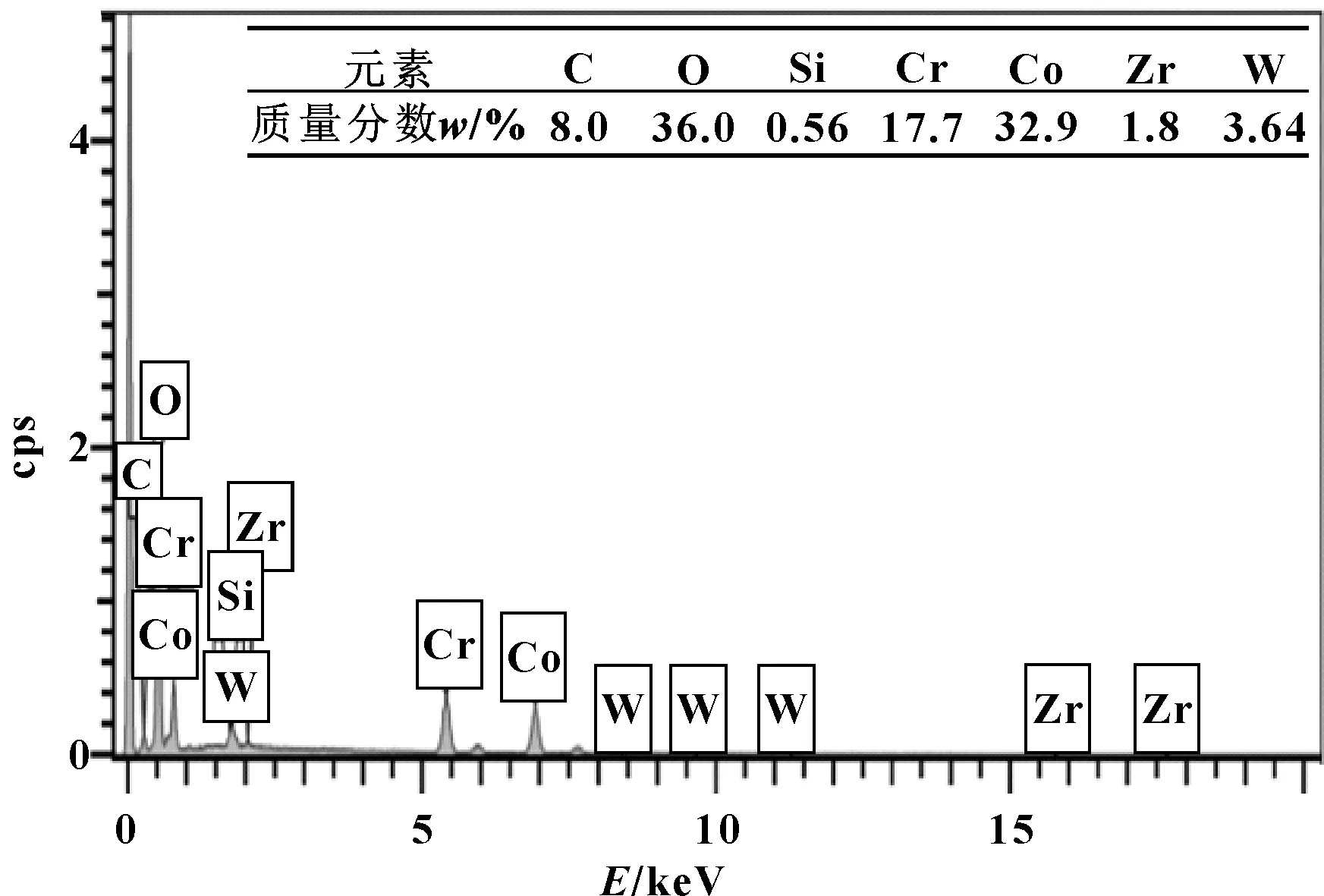
圖9 圖8(c)中磨損表面氧化膜EDS分析結果Fig 9 EDS analysis results of oxides film on the worn surface in Fig 8(c)
3 結論
(1)采用高溫熱壓燒結技術制備了納米級ZrO2陶瓷顆粒強化的CoCrW復合材料,物相組成分析表明,復合材料具有相似的相結構,主要包括ε(HCP)、γ(FCC)和ZrO2相,且各相在基體中均勻分布。
(2)隨陶瓷顆粒質量分數的增加,復合材料的密度下降,硬度提高。
(3)在低溫下鈷基復合材料的摩擦因數隨ZrO2含量增加而升高,這是因為ZrO2顆粒增加了摩擦副之間的滑動阻力;磨損率則呈現出相反的趨勢。在高溫下,含ZrO2的試樣具有高硬度且能夠承載氧化膜,所以表現出較低的摩擦因數和磨損率。研究表明,ZrO2顯著增強了鈷基復合材料在室溫至1 000 ℃條件下的高溫耐磨性能。
(4)當溫度低于600 ℃時,復合材料的磨損機制為磨粒磨損和塑性變形;在高溫時,復合材料的磨損機制主要為氧化磨損。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
