間隙配合小冠頭雙線螺栓用襯套壓鉚研究
2021-11-22 11:09:56陳天緣
機械設計與制造 2021年11期
關鍵詞:變形
聶 鵬,陶 金,陳天緣
(1.沈陽航空航天大學航空制造工藝數字化國防重點學科實驗室,遼寧 沈陽 110136;2.沈陽航空航天大學機電工程學院,遼寧 沈陽 110136)
1 引言
壓鉚是飛機裝配中常用的機械連接方式,據估算,壓鉚勞動量約為30%,隨著對性能的不斷提高,人們更加重視壓鉚質量[1]。在各種裝配中,襯套與零件孔的裝配是一項關鍵技術,裝配襯套的孔一般有承力軸穿過,所以其裝配可靠性十分重要[2]。
襯套與零件孔的配合方式主要有兩種,過盈配合和間隙配合,過盈配合襯套的安裝有三種方法,即壓入法、冷裝法、冷拔法[3];間隙配合是指具有間隙的配合,即孔的實際尺寸永遠大于或等于襯套的實際尺寸。許多企業采用錘鉚的手工操作方式,不僅生產效率低,要求工人技術高,并且質量十分不穩定,存在事故隱患[4]。目前針對不同種類的襯套裝配已有部分研究,文獻[5]分析了缸體凸輪軸成品襯套壓裝技術要求;文獻[6]分析了過盈裝配下油孔對連桿小頭和襯套壓力場以及應力場的影響;文獻[7]考慮了裝配應力對設計油膜軸承襯套時的影響,以提高其運行可靠性;文獻[8]利用Abaqus仿真分析得出應力最大點正是橡膠襯套疲勞試驗中裂紋破壞的起始點。
小冠頭雙線螺栓用襯套內有小冠頭雙線螺栓穿過,并與小冠頭雙線螺栓用螺母配套使用,小冠頭雙線螺栓用襯套使用不銹鋼材料,硬度較低,耐磨性好,可以減少小冠頭雙線螺栓與鋁合金材質的壁板沉頭孔的磨損,并且有防腐蝕的作用。本文小冠頭雙線螺栓用襯套與壁板沉頭孔采用間隙配合,改變壁板沉頭孔與小冠頭雙線螺栓用襯套的間隙量、模具墩頭傾角,通過有限元模擬和實驗的方式,分析壓鉚過程中壓鉚力的變化和對小冠頭雙線螺栓用襯套變形量的影響規律。
2 壓鉚方法與模具的制定
小冠頭雙線螺栓用襯套裝配圖,如圖1所示。其基本結構與其它鉚接裝配大體一樣,小冠頭雙線螺栓用襯套壓鉚完成后,小冠頭雙線螺栓用襯套頂頭處與壁板沉頭孔的上端孔處貼合。
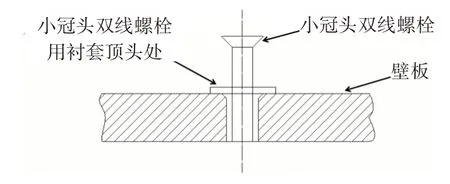
