基于超聲透射法的三維編織預制體面外滲透特性實驗研究
2021-12-16 03:12:23周勝兵姜又強寧慧銘胡寧劉強
河北工業大學學報 2021年5期
周勝兵 姜又強 寧慧銘 胡寧 劉強



摘要 針對三維編織預制體的滲透特性,設計了基于超聲透射原理的面外滲透率測試裝置。通過對5種碳纖維預制體進行面外滲透率的測試,獲得了液體在預制體的面外滲透規律。在流體注入初期,以面內滲透為主,滲透率計算值隨液體注入時間增加而不斷增大。注入一段時間之后,滲透率計算值趨于預成型體面外滲透率值。材料相同且織物結構相同的預成型體面外滲透率具有良好的一致性;6步結構的面外滲透率略大于8步結構的面外滲透率。織物結構相同,但材料不同的預成型體面外滲透率具有一定差異;材料為東麗T700的面外滲透率約是材料CCF800H的兩倍。
關 鍵 詞 超聲透射法;三維編織預制體;面外滲透率;碳纖維;復合材料
中圖分類號 TB33? ? ?文獻標志碼 A
Abstract Aiming at the permeability characteristics of the three-dimensional woven preform, we have designed a transverse-permeability testing device based on the principle of ultrasonic transmission. Five kinds of carbon fiber preform have been tested for the transverse permeability, and the liquid-transverse-permeability characteristics of the preforms have been obtained. In the initial stage of fluid injection, the transverse permeability is the main factor, and the calculated permeability value increases with the increase of the fluid injection time. After a period of injection, the calculated permeability tends towards the transverse permeability value of the preform. The transverse permeability of the preforms with the same material and the same fabric structure has the good consistency; the transverse permeability of the 6-step structure is slightly greater than that of the 8-step