基于聲壓信號能量峭度的早期切削顫振預警技術研究
2021-11-10 03:06:18呂凱波婁培生谷豐收潘文程常宗旭
振動與沖擊 2021年20期
關鍵詞:信號
呂凱波,婁培生,谷豐收,潘文程,常宗旭
(1.太原理工大學 機械與運載工程學院,太原 030024;2.哈德斯菲爾德大學 工程與計算學院,英國西約克郡 HD1 3DH)
切削顫振是切削過程中刀具與工件之間由于存在反饋機制作用下能量補充而誘發的一種自激振動。切削加工時,由于前一轉和后一轉加工刀具的位移存在相位差,使得切削厚度不均勻,這種切削厚度的變化效應導致工件-刀具切削系統可能發生顫振不穩定現象[1]。顫振的發生會嚴重影響工件加工精度,降低刀具和機床的使用壽命,產生污染周圍環境的切削噪聲。因此,開展切削顫振的早期預警監測技術研究,以便在顫振來臨或變得猛烈之前,采取有效的避振措施,對于保證加工穩定性具有重要的意義。
切削顫振監測的關鍵在于信號特征提取的準確性與快速性。早期階段的顫振具有特征信息微弱等特點,特征參數的構造需要能夠準確反映切削顫振孕育的本質與特征,還應考慮信號采集和數據處理的簡便易行[2]。近年來國內外學者對顫振監測做了大量研究,提出了基于振動信號[3-8]、切削力信號[9-10]和聲壓信號[11-16]等的監測方法。總體來看,選用振動加速度作為判別顫振的信號源較多,這類傳感器具有外形尺寸小、重量輕、便于安裝,對溫度、噪聲或磁場的敏感度低等優點。切削力信號雖然最能直接反映切削狀態,但傳感器的安裝通常需要對已有刀架結構進行改動,造成不便。相比而言,聲壓傳感器安裝最為便捷,且對切削工藝系統的干擾最小。
Lu等[8]采用振動加速度信號的時域方差和頻譜特征作為顫振發生的綜合指標,提出將實時監測數據與穩定切削特征數據庫對比來識別顫振,并引入延遲機制和重疊處理技術提高了顫振識別的快速性和準確性。錢士才等[9]采用車削力信號訓練了一種最小二乘一類支持向量機,建立了顫振特征數據庫,提高了切削顫振在線監測準確率。任靜波等[10]研究將銑削力信號的能量熵值減小作為顫振判別的依據。熊振華等[11-12]采用聲壓信號作為信號源,利用優化后的加權小波包熵法和在線顫振頻率預估技術監測顫振,并通過實時調整主軸轉速來抑制顫振。文獻[13-14]通過分析原始聲音信號幅值和功率譜幅值的變化來判別切削系統的穩定與顫振狀態,但由于聲音信號常受周圍環境干擾,這種方法易造成誤判。Cao等[15]對聲壓信號進行同步壓縮變化,并利用3σ準則實現了銑削加工過程中的顫振監測。李宏坤等[16]采集了切削過程中的聲壓信號,基于頻譜占能比的變化趨勢構造特征參數實現了銑削顫振狀態的識別,但由于需要時域幅值滿足設定閾值才能進入頻域處理階段,所以判別的快速性難以保證。
