冷軋鍍鋅深沖薄板DX53D+Z沖壓開裂原因分析*
2021-11-11 03:46:44金光宇侯曉英曹光明
山東冶金 2021年5期
金光宇,侯曉英,郝 亮,曹光明,宇 凡
(山東鋼鐵集團(tuán)日照有限公司 鋼鐵研究院,山東 日照276826)
1 前 言
熱浸鍍鋅深沖薄板DX53D+Z具有良好的材料成形性、耐腐蝕性以及高表面質(zhì)量[1],屬于DDQ(Deep Drawing Quality)級(jí)別深沖鋼,廣泛應(yīng)用于汽車、家電、電氣行業(yè)等領(lǐng)域,對(duì)成形復(fù)雜、拉延深度大的部件具有很好的適應(yīng)性。材料的實(shí)際沖壓成形性能會(huì)受到材料物性、顯微組織、摩擦特性及沖壓環(huán)境等多因素影響[2],因此材料成形過(guò)程中的沖壓開裂、起皺等問題一直是深沖鋼材料應(yīng)用研究的重點(diǎn)。
某手推車制造廠使用山鋼日照公司冷軋熱浸鍍鋅板DX53D+Z 生產(chǎn)手推車車斗,經(jīng)外委加工制成異型薄板料,在進(jìn)行零件沖壓成形過(guò)程中,出現(xiàn)了批量沖壓開裂問題,開裂比例超過(guò)50%,不能滿足客戶的開裂率內(nèi)控要求。為此,山鋼日照公司對(duì)本次冷軋鍍鋅薄板沖壓開裂的原因進(jìn)行了分析,提出改進(jìn)措施,優(yōu)化生產(chǎn)工藝,改進(jìn)后的材料在使用過(guò)程中未出現(xiàn)沖壓開裂現(xiàn)象。
2 檢驗(yàn)方法
2.1 檢驗(yàn)材料
客戶采購(gòu)的熱浸鍍鋅DX53D+Z 板料,厚度0.9 mm,板寬1 150 mm,無(wú)鉻鈍化,鋅層(雙面)重量80 g/mm2。在客戶使用現(xiàn)場(chǎng),任意抽取5張板料進(jìn)行沖壓,開裂3件,隨后在開裂部位周圍取樣,并在現(xiàn)場(chǎng)隨機(jī)抽取5 塊尚未使用的板料以及合格件板件作為檢驗(yàn)樣本,分別進(jìn)行力學(xué)性能檢驗(yàn)、化學(xué)成分及顯微組織分析。
2.2 力學(xué)性能檢驗(yàn)
材料力學(xué)性能檢驗(yàn)采用GB/T 228—2002《金屬材料室溫拉伸試驗(yàn)方法》試驗(yàn)標(biāo)準(zhǔn),按照標(biāo)準(zhǔn)要求制作A80標(biāo)距拉伸試樣。為保證結(jié)果準(zhǔn)確性,共進(jìn)行5組靜態(tài)拉伸試驗(yàn),力學(xué)性能檢驗(yàn)結(jié)果見表1。
