離心泵模型葉輪的制造技術(shù)
2021-11-25 07:59:44廖乾東吳中竟段昌德吳偉
金屬加工(冷加工) 2021年11期
關(guān)鍵詞:模型
廖乾東,吳中竟,段昌德,吳偉
東方電氣集團東方電機有限公司 四川德陽 618000
1 序言
葉輪作為離心泵的核心部件,極大地影響著泵站的工作效率和安全穩(wěn)定。在研發(fā)過程中,設計人員往往通過將模型泵葉輪在高精度試驗臺上進行試驗,從而獲得相應數(shù)據(jù)以驗證性能,因此其制造精度是否滿足設計要求,也成為決定試驗數(shù)據(jù)可靠性的關(guān)鍵因素。
離心泵葉輪包括閉式、半開式和開式葉輪,其中閉式葉輪包含前蓋板、后蓋板、輪轂和葉片。相比于投入商業(yè)運行的真機葉輪,模型葉輪通常為其等比例縮小版,其制造技術(shù)可分為分體式制造和整體制造,其中整體制造又分為半開式制造和全閉式制造。與水輪機、航空發(fā)動機及壓縮機等產(chǎn)品上的核心葉輪類似,離心泵模型葉輪也具有葉片曲面復雜、精度要求高及加工可達性差等特點,因此是機械制造領(lǐng)域的難題之一。
2 分體式制造
由于離心泵模型葉輪的直徑小,當葉片數(shù)量過多時,流道變得狹窄,加工空間十分狹小,部分區(qū)域甚至無法加工,因此采用分體式制造成為唯一的方案。德國VOITH集團、法國ALSTOM公司、哈爾濱電機廠及東方電機有限公司等多采用該方式制造與離心泵模型葉輪尺寸相近、形狀相仿的水輪機模型葉輪。
分體式制造方案基于葉輪模型,將葉片設計為帶分瓣式后蓋板結(jié)構(gòu),同時將后蓋板和輪轂設計為鑲嵌式結(jié)構(gòu)。分瓣式葉片與鑲嵌式結(jié)構(gòu)如圖1所示,兩者通過螺紋組件把合至一體,再與前蓋板裝配形成整體葉輪。
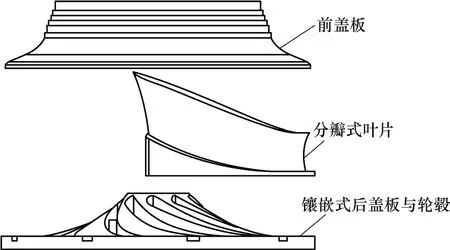
圖1 分瓣式葉片與鑲嵌式結(jié)構(gòu)
其中,葉片可采用定制化的多邊形毛坯或隨形鑄造的毛坯,加工余量較少,普通三軸機床即可完成粗銑,多軸加工中心則用于精銑,保證最終表面精度。多軸加工中心精銑分瓣式葉片如圖2所示。粗精分開的加工策略能有效利用多臺設備,提升加工效率,降低生產(chǎn)成本。后蓋板與輪轂經(jīng)數(shù)控車削后,銑削出配合分瓣式葉片的定位槽,并鉆出把合孔用于裝配。

圖2 多軸加工中心精銑分瓣式葉片
該方案大幅降低了葉輪制造難度,通過將各部件分別制造最后裝配為一體,解決了包含多葉片的小尺寸模型葉輪無法制造的難題,因此各廠家多采用該方式制造模型葉輪,其技術(shù)成熟度已經(jīng)很高。
其缺點有以下4點。
1)由于葉片都是單獨加工,因此一致性差,需要依賴設備和裝夾的高精度保證。
2)葉片與前、后蓋板裝配時均存在裝配誤差和鉗修誤差,葉輪整體性不佳。