目前,切削顫振的特征提取方法大都能準確反映顫振發生后的本質,但構造的特征參數往往對于顫振的萌生響應不夠敏感。本文選用聲壓信號為車削顫振監測的信號源,利用小波包分解提高信噪比,提取切削加工過程目標頻帶的聲壓特征信息,引入能量峭度指標快速反映顫振孕育的開始。最后,通過切削試驗對顫振監測方法進行了實際驗證。
1 顫振預警監測方法
1.1 顫振聲壓信號特征分析
再生型顫振在實際切削過程中最為常見,切削系統從穩定到發生顫振是一個漸變的過程。研究表明,當切削系統由穩定變為不穩定時,系統的振動幅值會有明顯的增大,且振動信號的頻譜由寬帶向窄帶過渡。這里假設加工過程中的聲壓信號由服從高斯分布的噪聲信號和簡諧信號組成,模擬車削加工狀態由穩定走向顫振的過渡過程,其表達式為
z(t)=A(t)sin(wct)+rand(t)
(1)
式中:t為時間序列,前一部分代表顫振發生時的振動簡諧信號,其中A(t)是信號的振動幅值,它是關于時間的分段函數,ωc為顫振角頻率,設為ωc=2π×200 rad/s;后一部分代表平穩車削時的隨機噪聲信號。分段函數A(t)表達式為
(2)
表示信號z(t)在t=1 s后,信號中出現周期顫振信號成分,且幅值將呈現指數趨勢增長。為快速捕獲時域信號幅值變化的信息,對比計算信號的時域方差和峭度指標兩個參數,結果如圖1所示。對比可見,峭度指標特征曲線對信號突變信息的響應明顯快于方差曲線。實測信號中的成分往往要比此仿真信號復雜得多,且早期的微弱幅值變化極易被埋沒在其他信號中,因此需要對原始信號做進一步處理。

圖1 仿真信號的方差和峭度指標對比Fig.1 Comparison of time-domain variance and kurtosis index
同時,為觀察仿真信號在頻域內的變化情況,對信號進行時頻分析,結果如圖2所示。可以發現,在200 Hz顫振頻率附近從0 s~3 s時間段內顏色由淺入深,代表著信號中周期成分從無到有,且幅值越來越大,預示著顫振逐步開始孕育。因此,提取目標頻帶的信號特征可有效避免其他頻帶成分的干擾。
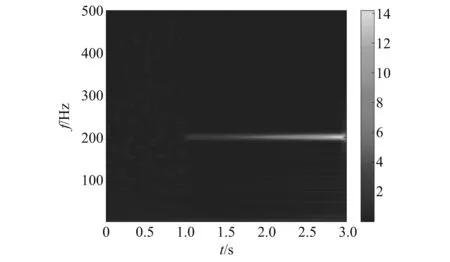
圖2 仿真信號的時頻分析Fig.2 Time-frequency diagram of the simulation signal
1.2 小波包能量峭度
