一種導布輥組合裝置在定型機出布冷卻中的應用
2021-11-17 12:33:26趙水明
紡織報告 2021年10期
張 健,趙水明
(江蘇鷹游紡機有限公司,江蘇 連云港 222062)
定型機是一種常用的紡織后整理設備,主要用于針織布、梭織布的烘干及拉幅定型。拉幅定型是對織物高溫加熱,消除部分內應力,調整經緯紗的狀態,將織物緩慢拉至指定尺寸,并改善織物在織造過程中存在的缺陷。織物的高溫拉幅實際上就是一次熱定型[1]。織物在熱定型過程中,布面溫度較高,若機尾出布冷卻不及時,落布時布料堆積,熱量難以散去,將影響織物顏色的穩定性,布面也會出現不易消除的折痕,進而影響織物的表面平整度。因此,對于高溫定型后的織物,要選擇合適的冷卻方式及時降溫。
1 現有的冷卻方式
目前,定型機常用的出布冷卻方式主要有冷風箱冷卻和冷卻滾筒冷卻。
1.1 冷風箱冷卻
冷風箱冷是由冷風箱內的循環風機吸入冷風(通常由空調風機提供冷風源,也有部分廠家直接引入車間外的冷空氣),通過風排將冷風吹在布面上,達到降低織物表面溫度的目的(圖1)。

圖1 冷風箱
1.2 冷卻滾筒冷卻
冷卻滾筒冷是通過向筒內注入低溫自來水或地下循環水,當織物接觸冷卻滾筒表面時,利用冷卻滾筒吸收織物表面的熱量,達到降溫的目的(圖2)。

圖2 冷卻滾筒
當以上兩種冷卻方式應用于低溫、低速、低克重的定型織物時,具有很好的冷卻效果;然而,當應用于高溫、高速、高克重的定型織物時,會因冷卻時長不夠,冷卻效果大打折扣,布面散熱不佳,落布時布面溫度偏高,直接影響定型機后續的相關工序,嚴重的話極易產生不合格產品。