3)薄壁葉片的剛性差,加工易出現(xiàn)振動、變形。
4)葉片毛坯易出現(xiàn)砂眼、氣孔等鑄造缺陷,與鑄造廠商的經(jīng)驗水平密切相關(guān)。
3 整體制造
由于分體式制造具有無法避免的裝配誤差和鉗修誤差,因此各廠家一直在摸索葉輪整體制造的可能性。與傳統(tǒng)的分體式結(jié)構(gòu)相比較,整體制造方案完全消除了由裝配帶來的誤差,系統(tǒng)剛性也明顯優(yōu)于前者,能有效抑制切削變形和振動。然而由于葉輪結(jié)構(gòu)的復雜性,其制造技術(shù)一直是行業(yè)的難點。
3.1 半開式整體制造
數(shù)控技術(shù)的迅速發(fā)展和多軸加工中心的廣泛使用,使制造技術(shù)得到很大提高,利用整體毛坯直接加工離心泵葉輪成為可能。目前常用的編程軟件如UG NX、Cimatron等對于整體葉輪編程都給出了一定算法,國外一些數(shù)控機床廠家如瑞士StarragHeckert集團開發(fā)了專門用于整體葉輪制造的數(shù)控機床,并附帶專用的葉輪加工軟件模塊。
當葉片數(shù)量不多(例如葉片數(shù)≤7)、間隔較大時,可采用葉片與后蓋板和輪轂整體加工,然后與單獨加工的前蓋板裝配形成整體葉輪的方案。葉片與后蓋板整體加工如圖3所示。
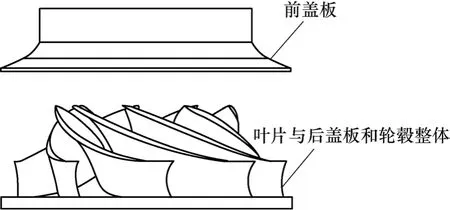
圖3 葉片與后蓋板整體加工
該方案的難點在于葉輪的銑削。由于葉片扭曲,因此普通三軸機床必須采用多工位、多次裝夾,導致加工周期過長和精度下降。隨著近年來多軸數(shù)控加工中心的應用和普及,一次裝夾并采用多軸聯(lián)動加工即可完成整個銑削。德國VOITH集團、日本TOSHIBA集團都曾采用該技術(shù)制造半開式模型葉輪。東方電機有限公司利用多年來的葉輪加工技術(shù)優(yōu)勢,采取“3+2”軸大切削量粗加工和多軸聯(lián)動精加工,成功實現(xiàn)了多個模型葉輪的快速高精度制造,葉片表面尺寸精度最優(yōu)可達±0.03mm。多軸聯(lián)動加工葉片及后蓋板,如圖4所示。

圖4 多軸聯(lián)動加工葉片及后蓋板
該方案的優(yōu)點在于:當加工空間足夠時,可采用剛性較好的大直徑刀具一次加工成形,其生產(chǎn)效率和表面質(zhì)量均可達到較高水平,葉片一致性好。
其劣勢有以下3點。
1)多軸加工時的刀路生成情況復雜,既要考慮相鄰葉片的干涉、碰撞,又要在有限的空間內(nèi)保證加工到所有區(qū)域,同時兼顧效率,對編程提出了一定考驗。
2)葉片與前蓋板裝配時,存在無法避免的裝配誤差。
3)由于沒有連接前蓋板,因此薄壁葉片的剛性較差,加工時易發(fā)生振動、變形。
3.2 全閉式整體制造