圖1 小冠頭雙線螺栓用襯套裝配圖Fig.1 Assembly Drawing of Bushing for Small Crown Head Double-Wire Bolts
在以往過盈配合直接壓鉚小冠頭雙線螺栓用襯套的過程中,容易出現小冠頭雙線螺栓用襯套被壓裂或壓偏的現象,造成產品損壞,影響產品質量。因此,為了保證小冠頭雙線螺栓用襯套的壓鉚質量,并針對壁板沉頭孔的特點,采用了間隙配合對小冠頭雙線螺栓用襯套進行壓鉚的方法,如圖2所示。
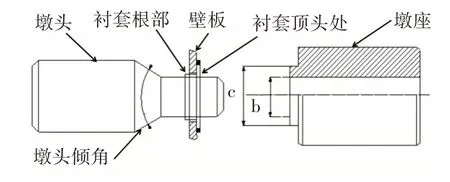
圖2 小冠頭雙線螺栓用襯套工裝示意圖Fig.2 Schematic Drawing of Bushing Tools for Small Crown Head Double-Wire Bolts
該方法作用對象也是與之對應的小冠頭雙線螺栓用襯套,墩頭通過壓力使墩頭傾角與小冠頭雙線螺栓用襯套根部接觸發生擠壓,隨著壓力的不斷增大,墩頭前端軸部分不斷的向下,穿過小冠頭雙線螺栓用襯套的中心孔,進入墩座的空心部分,在此過程中墩頭的前端軸部分可以起到一定的導向作用,并且小冠頭雙線螺栓用襯套被固定在墩座上,墩頭擠壓小冠頭雙線螺栓用襯套使其根部脹大,由于小冠頭雙線螺栓用襯套的高度略大于壁板的厚度,被脹大的部分大于壁板沉頭孔下端的尺寸,最終小冠頭雙線螺栓用襯套被固定在壁板沉頭孔上,完成整個壓鉚過程。
3 有限元分析
3.1 有限元理論分析
在接觸問題中,利用有限元法,將接觸的兩個物體的表面離散為多個單元,在接觸面上任意點建立坐標系,根據小冠頭雙線螺栓用襯套與壁板沉頭孔間隙配合對應可得,x為徑向,y為軸向,z為接觸點的切線方向,接觸面上點的三個局部坐標方向接觸應力和間隙可以通過彈性力學確定[9]:

式中:物體Ⅰ—接觸體;物體Ⅱ—目標體;k—x、y、z3個方向;pkⅠ、—物體Ⅰ、Ⅱ對應接觸點不同方向的接觸應力;gk—接觸點三個局部坐標方向的間隙;ukⅠ、ukⅡ—物體Ⅰ、Ⅱ上對應接觸點不同方向的位移分量;dk—接觸點間不同方向的初始間距;σkjⅠ、σkjⅡ—物體Ⅰ、Ⅱ上對應接觸點的應力分量;nj-接觸點的單位外法向矢量分別與三個坐標軸正向夾角的余弦。
3.2 分析模型的建立