structure. The fabric structure is the same, but the transverse permeability of preforms with different materials has a certain difference; the transverse permeability of the Toray T700 material is about twice than that of the material CCF800H.
Key words ultrasonic transmission method; three-dimensional woven preform; transverse permeability; carbon fiber; composite material
0 引言
復合材料是由金屬、無機非金屬或有機高分子等2種或2種以上的不同材料復合而成的新型材料[1-2]。它不但能使各個組分材料的性能優勢互補,還能通過彼此的關聯協同獲得單一成份材料不具備的卓越優點。樹脂基先進復合材料是指高性能增強纖維材料與高性能樹脂等基體復合成的力學性能和疲勞性能等均顯著提高的復合材料,具有高比強度、高比剛度、耐腐蝕、耐疲勞、可設計性強等特點,因此樹脂基復合材料成為了各大航空強國的“寵兒” [3]。
三維編織復合材料作為高性能復合材料的代表之一,能有效地規避傳統二維復合材料層間韌性和強度較弱、抗沖擊性能較差等缺點[4]。它利用編織加工方法將多個方向的紗線連為空間網狀結構,然后在一定的條件下與基體復合而得到高性能復合材料。樹脂傳遞模塑成型技術(RTM)就是指將樹脂注入鋪有纖維增強預制體的閉模模腔中,浸潤預制體之后固化、脫模的過程。浸潤過程的控制是RTM技術的關鍵,該過程多為樹脂在碳纖維預制體中滲透流動的復雜過程,影響流動過程的因素眾多,如控制不當,容易產生一些成型缺陷,如干斑、空隙等,從而影響產品的質量。為了解決這一系列難題,針對浸潤過程的預測研究逐漸成為航空等眾多領域的熱點,而滲透率則是描述RTM成型浸潤過程最重要的參數,它描述了樹脂在預制體中流動的難易程度[5]。
實驗測量仍然是確定滲透率的最可靠方法。測量面內滲透率最常用的2種方法是單向法和徑向法。在單向法實驗中,預制體通常放置在矩形模具中,樹脂從側面注射孔注入并從單個方向浸潤預制體。在徑向流動實驗中,樹脂通過中心注射孔注入到預先放置了預制體的模具中,充模過程中的流動前沿呈圓形或橢圓形[6-9]。
一般來說預制體的厚度比較小,在這種情況下厚度方向的滲透率(面外滲透率)通常被忽略。但是,對于具有較大厚度的預制體來說,應考慮面外滲透率。徑向實驗可用于測量面外滲透率,Nedanov等[10]提出了一種運用徑向法測定厚度方向滲透率的方法,實驗液體在三維預制體中的流動規律符合半橢球體假設,同時也滿足達西定律。用視頻采集設備記錄實驗過程,通過測量不同時刻面內2個主方向的滲透半徑和厚度方向滲透完成的時間,并結合預制體厚度可計算出厚度方向的滲透率。