相比于半開式整體制造,全閉式葉輪整體制造由于增加了前蓋板,內(nèi)部空間更狹小,多為扭曲較大、狹長的異形腔,因此該技術(shù)成為世界級制造難題。隨著國內(nèi)外技術(shù)的不斷發(fā)展,以多軸數(shù)控、特種加工和3D打印等為代表的先進制造技術(shù)使得全閉式葉輪加工成為可能。
(1)多軸數(shù)控加工 多軸數(shù)控加工由于加工柔性好、精度高且過程穩(wěn)定等特點,成為全閉式葉輪整體加工應用最廣泛的技術(shù)。航空發(fā)動機制造廠商如美國普惠公司、GE公司,英國羅爾斯·羅伊斯公司等已利用該技術(shù)進行了難加工材料,如鈦合金整體葉輪的制造;上海交通大學、南京航空航天大學和西北工業(yè)大學等科研院校也對該技術(shù)進行了深入研究,通過詳細的工藝方案規(guī)劃和定制刀具的使用,成功實現(xiàn)全閉式葉輪的加工成形(見圖5)。

圖5 全閉式葉輪的加工成形
該技術(shù)最核心的部分是加工刀軌的生成,需考慮以下影響因素。
1)刀具極易與葉片、前后蓋板發(fā)生干涉,因此刀軌必須安全可靠,容錯度低。
2)為加工到所有內(nèi)部流道,需采用分段加工,從進、出口兩側(cè)向中間銑削,直至完成所有區(qū)域,因此如何合理劃分加工區(qū)域,在刀具有效長度下,尋找各區(qū)域可行的加工角度也異常繁瑣。
3)要保證五軸聯(lián)動刀軌的光順性,以及刀軸矢量平滑過渡,避免因機床和刀具的振動而帶來薄壁葉片的質(zhì)量問題。
4)毛坯的待加工量很大,由于無法使用大尺寸刀具,因此如何高效去除毛坯余量是提高生產(chǎn)效率,降低加工成本的重要影響因素。
以上因素都導致數(shù)控編程非常復雜,同時由于不同的葉輪設計形狀各異,已編程序不再具有通用性,因此每次加工對編程人員的編程技術(shù)、機床結(jié)構(gòu)、刀具使用和切削狀態(tài)等都是一種全方位的考驗。
成形的整體葉輪都無需焊接、裝配等步驟,葉輪整體性和葉片一致性非常好,表面精度高,性能表現(xiàn)突出,因此整體葉輪多軸聯(lián)動加工成為葉輪制造廠商最核心的技術(shù),如美國著名的Concepts NREC公司,不僅是專業(yè)的葉輪加工企業(yè),更具有強大的專用于葉輪數(shù)控編程的MAX-CAM系統(tǒng),其高效編程和優(yōu)化加工策略可自動生成光順、安全的五軸聯(lián)動刀軌,快速加工出高質(zhì)量整體葉輪。東方電機有限公司也已成功利用DMU-100五軸聯(lián)動加工中心制造閉式葉輪,同時研究了虛擬制造技術(shù),保證刀軌的可靠性。閉式葉輪虛擬制造技術(shù)如圖6所示。
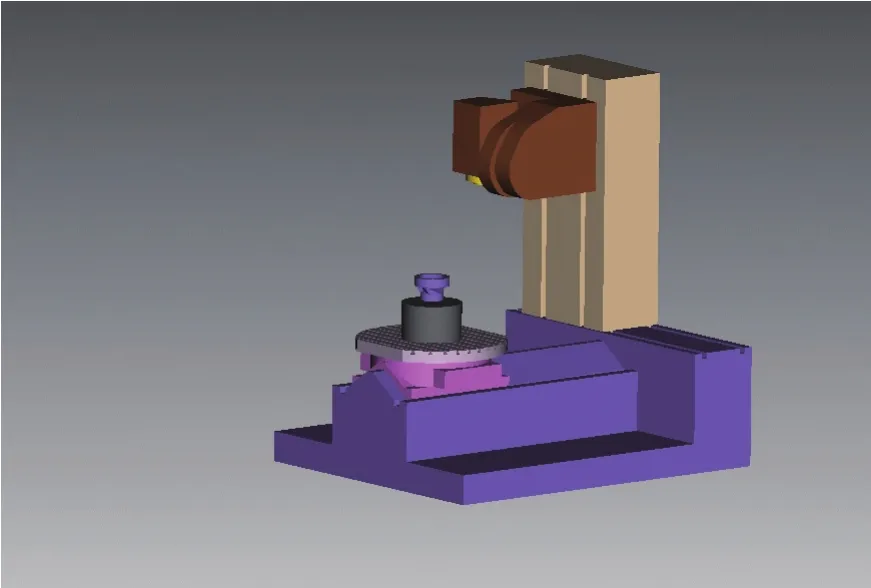
圖6 閉式葉輪虛擬制造技術(shù)