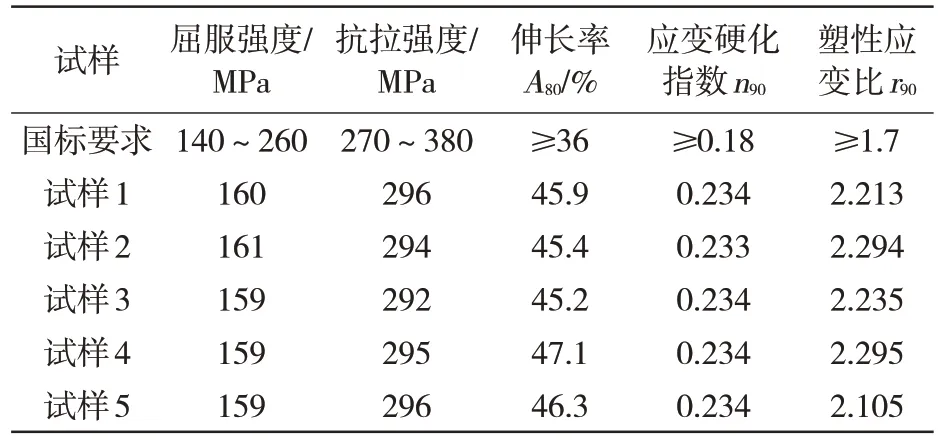
表1 試驗(yàn)材料物理性能
物理性能檢驗(yàn)結(jié)果顯示,所有檢測(cè)試樣的屈服強(qiáng)度和抗拉強(qiáng)度均符合國(guó)家標(biāo)準(zhǔn)要求,延伸率、加工硬化指數(shù)和各向異性指數(shù)均高于國(guó)標(biāo)要求,表明材料性能良好,排除了因材料力學(xué)性能異常引起沖壓成形開裂。
2.3 化學(xué)成分檢驗(yàn)
材料化學(xué)成分檢驗(yàn)采用GB/T 4336—2016《碳素鋼和中低合金鋼多元素含量的測(cè)定火花放電原子發(fā)射光譜法(常規(guī)法)》檢驗(yàn)標(biāo)準(zhǔn),取開裂件進(jìn)行化學(xué)成分檢測(cè)。試樣材料化學(xué)成分如表2所示。
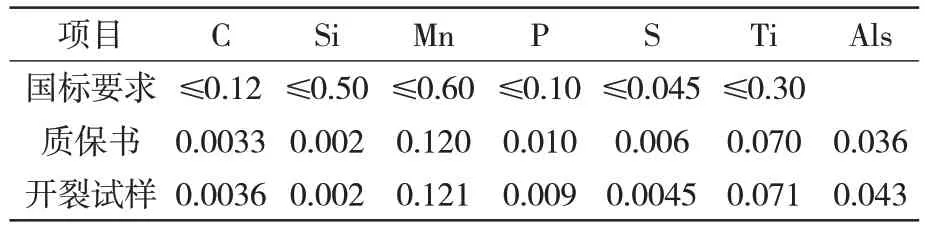
表2 試驗(yàn)材料化學(xué)成分(質(zhì)量分?jǐn)?shù)) %
化學(xué)成分檢驗(yàn)結(jié)果顯示,開裂試樣化學(xué)成分與材料質(zhì)保書成分基本一致,且符合國(guó)家標(biāo)準(zhǔn)GB/T 2518—2008《連續(xù)熱鍍鋅鋼板及鋼帶》中成分要求,表明材料化學(xué)成分正常,排除了因成分異常或不均引起沖壓成形開裂。
2.4 金相組織觀察
試樣的顯微組織以及晶粒度測(cè)定采用GB/T 13298—2015《金屬顯微組織檢驗(yàn)方法》、GB/T 13299—1991《鋼的顯微組織評(píng)定方法》與GB/T 6394—2017《金屬平均晶粒度測(cè)定方法》檢驗(yàn)標(biāo)準(zhǔn)。
開裂件試樣的金相組織如圖1所示。
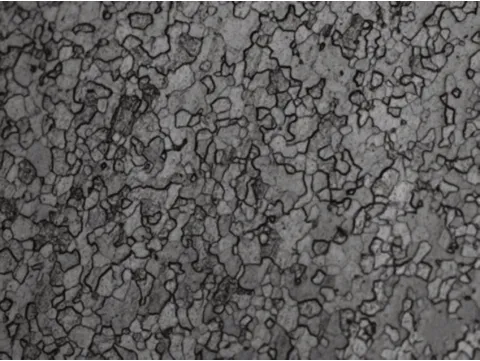
圖1 開裂件試樣金相組織 200×
試樣組織晶粒度在8.5~9,根據(jù)金相圖可以看出試樣全部由鐵素體組成,晶粒分布均勻,未出現(xiàn)帶狀組織,金相組織正常,排除因組織異常或不均引起沖壓成形開裂。
2.5 表面粗糙度檢測(cè)