但是,有時面內實驗中流體在預制體面外方向流動速度很快,浸潤到預制體底部的時間極短,通過視頻采集設備很難采集到有效數據。為了改善這一情況,Weitzenb?ck等[11]嘗試利用熱敏電阻測定纖維織物厚度方向上的流動前沿,當樹脂接觸到熱敏電阻后便感知到溫度變化,從而確定流動前沿位置。Ahn等[12]將光學傳感器放置于預成型件的各個位置中,以便可以檢測到這些位置的流動前沿,繪制3D橢圓形樹脂流動前沿隨時間的變化曲線,并根據繪制的數據計算出主方向滲透率。Stoven等[13]開發了一種連續監測系統,用于監測樹脂在纖維預制體中的三維流動,首次引入了使用超聲波監控流動前沿的概念。李香林等[14]采用連續加載的方式,研究了玻璃纖維增強樹脂基復合材料液體成型過程中多軸向無屈曲織物和斜紋織物的壓縮響應行為,并建立描述該行為的數學模型。研究提出了變注射壓力條件下的厚度方向滲透率預測模型,獲得了預成型體厚度方向滲透率隨著纖維體積分數的增大而減小的規律。Klunker等[15]采用數值仿真方法發現在一定的注射壓力下沿厚度方向滲透率呈梯度分布。Xiao等[16]基于泊肅葉定律提出了沿厚度方向滲透率預測模型,該模型適用于4種3D織物和3種2D編織 物,預測模型與試驗結果吻合良好。Alhussein等[17]研究了循環壓實對滲透率的影響,隨著纖維體積分數的增大,面內滲透率下降的幅度小于沿厚度方向滲透率。
本文針對三維編織預制體的滲透特性,設計了基于超聲透射原理的面外滲透率測試裝置。通過分析不同材料和織物結構預制體中液體的滲透率規律,研究了預制體面外的滲透特性。研究結果以期為RTM成型工藝中的充模過程提供參考。
1 實驗設備和方法
1.1 面外滲透率的測試原理
利用超聲波在不同物質中傳播或反射的時間-信號方法(TOF)[13],自動監測流體在預制體厚度方向的流動前沿位移。將預制體放入上下模板之間,隨著充模液體不斷從下方注射孔注入,從模腔底部發出的超聲波信號會穿過下模板、液體、預制體并傳至模腔上方的接收探頭。超聲波信號在干燥纖維與潤濕纖維中傳播速度和幅值衰減有較明顯差異,根據接收信號的到達時間將其轉換為流動前沿的位移峰值信號,通過TOF方法表征厚度方向的流動前沿-時間關系,計算出面外滲透率。
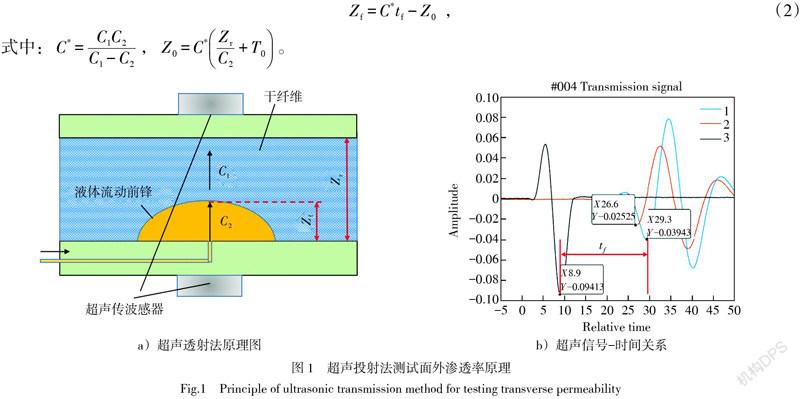
如圖1a)所示,超聲波在厚度方向傳播時,在干燥纖維和浸濕纖維中速度會發生變化,聲波從聲源到達接收傳感器的時間tf,包含其在2種介質中的傳播。則
當液體滲透到不同的厚度時,會產生一系列不同到達時間的超聲信號,其信號-時間關系如圖1b)所示。根據時間與超聲信號關系,可得出厚度方向流動前沿位移與時間的關系[13]為
1.2 面外滲透率的測試系統
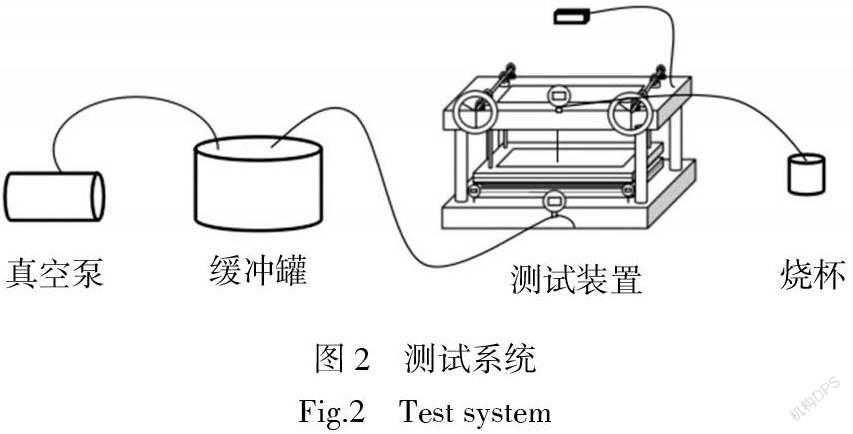
面外滲透率測試系統如圖2所示,該系統由真空泵、緩沖罐、測試裝置和燒杯組成。測試裝置由超聲檢測設備RAM-5000、示波器、計算機構成。將超聲發射和接收探頭分別安裝在測試裝置的對應位置,并將探頭用數據線纜與超聲設備連接。超聲檢測設備(非線性高能測試系統與示波器)如圖3所示。