1.3 改進后的冷卻方式
針對以上常規冷卻方式的弊端,部分定型機使用廠家對定型機機尾出布冷卻進行改進,有廠家在原有冷卻滾筒上安裝支架、在定型機烘箱之間安裝多根冷水輥,利用增加的冷卻滾筒實現降溫[2]。還有廠家在定型機沒有冷水滾筒的情況下,充分利用廠房的空間,搭建冷卻機架,安裝若干根平行設置的金屬導輥,織物依次繞行金屬導輥,延長停留時間,降低布面溫度[3-4]。
以上方案都是通過增加織物行程、延長冷卻時間,達到織物降溫的目的。較常規的冷卻方式有明顯的改善,但也存在一些不足,如冷水滾筒價格偏高,需要配備專門的冷卻水系統,投資成本較高。此外,廠家生產車間布局大小、冷卻機架安裝緊湊與否、毛面朝向問題考慮與否,都會制約改進工作的順利開展。
2 一種導布輥組合裝置在定型機出布冷卻中的應用
本研究提出了一種導布輥組合裝置用于定型機出布冷卻,該裝置主要包含減速機、主傳動導布輥、傳動導布輥、被動導布輥、聯接橫梁及聯接立柱。減速機與主傳動導布輥通過機械傳動傳遞運動與動力,主傳動導布輥與傳動導布輥通過同步鏈輪實現同步運動。深色箭頭與淺色箭頭分別代表織物定型時毛面朝下和毛面朝上兩種走布路線。相比于現有的冷卻方式,本研究所述導布輥組合裝置具有以下特點(圖3)。
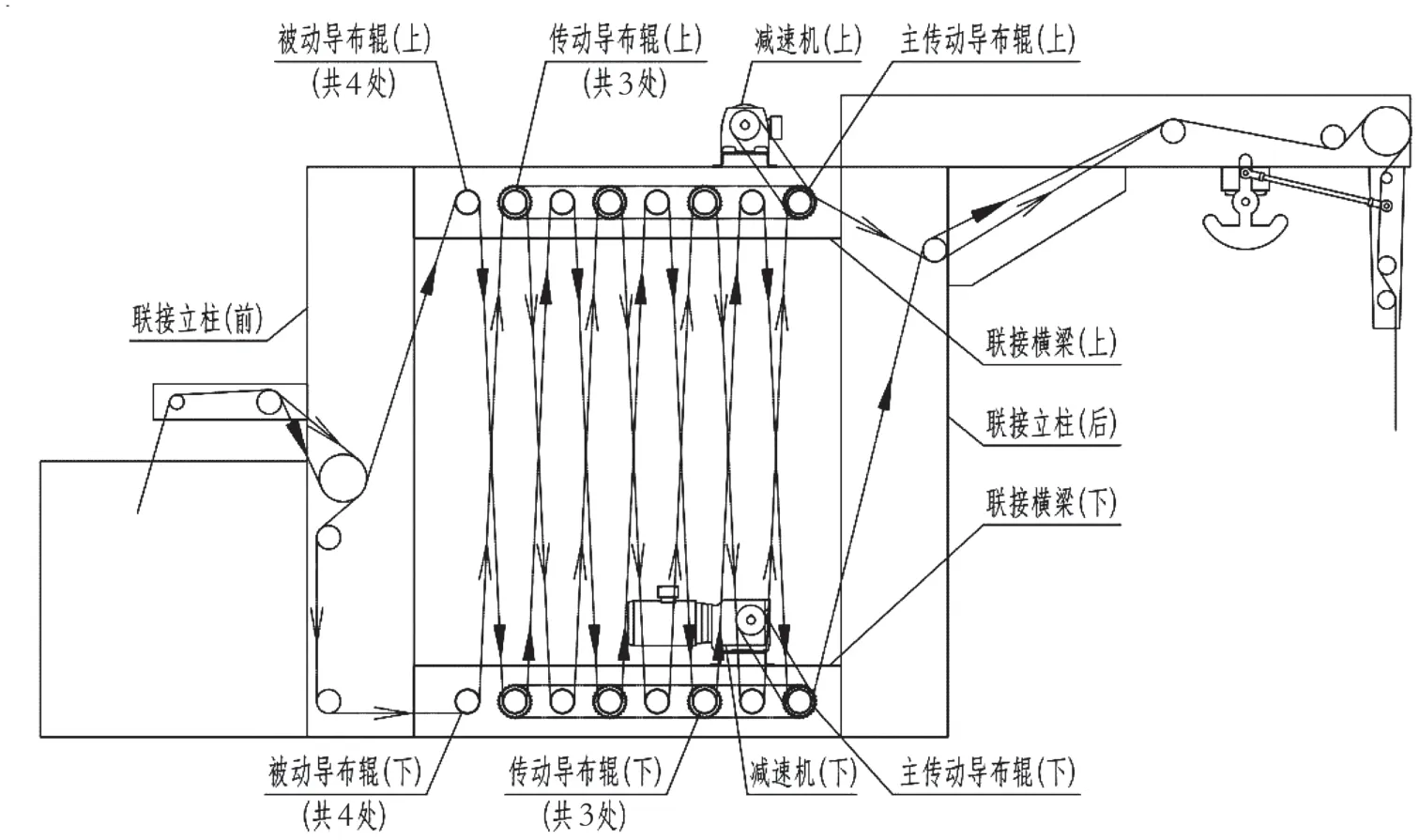
圖3 一種導布輥組合裝置的結構簡圖(通用型)
2.1 空間利用率高