鋼板表面粗糙度是鍍鋅產(chǎn)品重要的質(zhì)量指標(biāo)之一,粗糙度參數(shù)異常除了會(huì)影響鋼板表面外觀質(zhì)量外,還會(huì)影響產(chǎn)品的沖壓使用性能[3]。常用于表征熱浸鍍鋅鋼板表面粗糙度的參數(shù)是粗糙度參數(shù)Ra與峰值數(shù)Rpc,試驗(yàn)檢測(cè)采用GB/T 2523—2008《冷軋金屬薄板(帶)表面粗糙度和峰值數(shù)的測(cè)量方法》標(biāo)準(zhǔn)進(jìn)行檢測(cè),取開裂件、合格件以及未使用的板料進(jìn)行制樣,共計(jì)3 組。儀器采用觸針式測(cè)量方法,依照試驗(yàn)標(biāo)準(zhǔn)要求,探針在試樣被測(cè)表面上沿垂直軋制方向掃描規(guī)定的長(zhǎng)度,得到試樣表面輪廓,試樣的表面輪廓經(jīng)過(guò)濾波器處理后得到原始輪廓,對(duì)其進(jìn)行分析得到表面粗糙度參數(shù)Ra與峰值數(shù)Rpc,測(cè)5個(gè)值取平均數(shù)。表面粗糙度檢測(cè)結(jié)果如表3所示,表面粗糙度輪廓見圖2。
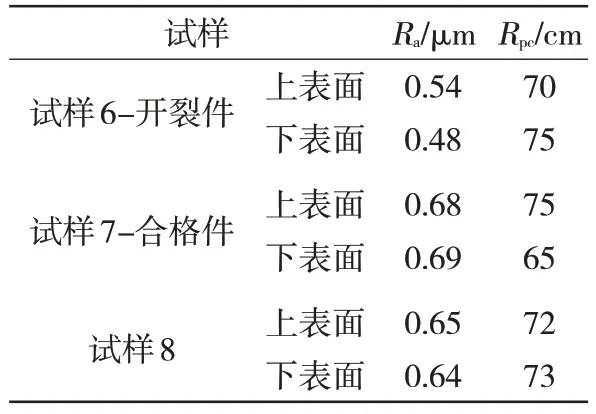
表3 試樣表面粗糙度結(jié)果
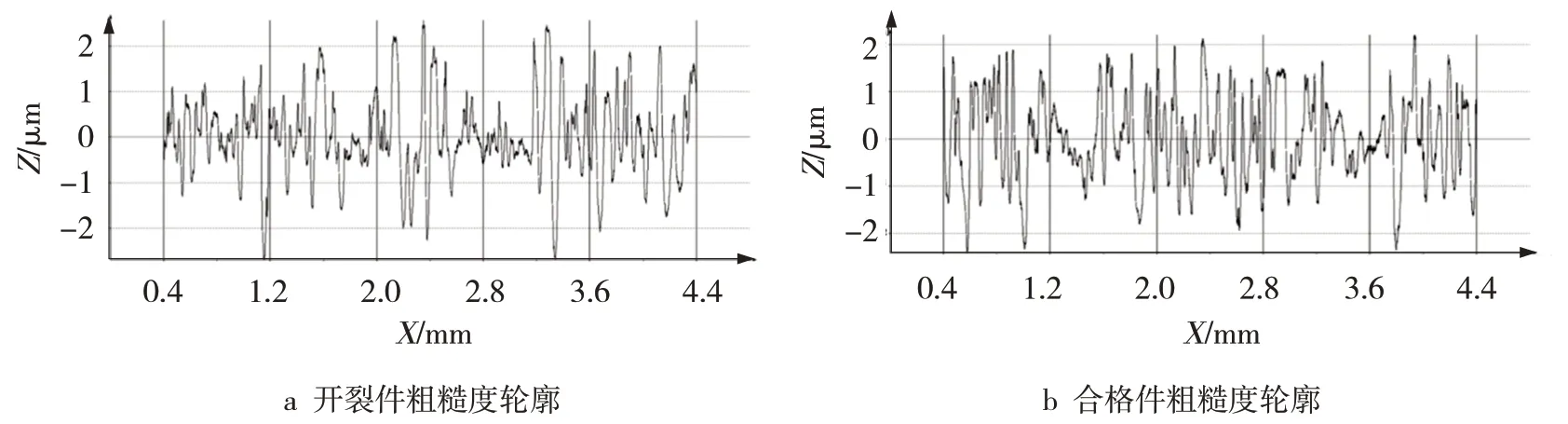
圖2 試樣粗糙度輪廓
表面粗糙度檢測(cè)結(jié)果顯示,開裂件及同批次試樣表面粗糙度值異常,三組試樣表面粗糙度參數(shù)Ra均偏低,其中開裂件表面粗糙度參數(shù)Ra遠(yuǎn)低于其他試驗(yàn)組,可初步判斷該卷產(chǎn)品表面粗糙度較低且粗糙度值分布不均。
使用掃描電鏡對(duì)開裂件試樣鋼板表面形貌進(jìn)行觀察。微觀表現(xiàn)可以看出,鋼板表面有小顆粒的凸起,但整體平滑,不利于沖壓油儲(chǔ)存,宏觀表現(xiàn)為鋼板表面粗糙度參數(shù)Ra值異常。
3 開裂原因分析與改進(jìn)措施
帶鋼表面的微觀形貌主要受鋼板初始表面狀態(tài)、平整機(jī)光整工作輥表面形貌和生產(chǎn)工藝影響。調(diào)取該卷生產(chǎn)工藝,發(fā)現(xiàn)在熱軋生產(chǎn)過(guò)程中,精軋溫度、卷取溫度均無(wú)異常,鍍鋅退火爐加熱段溫度、均熱段溫度、光整延伸率均符合內(nèi)控標(biāo)準(zhǔn),但該卷生產(chǎn)實(shí)績(jī)位于平整機(jī)光整工作輥換輥周期的末期。在來(lái)料合格、工藝參數(shù)無(wú)異常的情況下,工作輥的表面質(zhì)量和粗糙度將直接影響帶鋼表面形貌。