自主設計的面外滲透率測試裝置如圖4所示,其上模板的位置和大小與模腔厚度支架的內腔對應,上模板采用有機玻璃,并在其中間位置開了1個孔,用于安裝超聲接收探頭。通過調節螺桿實現上模板的上下運動來調節預成型體厚度,使其達到設計的厚度。
2 結果分析
2.1 面外滲透率測試與信號分析
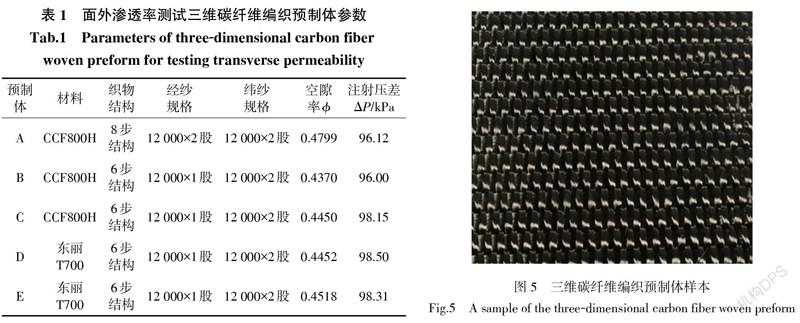
為分析三維編織預制體的滲透特性,研究分別對5種不同三維碳纖維編織預制體進行面外滲透率測試,材料參數如表1所示。研究首先將預制體剪裁成多個尺寸為14 cm′14 cm的方形試樣,實驗樣本如圖5所示。采用阿基米德排水法對碳纖維實驗密度進行測量。具體過程為:首先將碳纖維試樣在空氣中稱重,然后放入比碳纖維密度的水中稱重,根據碳纖維在2種介質中的不同質量值,計算其確切密度。試驗測得碳纖維密度為1.81 g/cm3,通過該數值可以計算得到預制體的空隙率。在預制體在裁剪過程中,雖然存在對纖維拖拽或是纖維掉落情況,但在超聲透射法測試面外滲透率過程中起主要作用的為實驗件中部區域,因此該區域受剪裁的影響較小。環氧樹脂通常需采用加熱降低黏度后進行注塑,為了便于實驗,通常選用與樹脂流動性相似的非反應測試流體,如玉米漿、硅油、食用油等代替進行實驗。本文實驗選用嘉里糧油(四川)有限公司生產的菜籽油作為注塑流體,采用旋轉黏度儀測得其常溫(25 ℃)下黏度為0.081 363 Pa·s。
實驗中,將超聲發射和接收探頭分別安裝在對應位置,并將探頭用數據線纜與超聲設備PIO-32.PCI連接。將真空泵用軟管與緩沖罐入口連接,緩沖罐出口與面外滲透率測試裝置出氣孔用軟管進行連接。打開真空泵,將模腔內空氣抽出,使腔內壓強達到-95 kPa以下,當達到某一穩定值時記錄穩定壓強。調節螺桿,使上模板到達預設材料厚度位置。打開超聲設備與計算機,設置輸入信號頻率為100 kHz,周期為1,采樣點為10 000,并調節超聲裝置使接收信號達到穩定值。
在測試過程中,基于超聲波發射接收傳感器測試裝置,分別實驗并記錄超聲波信號幅值與傳播時間,如圖6所示,為各工況下液體填充過程中超聲獲得的信號。可以發現隨著實驗過程進行,超聲信號峰值不斷前移,并最終趨于某一穩定時間值。
2.2 液體質量與流動前峰分析
液體注入模腔時,注射壓差保持不變,因此為恒壓注射。通過記錄不同時刻進入模腔的液體質量m,可以獲得液體質量與時間的關系。如圖7所示,為5種材料注入液體過程中,膜腔內的液體質量與時間的關系。由圖可知,總體上,各預制體下注入預制體中流體質量與注入時間呈現線性關系。但由于預制體的材料與結構有所差異,因此注入預制體中的液體質量也不同。
由超聲投射法測試面外滲透率原理(圖1)及式(1),可以對各預制體下不同時間節點時的到達時間進行分析,再通過式(2),即可得到液體在預制體中滲透前鋒位置與時間的關系。如圖8所示,為滲透前鋒位置-時間曲線。由圖可知,在注入剛開始一段時間內,厚度方向流動前沿位置隨著時間呈線性增加,這是因為在流體注入初期,以面內滲透為主。在一段時間之后流動前沿位置增長逐漸放緩,并最終趨向織物厚度。D和E預制體下,液體滲透前鋒流動的速度較快,且兩者之間差異較小;而A、B和C預制體的滲透前鋒速度移動較慢。由表1可知,預制體D/E與A/B/C的材料不同,因此表明,液體在預制體中的面外滲透特性與材料有關。