切削加工過程中,由于刀具切削位置、工件尺寸等參數均實時發生變化,切削系統為時變系統,其振動響應信號屬于非平穩信號。小波包變換是一種多尺度的非平穩信號分析方法,具有良好的時頻局部化特性和深入的數據挖掘能力。小波包m層分解將原始信號z(t)逐層分解為高頻細節部分和低頻近似部分,第m層可分解為2m個子頻帶,經重新自然排序后,第m層第i頻帶的頻率范圍為[(i-1)2-mf,i2-mf],i=1,2,…,2m,f為信號的奈奎斯特頻率。對應頻帶的小波包系數定義為
(3)
因此,第m層第i頻帶的能量為
(4)
式中:K為該頻帶信號小波包變換離散點的總數,所有頻帶的總能量表示為
(5)
將特定頻帶能量Em,i與總能量E的比值定義為能量比R,表示為
(6)
在穩定切削階段,各頻帶能量呈現均勻分布;當顫振發生時,由于顫振頻率往往接近于工藝系統的固有頻率,此時振動能量將主要集中在該頻率附近,顫振頻帶能量在整個頻域范圍內占據主導。因此,以頻帶能量比值R超過一定的閾值,可作為顫振形成的有力證據。
峭度指標是信號四階矩與二階矩平方的比值,為一個無量綱量。當峭度指標K=3時,信號的幅值分布接近標準正態分布;K值越大,則表示信號中較大幅值數據的概率密度增加[17]。因此,基于統計理論和試驗測試的數據經驗設定,當峭度指標大于3時,則認為信號中含有突變振動成分。小波包能量峭度指標KE可表示為
(7)

1.3 監測方案
如前所述,已有的顫振監測方案常采用時域幅值增大作為是否進入下一特征提取的判斷依據,這極可能由于早期的微弱特征信號被噪聲淹沒而錯失及早預警的良機。為提高早期顫振監測的快速性,制定小波包能量峭度指標與能量比的顫振監測流程,以實現早期顫振孕育的預警和顫振狀態的識別。流程如圖3所示。
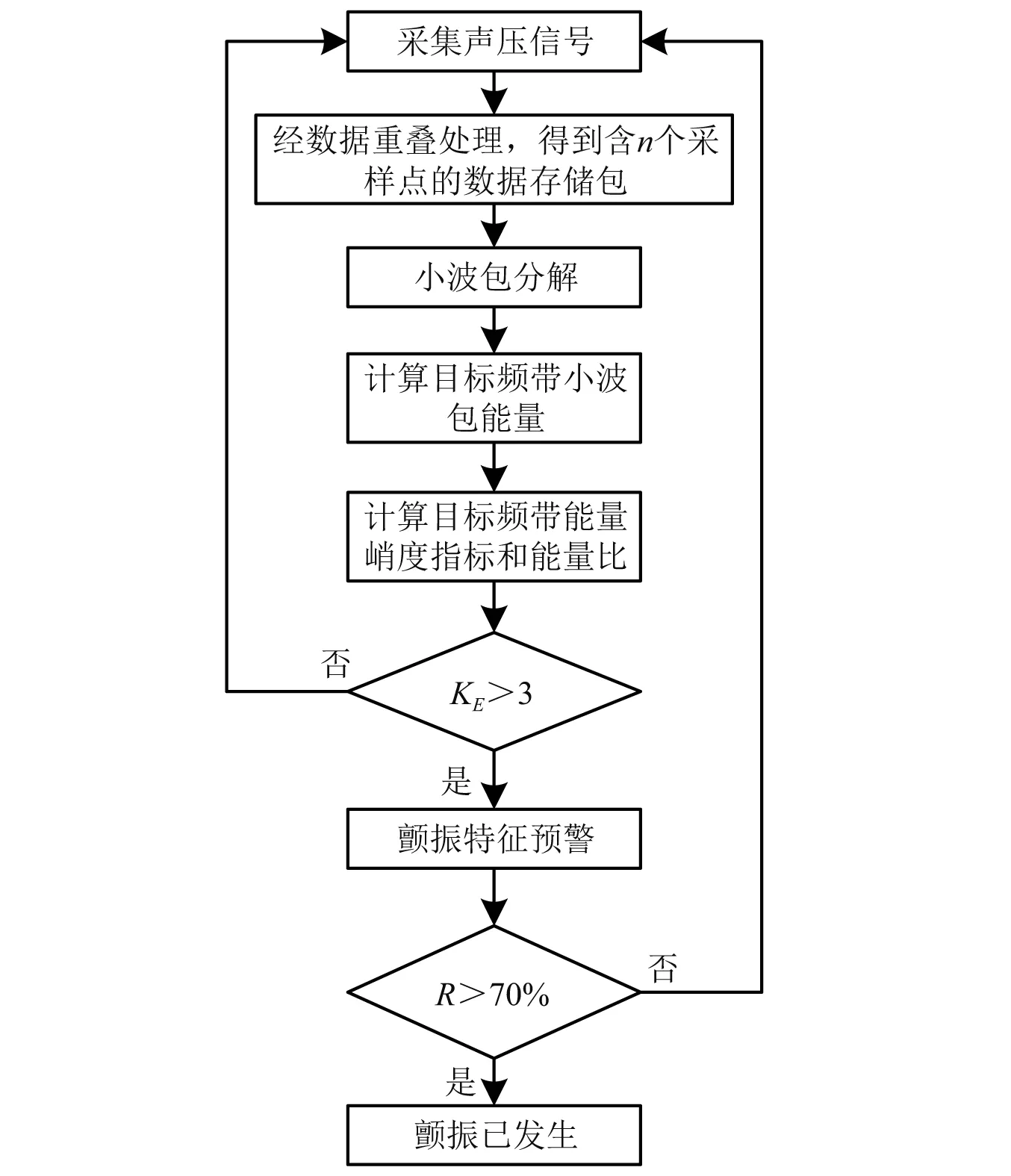
圖3 車削顫振監測流程圖Fig.3 Flow chart of turning chatter monitoring
(1)基于再生型車削顫振機理,分析切削加工過程中的聲音信號特點,提出基于能量峭度指標的顫振監測方法。
(2)利用有限元建模仿真或錘擊模態試驗法,獲取切削工藝系統的模態參數,以系統低階固有頻率所在頻帶作為目標顫振頻帶。
(3)實時采集并存儲車削過程中的聲壓信號。
(4)運用數據重疊處理技術,以工件每轉一圈為一個間隔,得到n個采樣點的數據處理包,利用Symlets小波對信號數據進行小波包分解。
(8)
式中:fs為采樣頻率,Hz;Ω為主軸轉速,r/min;η為數據重疊系數。
(5)計算每個數據包中對應目標頻帶的小波包能量。