導布輥組合裝置長度方向安裝尺寸緊湊,在滿足傳動及同步基本要求的基礎上,充分利用定型機出布高度方向空間,增加織物的冷卻行程,延長冷卻時間,以空間換取時間,提升織物冷卻效果。
2.2 織物張力穩定
織物在依次穿過被動導布輥及(主)傳動導布輥散熱過程中,多傳動導布輥結構有效改善了織物行進過程中的張力,避免了因行程過長、被動導布輥偏多而產生張力不平衡的問題。為了防止織物打滑跑偏,通常會選擇在(主)傳動導布輥輥面裹上綠絨包輥帶,增加織物底布與(主)傳動導布輥輥面之間的摩擦力。
2.3 工藝適應范圍廣
根據定型時織物毛面朝上或毛面朝下的要求,在導布輥組合裝置上選擇合適的穿布方式。兩種穿布方式切換方便,能滿足高溫、高速特別是高克重織物的出布冷卻要求。若定型織物毛面朝向穩定,且定型機烘箱內只配備單層風排,廠家可選擇圖4或圖5的導布輥組合裝置,繼續增加織物的冷卻行程,最大限度地發揮導布輥組合裝置的散熱冷卻作用。
圖4 一種導布輥組合裝置的結構簡圖(毛面朝上)
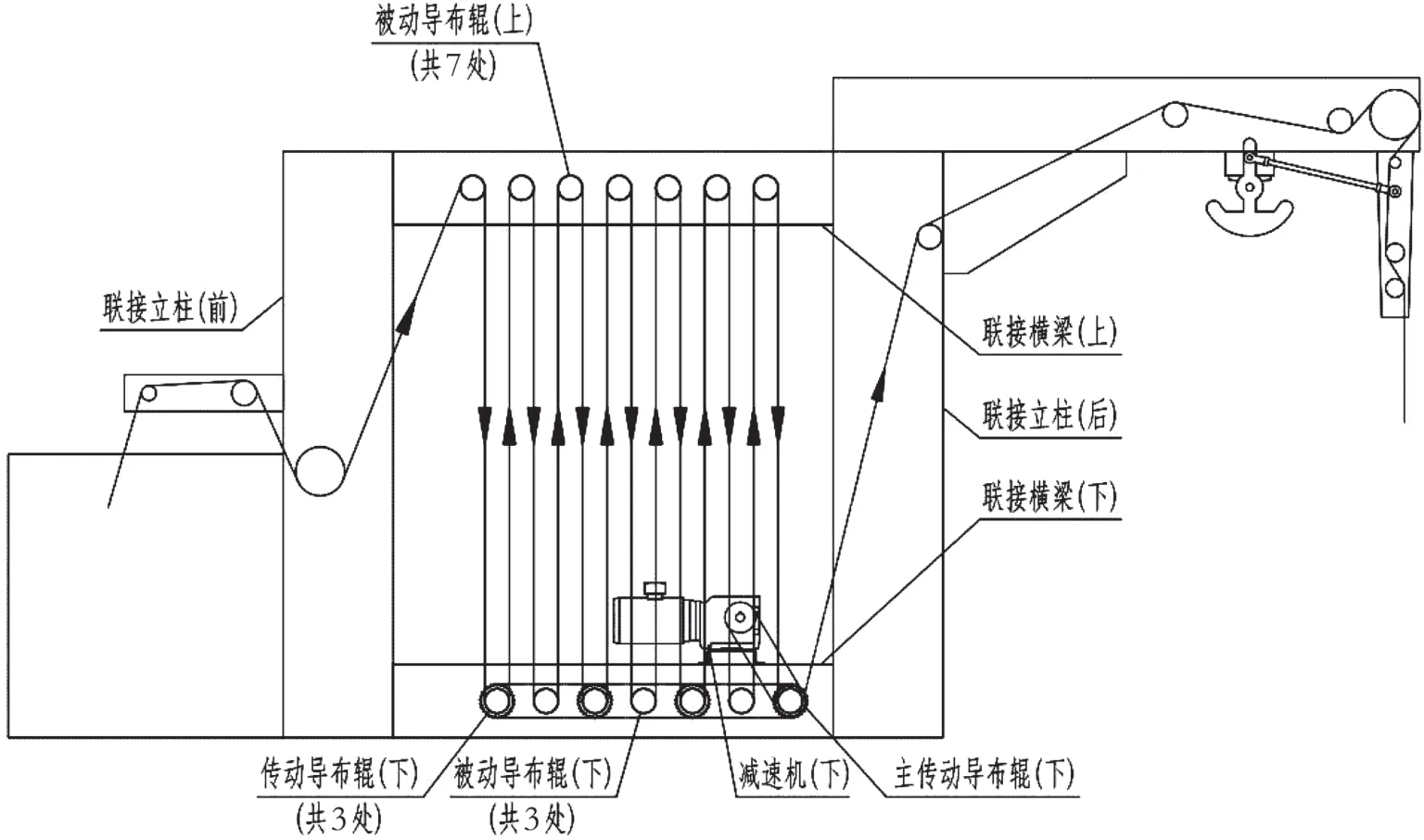
圖5 一種導布輥組合裝置的結構簡圖(毛面朝下)
3 結語
這種導布輥組合裝置作為常規冷卻方式的補充,增加織物在出布冷卻區域的散熱行程及延長停留時間有助于織物散發熱量,降低布面溫度,消除色變色差,提高織物表面的平整度,保證定型織物的產品質量。該裝置具有結構簡單易操作、成本低、冷卻效果好的特點,對用于織物高溫定型后的出布冷卻有一定的參考價值。