2.3 面外滲透率分析
通過厚度方向流動前峰位置、注入時間與流體質量之間的關系,利用橢球原理可以計算得到預制體的滲透率,計算方法[18]如下
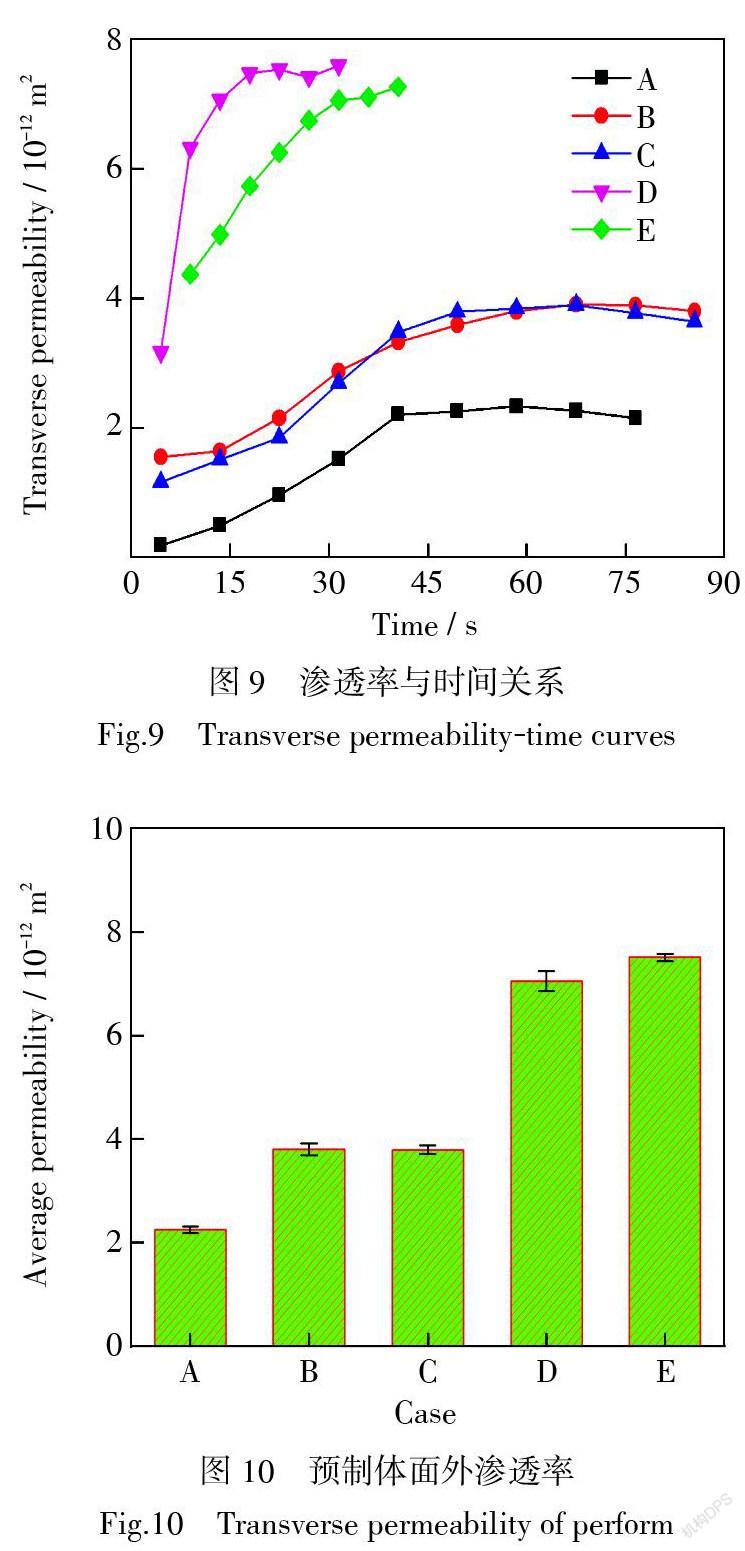
式中:μ為液體粘度;φ為空隙率;[Zf]為流動前沿位置;m為流體質量;[ρ]為流體密度;[r0]為注射孔半徑;[rf]為擴散前鋒半徑;[Ke]為擴散前鋒半徑處的滲透率;[Kz]為面外滲透率。計算得到的滲透率與時間的關系如圖9所示。由圖可知,在流體剛注入預成型體的一段時間內,滲透率隨著注入時間增加而不斷增大,在注入一段時間之后,滲透率值趨于穩定。因此,該注射過程可能為2個階段,第1個階段以面內滲透為主,因此滲透率不斷地增大;而第2階段才以厚度方向的面外滲透為主,即滲透率趨于穩定。
對圖9中滲透率平緩段的數值取平均,可以得到面外滲透率的平均值,計算結果如圖10所示。D和E預制體的面外滲透率值較高,而A預制體最低。在相同材料與相同織物結構情況下,不同預成型體的面外滲透率非常接近,B與C的平均滲透率分別為3.797×10-12 m2、3.790×10-12 m2,D與E的平均滲透率分別為7.042×10?12 m2、7.503×10?12 m2。可以發現,相同結構相同材料的預成型體面外滲透率具有良好的一致性。B和C與D和E雖然有一定空隙率差異,但由于差異較小,因此實驗中測得的滲透率差異并不明顯。
預成型體A與B/C具有相同材料,但A是8步編織結構,B/C是6步結構。由圖9可知,6步結構的面外滲透率略大于8步結構的面外滲透率。預成型體B/C與D/E具有相同織物結構形式,但B/C的碳纖維材料是CCF800H,D/E的碳纖維材料是東麗T700。由圖9可知,相同織物結構的預成型體碳纖維,材料為東麗T700的面外滲透率約是碳纖維材料為CCF800H的面外滲透率的2倍。因此,面外滲透率跟碳纖維的材料屬性有較大的關聯。
3 結論
本文基于超聲波透射原理,對5種碳纖維預制體進行了面外滲透率測試,通過分析注射液體的滲透規律,可以得到如下結論:
1)在流體注入初期,以面內滲透為主,滲透率計算值隨液體注入時間增加而不斷增大。注入一段時間之后,滲透率計算值趨于某一穩定值,該值即為預成型體面外滲透率。
2)材料相同且織物結構相同的預成型體面外滲透率具有良好的一致性。
3)材料相同,但織物結構形式不同的預成型體面外滲透率具有一定的差異,6步結構的面外滲透率略大于8步結構的面外滲透率。
4)織物結構相同,但材料不同的預成型體面外滲透率具有一定差異,材料為東麗T700的面外滲透率約是材料為CCF800H的面外滲透率的2倍。
參考文獻:
[1]? ? 劉建秀,宋陽,樊江磊,等. 碳纖維增強銅基復合材料研究進展[J]. 材料科學與工程學報,2018,36(2):342-346,240.