(6)計算能量峭度指標KE和能量比R的數值大小。
(7)將目標頻帶的能量峭度指標與其閾值進行比較,若大于閾值3則發出顫振特征預警,認為顫振孕育開始,并進入下一步,否則返回信號采集環節,不發出顫振預警。
(8)顫振孕育開始后,將目標頻帶的能量比值與其閾值進行比較,本文基于先前試驗數據的分析,設定能量比閾值為70%。若大于此閾值則認為顫振已經爆發,工件表面將留下明顯振痕,否則不認為顫振已經爆發。
2 試驗設計與數據分析
2.1 試驗臺的搭建
為了驗證上述分析,開展軸類零件車削狀態監測試驗。試驗臺搭建如圖4所示。試驗在型號為JYOTI-DX200數控車床上進行,對兩根結構尺寸相同的棒料進行車削試驗,工件材料為AISI 1045,刀具選用DCMT11T304硬質合金刀;聲壓傳感器型號為INV9206A,掛置于機床防護罩體內部,距離工件中點約500 mm;加速度傳感器型號為YMC121A20,貼附在車刀背面。工件尺寸及切削用量如表1所示。
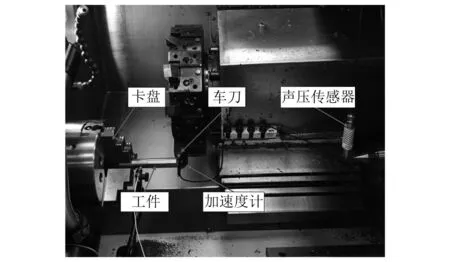
圖4 試驗臺搭建Fig.4 Experimental setup
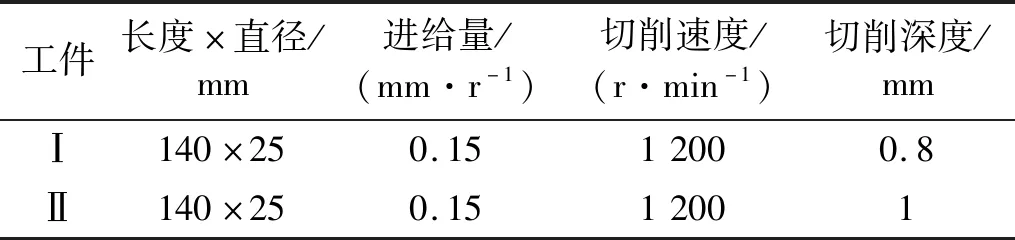
表1 試驗所用切削參數Tab.1 Parameters of the turning tests
影響切削加工穩定性的因素有很多,如切削參數、支承條件、工藝系統結構參數等。切削加工過程本質為一時變過程,為了獲取加工從穩定狀態到顫振狀態的信號數據,將工件的支承方式設計為一端固定、另一端自由;并且根據切削顫振的持續效應,在車削加工過程中,設定刀具沿卡盤向自由端方向進給。
顫振頻率與工件-刀具系統固有特性有關。相比于刀具系統,懸伸的工件及其裝夾系統為整個工藝系統的薄弱環節。在車削加工之前,通過力錘敲擊工件的自由端給出寬頻激勵,同時利用加速度傳感器拾取敲擊點處的振動響應。圖5為模態試驗得到的頻率響應函數曲線,顯示工件系統一階固有頻率為928.1 Hz。
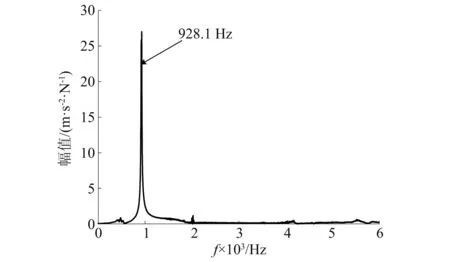
圖5 頻率響應函數曲線Fig.5 Frequency response function curve
2.2 數據初步分析