由于墩頭、墩座材料為中碳,硬度和相對剛性大,在壓鉚過程中依靠墩頭下移使小冠頭雙線螺栓用襯套根部變形脹大與壁板沉頭孔發生擠壓,達到裝配的目的。因此在ABAQUS 中只建立小冠頭雙線螺栓用襯套和壁板的有限元模型,其對應的材料參數,如表1所示。墩頭、墩座采用解析剛體模擬,對其受力大小、變形量等不進行考慮,在墩頭頂邊的中點設置參考點RP,使其向下移動相同的距離。由于模型的對稱性,為了縮短計算時間,仿真模型選擇二維實體,如圖3所示。圖中:θ/2—墩頭傾角θ的一半,墩頭傾角是指墩頭錐體部分兩斜面相交的角度。
表1 材料參數表Tab.1 Material Parameter Table
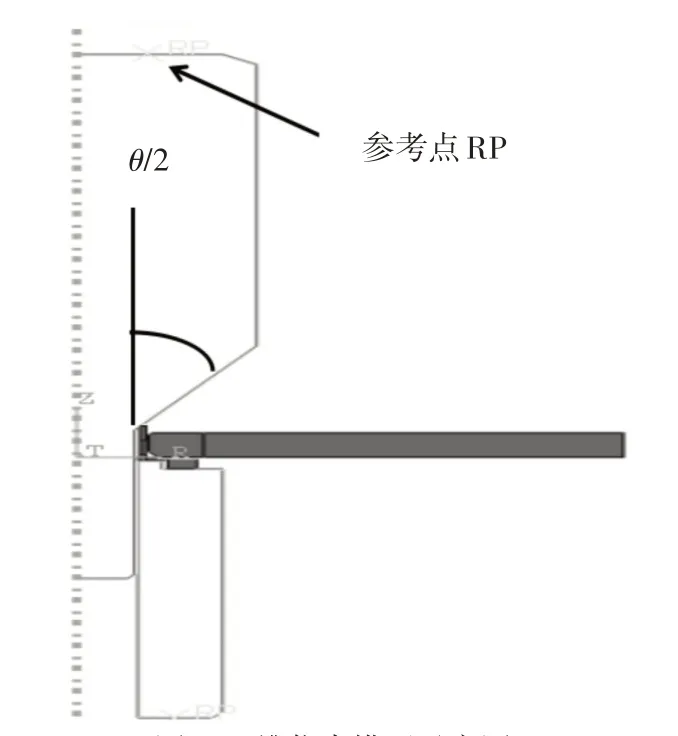
圖3 二維仿真模型示意圖Fig.3 Diagram of 2-D Simulation Model
3.3 基于ABAQUS的仿真分析
由于模型呈軸對稱結構,可采用單元類型為CAX4I(4節點四邊形雙線性非協調軸對稱單元)對小冠頭雙線螺栓用襯套和壁板進行網格劃分,對變形大的區域及小冠頭雙線螺栓用襯套的接觸區域采用了更細的網格劃分。在定義接觸時,采用面-面接觸,其接觸屬性設置為庫倫摩擦,摩擦系數為0.2。固定墩座底側的所有自由度,即X、Y、Z方向的位移自由度U1、U2和UR3均為0。分析包括兩個分析步,壓頭為軸對稱剛體,其運動完全由參考點來控制,通過邊界條件來消除其各個方向上的剛體位移和轉動,U1和UR3設為0,U2不為0,使墩頭下移,最終完成小冠頭雙線螺栓用襯套與壁板沉頭孔的裝配。
3.4 模擬結果分析
分別采用80°、90°、100°和110°傾角的墩頭對相同的小冠頭雙線螺栓用襯套的壓鉚過程進行模擬,為了模擬不同墩頭傾角對小冠頭雙線螺栓用襯套壓鉚的影響,各模型均設置相同的參數和邊界條件,小冠頭雙線螺栓用襯套在不同傾角作用下的應力云圖(在此只列出了間隙量為0.2mm的云圖),如圖4所示。
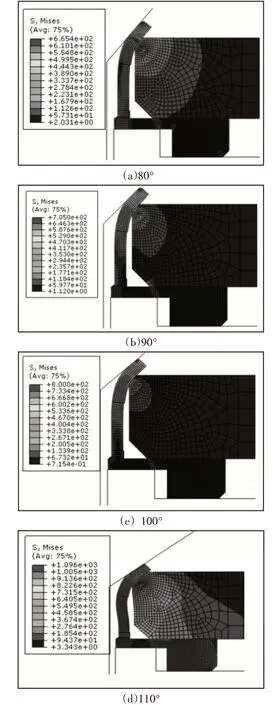
圖4 不同墩角的應力云圖Fig.4 Stress Nephogram of Different Pier Angles
