汽車車身螺柱焊接參數(shù)對焊接組織與性能影響的研究分析
2021-11-23 00:56:50靳延鵬盧文超陸勇季良趙洪生孔德群
時代汽車 2021年22期
關鍵詞:力學性能
靳延鵬 盧文超 陸勇 季良 趙洪生 孔德群

摘 要:本文研究了汽車車身螺柱焊接工藝參數(shù)對焊接質量的影響,以0.8mm厚的CR3鍍鋅板為基體材料,采用3700號螺柱焊釘進行焊接試驗,重點分析了不同焊接電流對焊接質量的影響。本文利用拉伸試驗儀、分析了焊接后的焊接質量,利用金相顯微鏡對顯微組織進行了分析研究。研究結果表明:在0.8mm厚的鍍鋅板進行螺柱焊接時,在提升高度為0.8mm情況下,最優(yōu)的焊接電流為-800mA,焊接時間為50ms;其抗拉力為3.56KN。
關鍵詞:汽車車身 螺柱焊 顯微組織 力學性能
Research and Analysis of the Influence of Auto Body Stud Welding Parameters on Welding Structure and Performance
Jin Yanpeng Lu Wenchao Lu Yong Ji Liang Zhao Hongsheng Kong? Dequn
Abstract:This paper studies the influence of welding process parameters of automobile body studs on welding quality. With 0.8mm thick CR3 galvanized sheet as the base material, 3700 stud welding studs are used for welding experiments. The article focuses on the analysis of the impact of quality of different welding currents. In this paper, the tensile tester is used to analyze the welding quality after welding, and the microstructure is analyzed and researched using a metallurgical microscope. The research results show that when stud welding is performed on a 0.8mm thick galvanized sheet, when the lifting height is 0.8mm, the optimal welding current is -800mA, the welding time is 50ms, and its tensile strength is 3.56KN.
Key words:car body, stud welding, microstructure, mechanical properties
1 試驗材料及方法
1.1 試驗材料
本次實驗所用螺柱焊接板材材料為CR3鍍鋅鋼板,板厚為0.8mm,其主要化學成分見表1;螺柱焊釘為3700鋼釘。
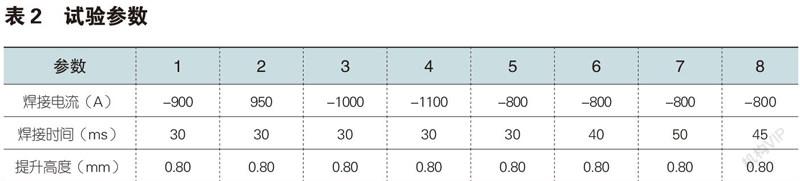
1.2 試驗參數(shù)
本實驗采用正交實驗方法,將焊接時間和焊接電流作為變量,對比相同電流和提升高度下,不同焊接時間對焊接質量的影響;對比相同焊接時間和提升高度下,不同焊接電流對焊接質量的影響。焊接電流由-800A到-1100A,焊接時間由30ms到50ms遞增,實驗參數(shù)如表2所示:
2 組織結構分析
2.1 微觀組織分析
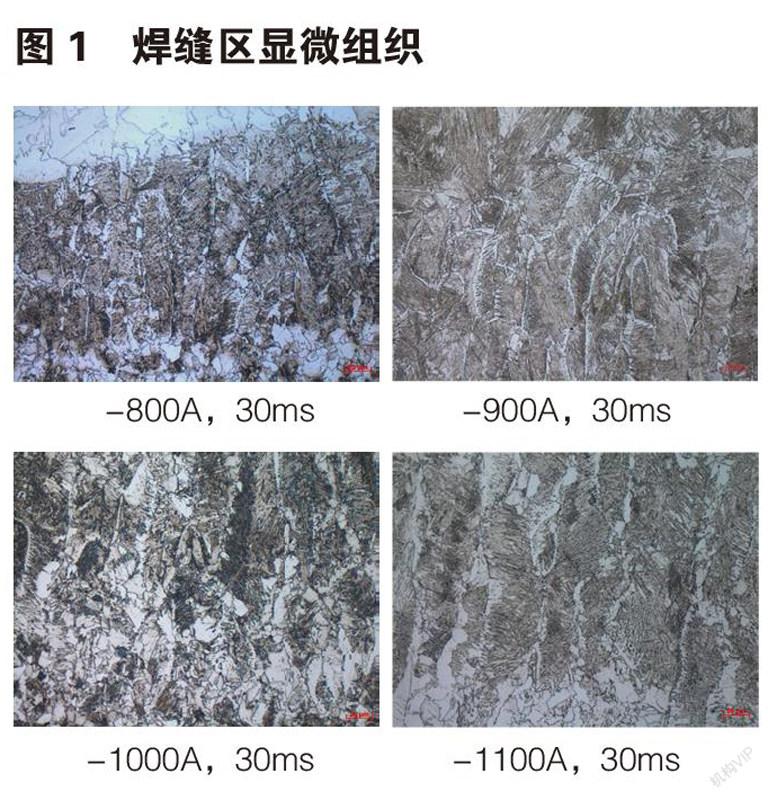
焊縫區(qū)組織相較于母材發(fā)生了很大變化,如圖1所示,焊縫區(qū)組織呈板條狀分布,該組織為熔融金屬在焊后的快速冷卻過程中形成的非平衡組織馬氏體。