圖6為切削工件Ⅰ時所采集的聲壓信號和振動加速度信號。觀察時域波形可發現,在切削初期,切削加工狀態穩定,時域信號幅值平穩;當車削到靠近工件自由端時,顫振發生,信號時域幅值明顯增大,并且工件加工表面留有明顯振痕。為了觀察頻譜的變化,分別取平穩狀態時3~4 s段、顫振時12~13 s段的聲音和振動加速度信號做FFT變換,結果如圖7所示。可以發現,加速度信號頻譜包含的頻率成分通常比聲壓信號頻譜豐富,這可能是由于兩種信號的傳遞路徑不同,高頻振動信號在空氣中傳播要比在固體中傳播衰減率大;但兩種信號的頻譜均能反映出主軸旋轉頻率fp=20 Hz、顫振頻率980 Hz及其倍頻等主要振動頻率成分。值得一提的是,加速度信號中的901 Hz等頻率成分在整個切削過程始終存在,且幅值變化不大,所以判斷其可能為機床本身運轉所激發的振動響應。
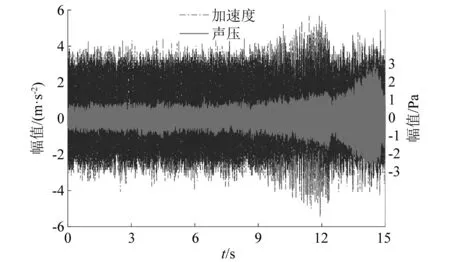
圖6 工件I的車削加速度和聲壓信號Fig.6 Turning acceleration and acoustic signals of workpiece I
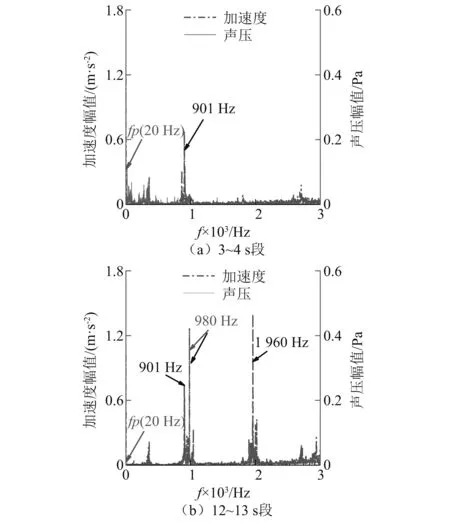
圖7 穩定和顫振加工階段的頻譜圖對比Fig.7 Comparative spectra during stable and chatter states
3 早期車削顫振預警
3.1 基于小波包能量的特征提取
圖8所示為工件Ⅱ所對應的聲壓信號經過連續小波變換(continuous wavelet transform,CWT)后得到的時頻譜。經觀察,在980 Hz頻率附近,時間從8~12 s亮度由暗變亮,說明在這時間段顫振已經開始孕育;另外,從12~20 s段為高亮區域,即該區域具有頻率幅值大、能量集中的特點,說明在這一時間段工件顫振已成熟或形成。這與被加工工件表面存在從光滑到振紋的過渡區域的情況完全符合,同時也與理論仿真信號特點一致(見圖2),即顫振的最后爆發需要一個逐漸孕育的過程。這從另一個角度說明了可通過目標頻帶能量集中的變化趨勢監測出顫振的孕育狀態。
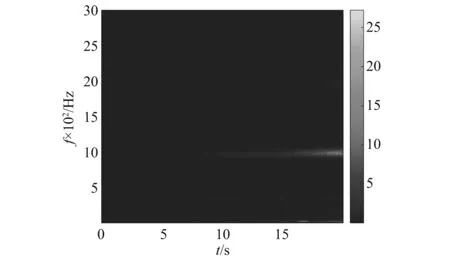
圖8 聲壓信號連續小波變換時頻圖Fig.8 CWT results of the acoustic signals
考慮到顫振頻率通常遠高于主軸旋轉頻率且略大于工藝系統的低階固有頻率,為避免過于復雜的小波包分解又能較好地獲取目標顫振頻帶的特征信息,根據小波包分解原理,采用Sym6小波對信號進行3層分解。為進一步了解顫振之前數據中各節點能量的變化趨勢,以8~12 s時間范圍為例,將時間間隔取為0.5 s,分別計算各時間段中每個節點的小波包能量比值,繪制如圖9所示8×8格的三維柱狀圖。經過節點自然排序后,其中928.1 Hz正好落在節點3所在頻帶(750~1 250 Hz),穩定車削段聲壓信號能量主要集中在1節點,此階段以主軸旋轉頻率20 Hz信號成分為主;顫振段聲壓能量主要集中在3節點,此階段以工件顫振頻率980 Hz信號成分的能量為主。可以明顯觀察到節點3所在頻帶能量有激增的趨勢。