[2]? ? 龔友坤,宋增瑞,寧慧銘,等. 連續纖維增強熱塑性復合材料成型工藝的研究進展[J]. 河北工業大學學報,2020,49(2):1-26.
[3]? ? 杜善義. 先進復合材料與航空航天[J]. 復合材料學報,2007,24(1):1-12.
[4]? ? 高旭東. 三維機織復合材料細觀結構與損傷研究[D]. 太原:中北大學,2013.
[5]? ? 董抒華. 纖維預制件滲透率的預測及其浸潤過程有限元模擬[D]. 濟南:山東大學,2014.
[6]? ? NAIK N K,SIRISHA M,INANI A. Permeability characterization of polymer matrix composites by RTM/VARTM[J]. Progress in Aerospace Sciences,2014,65:22-40.
[7]? ? HOES K. Development of a new sensor-based set-up for experimental permeability identification of fibrous media[D]. Brussels:Vrije University Brussels,2003.
[8]? ? 謝翔宇,李永靜,晏石林. 液體模塑成型工藝二維徑向非飽和流動數值模擬[J]. 復合材料學報,2018,35(12):3386-3392.
[9]? ? TAN H,PILLAI K M. Multiscale modeling of unsaturated flow in dual-scale fiber preforms of liquid composite molding III:reactive flows[J]. Composites Part A:Applied Science and Manufacturing,2012,43(1):29-44.
[10]? NEDANOV P B,ADVANI S G. A method to determine 3D permeability of fibrous reinforcements[J]. Journal of Composite Materials,2002,36(2):241-254.
[11]? WEITZENB?CK J R,SHENOI R A,WILSON P A. Measurement of three-dimensional permeability[J]. Composites Part A:Applied Science and Manufacturing,1998,29(1/2):159-169.
[12]? AHN S H,LEE W I,SPRINGER G S. Measurement of the three-dimensional permeability of fiber preforms using embedded fiber optic sensors[J]. Journal of Composite Materials,1995,29(6):714-733.
[13]? ST?VEN T,WEYRAUCH F,MITSCHANG P,et al. Continuous monitoring of three-dimensional resin flow through a fibre preform[J]. Composites Part A:Applied Science and Manufacturing,2003,34(6):475-480.
[14]? 李香林,王繼輝,倪愛清,等. 液體模塑成型工藝用纖維織物厚度方向飽和滲透率的預測模型[J]. 復合材料學報,2019,36(6):1428-1437.
[15]? KLUNKER F,DANZI M,ERMANNI P. Fiber deformation as a result of fluid injection:modeling and validation in the case of saturated permeability measurements in through thickness direction[J]. Journal of Composite Materials,2015,49(9):1091-1105.
[16]? XIAO X L,ENDRUWEIT A,ZENG X S,et al. Through-thickness permeability study of orthogonal and angle-interlock woven fabrics[J]. Journal of Materials Science,2015,50(3):1257-1266.
[17]? ALHUSSEIN H ,UMER R ,SWERY E ,et al. In-plane and through thickness permeability characterization of 3D woven reinforcements[C]//ICCM20. Copenhagen,Denmark:2015.
[18]? 蔣金華. 紡織預型件結構參數與模塑成型復合材料樹脂滲透性關系的研究[D]. 上海:東華大學,2011.
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16