由圖4可以看出,當墩頭傾角為(80~110)°時,裝配體最大應力范圍為(665~1096)MPa。隨著墩頭傾角的不斷增加,其對應的最大應力值也不斷增大,最大應力均位于小冠頭雙線螺栓用襯套發生大變形的根部末端。根據仿真的結果,在壓鉚中小冠頭雙線螺栓用襯套最先發生彈性變形,然后發生塑性變形,隨著墩頭的不斷下移,作用在小冠頭雙線螺栓用襯套上的載荷不斷增大,直至與壁板沉頭孔上邊緣發生強烈擠壓,小冠頭雙線螺栓用襯套根部金屬橫向和縱向的流動趨于飽和,最終小冠頭雙線螺栓用襯套被穩定固定在壁板沉頭孔上。但當墩頭傾角達到110°時,小冠頭雙線螺栓用襯套發生扭曲變形,并使孔板邊緣發生嚴重下陷,影響了鉚接質量和效果。從小冠頭雙線螺栓用襯套形狀和其與壁板沉頭孔變形程度來看,墩頭傾角小于等于100°時,比較合適。
由于壁板沉頭孔在加工過程中,可能會存在加工誤差,導致小冠頭雙線螺栓用襯套與壁板沉頭孔的間隙量會有所變動,下面分別對間隙量為0.1mm、0.15mm、0.2mm三種情況下的壓鉚力進行了對比分析,如圖5所示。
由圖5可以看出,隨著間隙量的不斷減小,其壓鉚力隨之增大。小冠頭雙線螺栓用襯套壓鉚過程中,因為間隙量越小,小冠頭雙線螺栓用襯套與壁板沉頭孔之間的徑向接觸面壓力FN越大,由摩擦力公式可知,f=μ.FN,FN越大,墩頭與小冠頭雙線螺栓用襯套之間的滑動摩擦力越大,為克服由于間隙量變小而隨之增大的擠壓力和滑動摩擦力,所以需要的壓鉚力會增大。
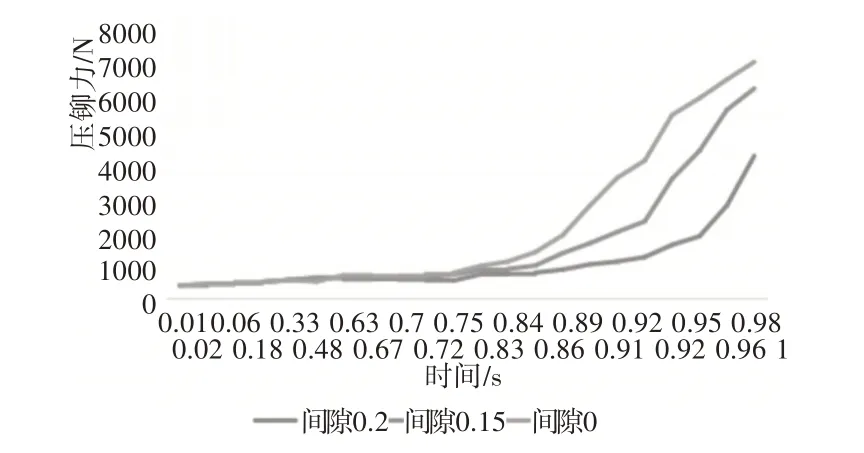
圖5 不同間隙量下的壓鉚力曲線Fig.5 Pressure Riveting Force Curve with Different Clearance
當間隙量一定時,選取墩頭傾角為80°、90°、100°進行了壓鉚力分析,如圖6所示。墩頭傾角越小,錐體部分越細長,進入壁板沉頭孔的深度越深,在墩頭下壓的過程中,與壁板沉頭孔發生擠壓的面積越大,所以壓鉚力有一部分用在擠壓壁板沉頭孔上面,導致壓鉚力增大;墩頭傾角越大,錐體部分越粗大,與小冠頭雙線螺栓用襯套根部末端接觸的面積越大,與壁板沉頭孔發生擠壓的面積很小,壓鉚力主要用于小冠頭雙線螺栓用襯套的變形上。
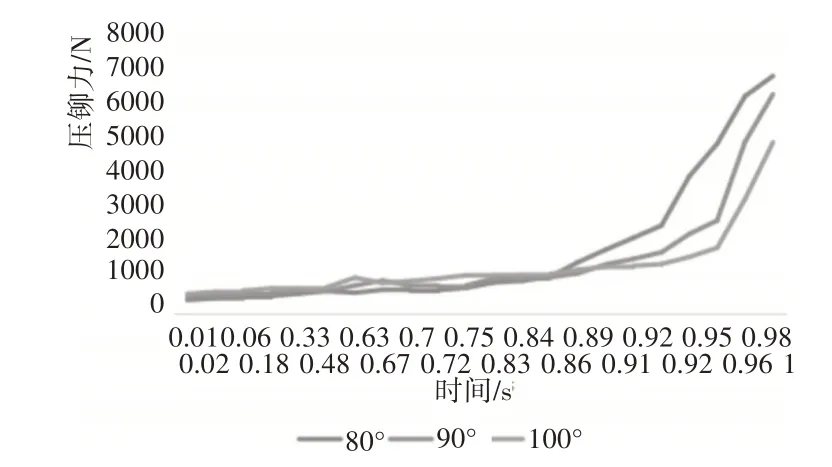