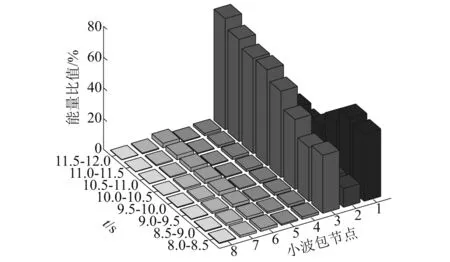
圖9 小波包節點能量隨時間變化趨勢圖Fig.9 Energy trends for each wavelet packet node
3.2 監測分析結果
以工件每轉一圈為一個間隔,重疊系數50%得到含600個采樣點的數據處理包,對采集的聲壓信號實時計算3節點小波包能量值,根據式(6)、式(7)分別計算并繪制能量比值曲線R以及能量峭度指標曲線KE。圖10(a)給出了車削加工過后,工件Ⅱ表面加工狀態,圖10(b)給出了整個加工過程采集中的聲壓信號以及兩個顫振特征參數曲線隨著車削位置變化的趨勢圖。在穩定加工階段的時域幅值沒有明顯變化,證實了難以直接通過時域幅值變化情況監測早期微弱的顫振特征。相反能量峭度指標KE值在92 mm刻度處大于閾值3發出顫振特征預警,預示著顫振在此處開始孕育,同時觀察圖10(a)可發現,在65 mm刻度到92 mm刻度區間工件表面光滑無明顯振紋。隨后指標R值在107 mm刻度處大于閾值70%,表明顫振在此處爆發,嚴重的顫振將在工件表面留下明顯振紋影響加工質量,同時觀察工件表面加工狀態證實了嚴重顫振現象的發生。
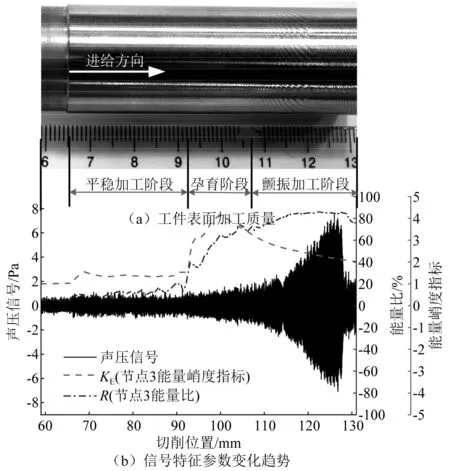
圖10 工件Ⅱ的監測結果Fig.10 Verification of workpiece Ⅱ
試驗結果分析表明,能量峭度指標KE能實現早期微弱顫振特征的準確識別,為顫振的抑制贏取更充分的響應時間。
4 結 論
(1)采用小波包對實時采集的聲壓信號進行分解,提出基于小波包能量峭度指標的早期顫振孕育狀態的監測方法,實現在顫振持續發展或爆發之前及時地發出顫振預警信號,提高了顫振識別的快速性。
(2)采用切削過程中聲壓信號目標頻帶的能量比作為顫振發展狀態的判別依據,獲得切削顫振演變過程與信號特征之間的映射關系,增加了顫振監測方法的可靠性。
(3)利用聲壓傳感器安裝的便捷性,構建出基于聲壓信號的能量峭度和目標頻帶能量比相結合的切削狀態監測指標。試驗驗證了該監測方法能夠準確地判別出顫振從穩定到萌生再到成熟的演化過程。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