根據(jù)生產(chǎn)實(shí)際,隨機(jī)抽取兩組光整工作輥輥期內(nèi)鍍鋅產(chǎn)品表面粗糙度值變化,如圖3所示。在平整機(jī)光整工作輥的同一換輥周期內(nèi),隨著產(chǎn)線生產(chǎn)量增加,輥期內(nèi)鍍鋅板表面粗糙度不斷降低,這是由于光整工作輥表面的粗糙度受到磨損而逐漸衰減降低造成的,尤其在光整工作輥輥期的末期,帶鋼表面粗糙度衰減速度明顯加快。此外,該卷產(chǎn)品為無(wú)鉻鈍化處理,鋼卷光整后再經(jīng)鈍化處理,表面粗糙度將繼續(xù)下降,最終造成該卷產(chǎn)品表面粗糙度參數(shù)Ra數(shù)值偏低。表面粗糙度降低,微觀上將減少深沖潤(rùn)滑油脂的儲(chǔ)存空間,降低鋼板的成形性能,增加產(chǎn)品沖壓開裂風(fēng)險(xiǎn)。
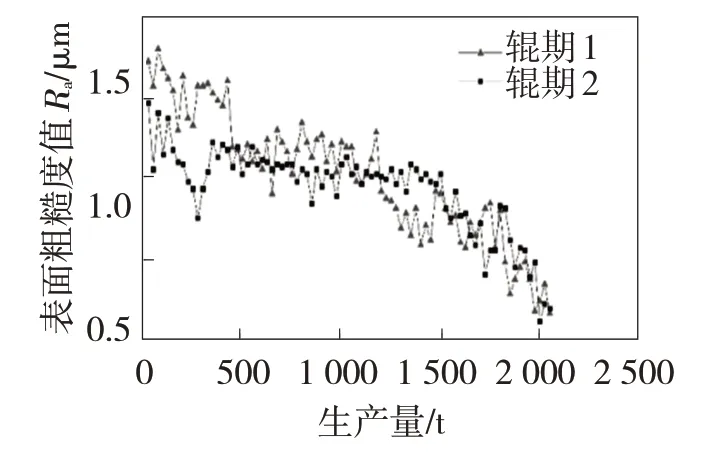
圖3 光整工作輥輥期內(nèi)產(chǎn)品表面粗糙度值
改進(jìn)措施:在保證正常生產(chǎn)工藝情況下,將產(chǎn)品安排在平整機(jī)光整工作輥輥期的中部生產(chǎn),同時(shí)保證工作輥的上、下輥間壓力不發(fā)生突變。改進(jìn)后的帶鋼表面粗糙度輪廓見圖4。
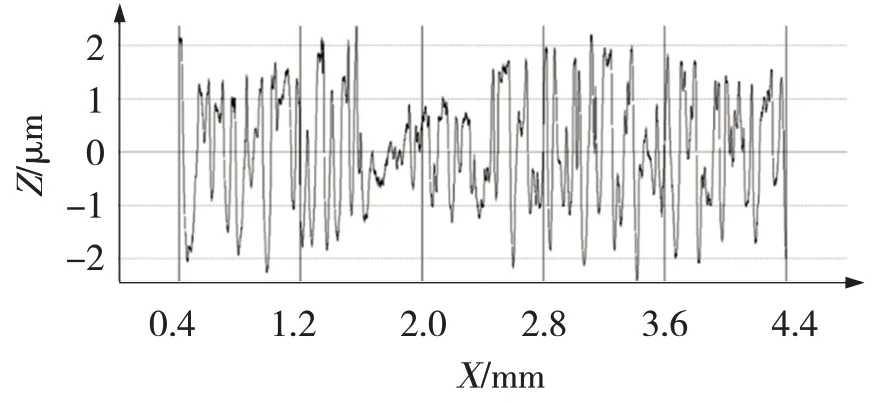
圖4 改進(jìn)后產(chǎn)品表面粗糙度輪廓
改進(jìn)后,在客戶使用現(xiàn)場(chǎng)取20 片該卷產(chǎn)品進(jìn)行現(xiàn)場(chǎng)沖壓試驗(yàn),未發(fā)生開裂,隨后將整卷產(chǎn)品落料沖壓,全部符合客戶要求。
4 結(jié) 語(yǔ)
(1)本次材料沖壓開裂的直接原因是鋼板表面粗糙度參數(shù)異常。造成表面粗糙度異常的原因是帶鋼位于平整機(jī)光整工作輥末期生產(chǎn),工作輥表面粗糙度衰減較快,使得鋼板表面粗糙度降低。
(2)在材料力學(xué)性能滿足的前提下,鋼板表面粗糙度Ra 較低將會(huì)降低材料的實(shí)際沖壓成形性能,極易造成沖壓開裂等缺陷。
(3)根據(jù)材料的實(shí)際使用需求,在光整工作輥輥期內(nèi)合適的進(jìn)行排產(chǎn)或使用鍍鉻輥,將有效控制材料表面粗糙度值。