圖6 不同墩頭傾角下的壓鉚力曲線Fig.6 Pressure Riveting Force Curves at Different Pier Inclination Angles
采用小冠頭雙線螺栓用襯套根部成形后沿孔徑方向的位移Ux和沿孔軸方向的位移Uy來比較變形量的大小,沿孔切向方向的位移Uz忽略不計。橫坐標是小冠頭雙線螺栓用襯套根部沿孔軸方向的距離,縱坐標為小冠頭雙線螺栓用襯套根部徑向的變形量,如圖7(a)所示。小冠頭雙線螺栓用襯套根部離壁板沉頭孔上邊緣越近的節點,其沿著孔徑方向的位移越大。當沿孔軸方向的距離Uy為(0~1.3)mm時,由于距離壁板沉頭孔上邊緣較遠,小冠頭雙線螺栓用襯套根部中的這一部分沿徑向的變化量很小;當距離為(1.3~2.7)mm時,三種不同角度的墩頭對小冠頭雙線螺栓用襯套根部形成的徑向的變化量都呈指數增長趨勢,因為距離壁板上邊緣越來越近,墩頭對其的作用越來越大,發生的變形量也會隨之增加。隨著孔徑方向距離的變化小冠頭雙線螺栓用襯套根部軸向的變行量,如圖7(b)所示。從圖上可以看出,根部上越靠近外徑的節點,其軸向上的變形量越大,并且隨著墩頭傾角的增加,根部外徑節點變形量也隨之增大。當墩頭傾角為100°時,其徑向的變形量達到了0.702mm,軸向變形量達到了0.43mm,相比于其他兩個角度的墩頭,兩個方向的變形量均為最大。分別對其它兩個間隙量的配合也做了模擬,從數據來看,間隙量對小冠頭雙線螺栓用襯套根部徑向和軸向變形量影響不大,在此就不做一一贅述了。
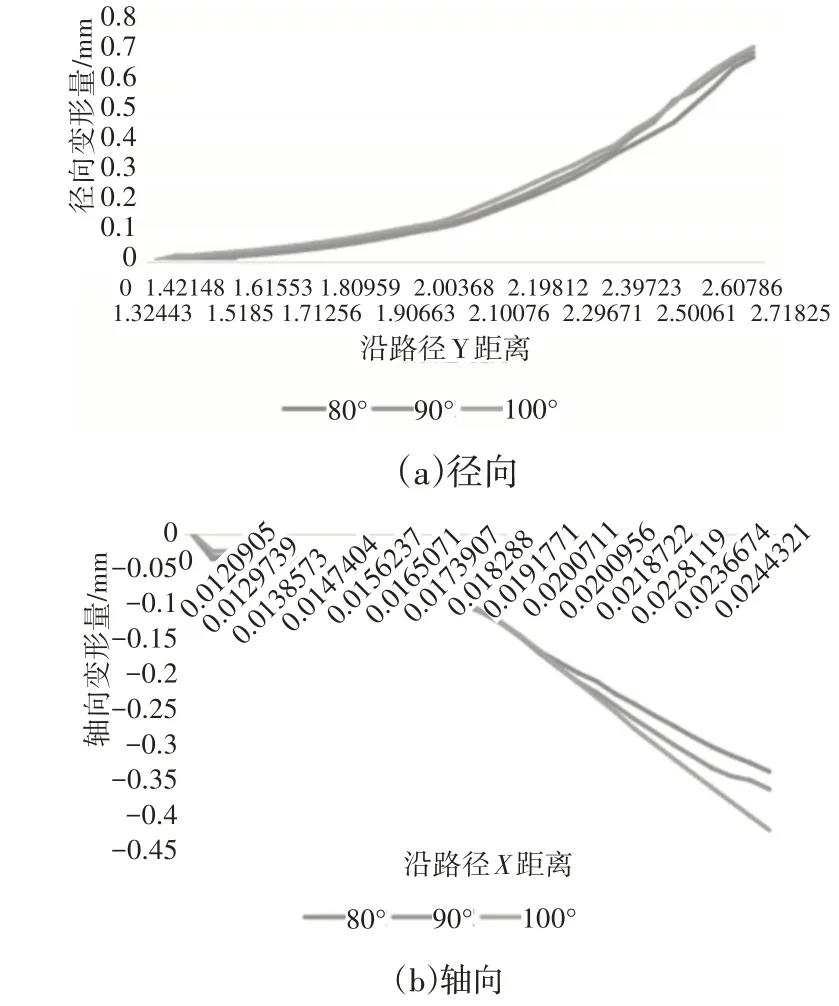
圖7 徑向和軸向變形量示意圖Fig.7 Diagram of Radial and Axial Deformations
4 實驗分析
有限元仿真模擬為小冠頭雙線螺栓用襯套的壓鉚研究提供了理論依據,為驗證模擬結果的正確性,本文采用直徑9.8mm,高度3mm,壁厚0.7mm 的小冠頭雙線螺栓用襯套、厚度2.4mm 的壁板進行壓鉚實驗。以往采用手工裝配的方法,即采用手工固定和連續錘擊的方式安裝,人工施加壓力的過程中,壓力不穩定,對壓鉚效果的影響很大。本文采用的壓鉚設備主要由支架、千斤頂、壓力傳感器、智能儀表4部分組成,本設備可以提供穩定的壓力,壓力的大小可以通過壓力傳感器傳輸到智能儀表上,并且能夠對壓力的變化進行實時的監測,同時選取模擬中三種不同傾角的墩頭和三種不同間隙量的壁板孔進行對比實驗,壓鉚設備、墩頭墩座,如圖8所示。