(2)特種加工 電火花和電解加工是特種加工中應用最廣泛的技術(shù),尤其適用于形狀復雜或薄壁零件的加工。當葉輪內(nèi)部因狹窄而無法數(shù)控加工時,電解或電火花加工可有效解決機械加工的盲區(qū)問題。電火花加工原理(見圖7)是基于工具電極和工件之間脈沖性火花放電的電腐蝕現(xiàn)象來去除材料;電解加工則是利用金屬在電解液中產(chǎn)生陽極溶解的原理,將工件接直流電源的陽極,工具接陰極,電解液從兩者間隙中流過時工件金屬原子分離,從而去除材料。相比之下,電火花加工效率低于電解加工,而精度優(yōu)于后者。
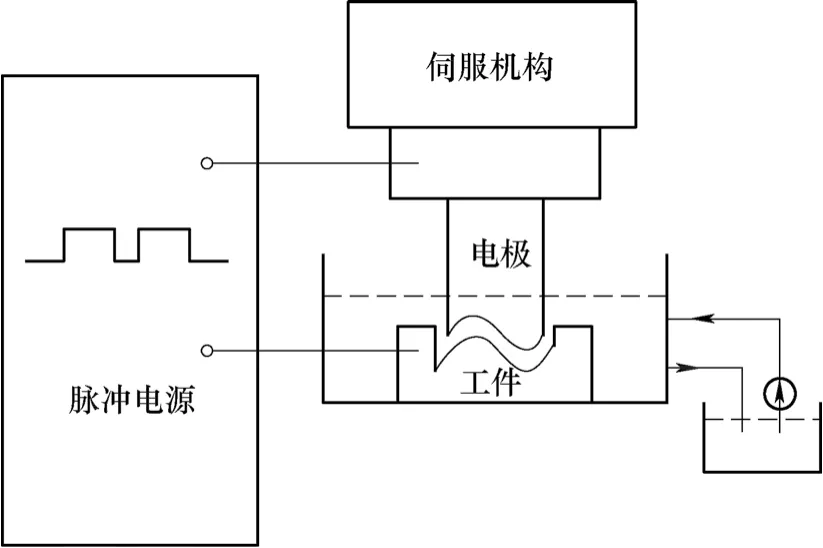
圖7 電火花加工原理
兩種加工技術(shù)均無宏觀切削力,非常適用于各種難切削材料,不受硬度限制,同時加工穩(wěn)定性高,零件質(zhì)量較好。近年來與多軸數(shù)控技術(shù)相結(jié)合,利用多軸聯(lián)動的精準定位和成形工具電極實現(xiàn)復雜曲面加工,精度達到微米級,表面粗糙度值Ra達到0.8~1.6μm。鑒于以上優(yōu)點,國內(nèi)外一直在深入研究采用兩種技術(shù)來實現(xiàn)復雜葉輪的制造成形。美國GE公司已經(jīng)在航空發(fā)動機上成功使用電解加工技術(shù)制造鋼制和鈦合金整體葉輪,德國ZK公司則采用石墨電極進行電火花加工成形制造了閉式整體葉輪,中國部分高校也利用該技術(shù)成功研制出三元流閉式整體葉輪。上海交通大學和南京航空航天大學研制的電火花加工葉輪如圖8所示。
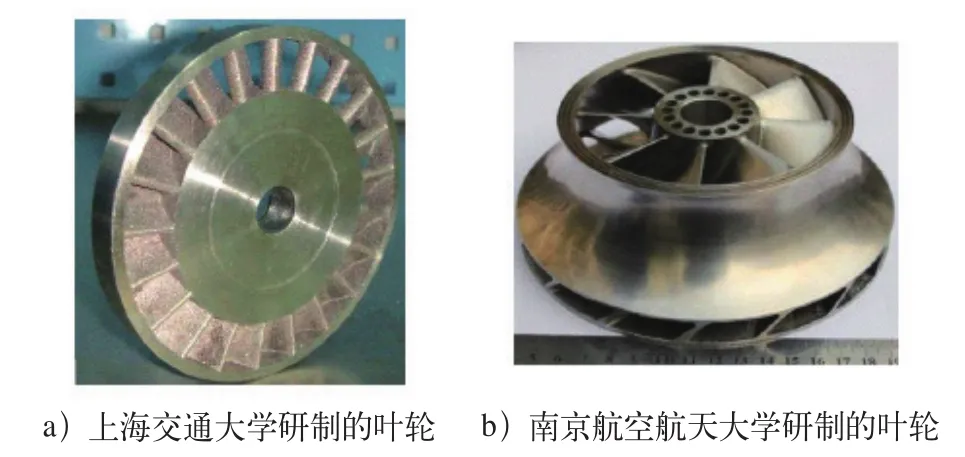
圖8 電火花加工葉輪
為發(fā)揮不同制造技術(shù)優(yōu)勢,在加工整體葉輪時,可先使用多軸聯(lián)動數(shù)控加工,待完成后再利用電解或電火花加工消除盲區(qū),達到高效和高精度加工的目的。然而在實際加工時,特種加工技術(shù)的影響因素多、技術(shù)難度高,工具陰極的設計、移動路徑規(guī)劃復雜,再加上設備投資大,加工成本居高不下,嚴重制約了該類技術(shù)在離心泵模型葉輪制造中的廣泛使用。
(3)3D打印 作為先進制造技術(shù)的代表,3D打印是指對零件的三維模型分層切片,利用金屬、樹脂及陶瓷等材料逐層添加、堆積成形,最終形成實體的技術(shù),又稱為增材制造。自20世紀80年代起提出增材制造的概念后,經(jīng)過幾十年的發(fā)展,已取得巨大進步。3D打印主流技術(shù)見表1。

表1 3D打印主流技術(shù)