不同參數(shù)下,各個焊縫熔化區(qū)的組織形貌基本相似,都是板條狀的馬氏體,但是馬氏體的分布區(qū)域相差較大。螺柱焊焊接過程中,螺釘及板材迅速升溫,部分熔化,形成金屬液,加熱過程結束后,金屬液迅速冷卻,形成非平衡組織馬氏體。馬氏體組織的分布區(qū)域的大小及形貌差別較大,這是由于螺柱焊過程是反應劇烈,母材的形狀,螺柱與板材的接觸姿態(tài),焊接過程中金屬液的飛濺,都會極大地影響液態(tài)金屬的分布狀態(tài),進而影響最終的焊縫狀態(tài)。導致焊縫中熔融區(qū)的形貌及分布區(qū)域差別很大。焊接參數(shù)也會影響焊接過程金屬的熔化量,進而影響微觀組織分布。總體是焊接電流越大,焊接時間越長,焊接過程中熔融金屬的量也就越多,焊縫中形成的馬氏體含量越多。
但是由于螺柱焊過程受到多種因素的影響,因此焊接過程不穩(wěn)定,飛濺、螺釘與板材的接觸狀態(tài)都會影響熔融金屬的量,進而影響焊后馬氏體的數(shù)量及分布。總體是飛濺越多,焊后焊點中存在的孔洞越多,馬氏體的含量越少。
2.2 焊縫顯微組織形貌分析
圖2給出了相同焊接時間,不同焊接電流下焊縫微觀組織圖,對比分析可以看出:當提升高度為0.8mm,焊接時間為30ms時,不同焊接電流下的焊縫連接處呈現(xiàn)不同的狀態(tài),其中電流為-800A和-900A試樣的焊縫組織形貌呈連續(xù)狀態(tài),焊釘與母材連接處的組織均勻與板材結合較好,沒有出現(xiàn)孔洞等缺陷;電流為-1000A和-1100A試樣的焊縫組織在中間位置存在凸起;母材融化較為嚴重變得非常薄,而且焊縫連接處的組織出現(xiàn)明顯的孔洞。
短周期螺柱焊接時間較短,一般不采用氣體保護,而是利用電弧引燃的瞬間產生的爆炸效應保護焊接區(qū)域,這種方法容易使空氣殘留在焊接區(qū)中,由于焊接能量集中,冷卻速度快,進入的空氣來不及逸出,就會在焊縫中形成孔洞[2]。
3 力學性能分析
3.1 拉伸性能分析
本試驗利用拉伸試驗設備對螺柱焊接后螺柱與板材的連接性能進行了研究分析,研究結果表明:當焊接電流為-800A時,隨著焊接時間的增加,螺柱與板材的連接性能增加,當焊接時間為50ms時,連接性能最好,達到3.56KN。當焊接時間為30ms時,隨著焊接電流的增大,分別為-800A、-900A、-1000A時,連接性能變差。結合圖2和表3分析可知,隨著電流的增大,焊接能量增加,從而對板材的熱影響過大,導致板材過熔,從而降低了連接性能。當焊接電流為-1000A,焊接時間為50ms時,板材熔化嚴重,螺柱直接脫落。
4 結論
(1)對比分析不同焊縫的顯微組織可以得知:焊接參數(shù)選取過大時,由于能量過高,焊接后焊縫容易產生不同的焊接缺陷,比如存在孔洞、裂紋等缺陷,降低了焊縫連接性能,從而使螺柱焊釘脫落。
(2)對比分析不同焊接參數(shù)的拉力性能得知:在焊接時間一定時,隨著焊接電流的增加,抗拉伸性能變弱;當焊接電流一定時,在一定范圍內隨著焊接時間的增加而增強;從實驗結果可知當焊接電流為-800A,焊接時間為50ms時,抗拉性能最好,達到3.56KN。
(4)綜合以上分析可知,0.8mm的薄板進行螺柱焊時,焊接電流為-800A,焊接時間為50ms,提升高度為0.8mm時,焊接效果最好。
參考文獻:
[1]Lee J S,Ryu Y S,Kim N,et al. Stud welding for fixation of cryogenic insulation of membrane tanks in LNG ship building[J]. Transaction of Nonferrous Metal Society China,2009(19):271-275.
[2]Wu B,Zhang F,Xue T. Monocular-vision-based method for online measurement of pose parameters of weld stud[J].Measurement,2015(61):263-269.
[3]張義. 螺柱焊技術及其應用[M]. 北京:機械工業(yè)出版社, 2003.
[4]Oh H S,J H Lee,C D Yoo. Simulation of capacitor discharge stud welding process and void formation[J]. Science and Technology of Welding and Joining,2007,12(3):274-281.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