圖8 壓鉚裝備、不同墩頭和墩座實物圖Fig.8 Drawing of Riveting Equipment,Different Pier Head and Pier Seat
100°傾角墩頭、間隙量0.1mm實驗前后對比圖,如圖9所示。壓鉚后的小冠頭雙線螺栓用襯套與原始小冠頭雙線螺栓用襯套相比,徑向和軸向變形量明顯,小冠頭雙線螺栓用襯套沒有被壓偏且壓鉚效果良好。根據墩頭傾角和間隙量的不同,將試件分成9組,在壓鉚過程中,使千斤頂緩慢勻速壓裝,分別對9組樣件進行實驗,并且每組實驗進行2次,通過智能儀表輸出最大壓鉚力,分別用厚度測量千分尺和外徑千分尺對9組樣件的小冠頭雙線螺栓用襯套的高度和直徑進行測量,將測量后的結果取平均值,如表2所示。

圖9 實驗前后外觀對比圖Fig.9 Appearance Comparison Before and After Experiment
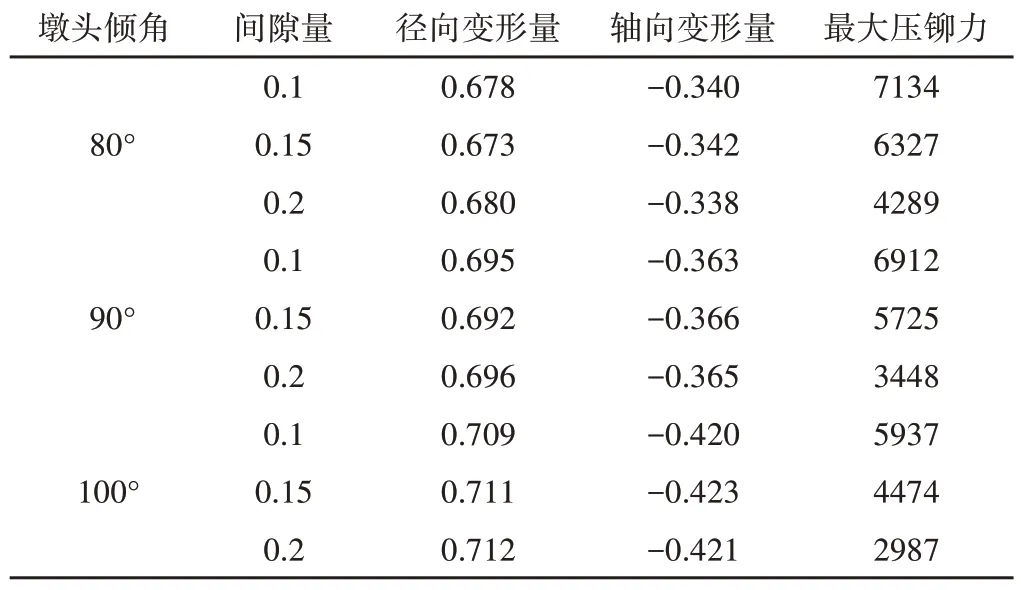
表2 變形量(mm)和最大壓鉚力(N)Tab.2 Deformation(mm)and Maximum Riveting Force(N)
根據表2的結果可以看出,取不同的墩頭傾角和間隙量,所對應的小冠頭雙線螺栓用襯套徑軸向變形量和所需的最大壓鉚力也不同。當間隙量為0.1mm時,所需的壓鉚力最大,當墩頭角度為100°時,小冠頭雙線螺栓用襯套的徑向和軸向變形量最大,壓鉚力和徑軸向變形量的變化趨勢也與模擬結果基本一致,驗證了模擬仿真的正確性。
5 結論
(1)在一定范圍內,間隙量和墩頭傾角均對壓鉚力大小有較大影響,間隙量的減小和墩頭傾角的減小都會造成壓鉚力增大。
(2)小冠頭雙線螺栓用襯套的變形量大小主要取決于墩頭傾角,隨著墩頭傾角的增大,小冠頭雙線螺栓用襯套徑向和軸向的變形量增加,但當墩頭傾角達到110°時,小冠頭雙線螺栓用襯套發生嚴重扭曲變形,間隙量的改變對小冠頭雙線螺栓用襯套變形量影響不大。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36