相比于傳統(tǒng)制造技術(shù),3D打印的最大優(yōu)勢在于幾乎可成形任意形狀,與整體葉輪結(jié)構(gòu)復雜的特點恰好契合,同時無需毛坯和模具,相比整體數(shù)控加工,大幅節(jié)省了原材料和加工成本,因此航空航天、國防軍工及發(fā)電設備制造等行業(yè)一直在探索3D打印成形整體葉輪的可能性。俄羅斯Tushino工廠采用3D systems公司設備iPro9000和成形材料Accura 60,精準地將轉(zhuǎn)輪模型轉(zhuǎn)化為熔模,然后鑄造成形整體混流式轉(zhuǎn)輪。3D打印熔模及成品轉(zhuǎn)輪如圖9所示。寧夏共享鑄鋼有限公司利用3D打印技術(shù)與砂型鑄造相結(jié)合,成形了最大直徑1600mm的混流式轉(zhuǎn)輪,鑄件凈重2.5t,最小壁厚僅8mm。

圖9 3D打印熔模及成品轉(zhuǎn)輪
哈爾濱工業(yè)大學采用六軸機器人電弧增材制造成形了半開式不銹鋼葉輪,尺寸為φ500mm×160mm,該尺寸與離心泵模型葉輪相近。2017年哈爾濱電機廠運用熔融沉積造型技術(shù),完成了水輪機行業(yè)首個非金屬模型轉(zhuǎn)輪的研制,顯著縮短了加工周期,大幅降低了制造成本。2020年,哈爾濱電機廠交付國內(nèi)首臺增材制造沖擊式水輪機真機轉(zhuǎn)輪(見圖10),大幅降低了制造成本,縮短了加工周期。

圖10 增材制造沖擊式水輪機真機轉(zhuǎn)輪
針對離心泵模型葉輪,以選區(qū)激光熔化(SLM)為主的3D打印技術(shù)可利用不銹鋼、銅等金屬材質(zhì)成形,加工尺寸范圍也已完全覆蓋需求。然而現(xiàn)有技術(shù)的尺寸偏差過大,最優(yōu)僅為±0.5mm,與數(shù)控加工相比劣勢明顯,表面粗糙度值Ra達到3.2~6.3μm水平,仍需大量的后續(xù)處理。未來隨著3D打印技術(shù)的發(fā)展,利用增減材復合制造,即“3D打印近成形+傳統(tǒng)機械再加工”的方式,再加上后處理技術(shù)的不斷完善,有望實現(xiàn)離心泵模型葉輪的快速高精度制造。
4 結(jié)束語
離心泵模型葉輪的制造,影響著后續(xù)水力試驗的進行和設計性能的驗證。本文通過多種制造技術(shù)的分析和對比,簡述其各自的優(yōu)勢和不足。隨著制造技術(shù)的不斷發(fā)展,數(shù)字化、智能化的不斷引入,將給離心泵模型葉輪的生產(chǎn)提供更多優(yōu)質(zhì)選擇,為各企業(yè)研發(fā)提供更強大的制造技術(shù)保障。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數(shù)學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數(shù)學備考)(2020年9期)2021-01-04 00:25:14
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
