燃氣熱水器面蓋折彎鉚接同步成形工藝
2021-12-22 08:17:42張尚奇何雙霜黎劍平劉科
模具制造 2021年11期
張尚奇,何雙霜,黎劍平,劉科
(廣東萬家樂燃氣具有限公司,廣東佛山528000)
1 引言
隨著近幾年中國制造水平的不斷提升,先進的工藝高效的生產已成為一種必然的發展趨勢,而如何改善工藝提高生產效率是每一位從業者的必修課。本文闡述了一種通過改進模具結構,將TOX鉚接工序整合在折彎模具上,從而實現折彎鉚接同步成形,達到減少工步提高生產效率的方法。
2 制件生產工序
(1)制件要求。折彎角度要求:小于等于90°,鉚接強度要求:抗拉強度大于等于200N。
(2)原工序圖。傳統面蓋成形工序如圖1所示,先在沖床上用模具折彎上下兩邊,然后再用TOX鉚接機在氣液壓力缸的作用下帶動TOX模具完成面蓋的鉚接,將折彎和鉚接分為兩個步驟。因沖床折彎與鉚接機鉚接生產周期有差異,存在堆碼與周轉半成品的情況,產生周轉成本。
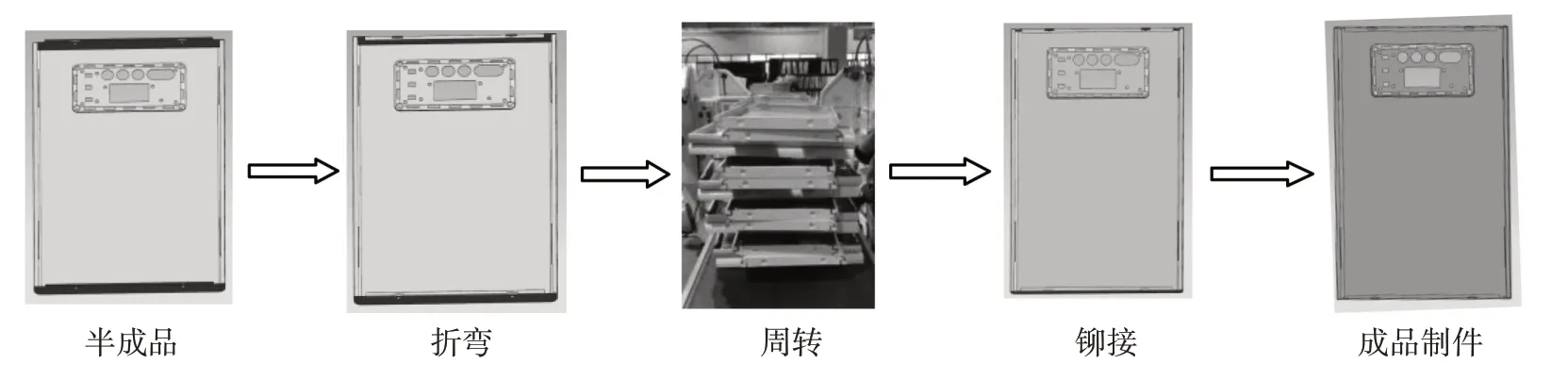
圖1 原工序圖
(3)新工序圖。新工序如圖2所示,將折彎和鉚接整合實現一步完成成形。
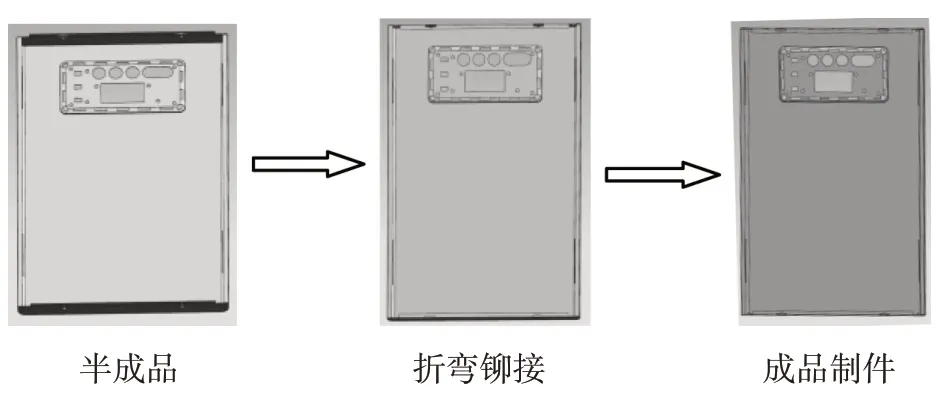
圖2 新工序圖
通過比較可以發現,新工序大大的縮短了加工步驟,有效提高了制件的生產效率。此外新工序避免了制件的堆碼周轉過程,可有效避免周轉過程中產生的制件刮傷等現象,在一定程度上避免了制件的報廢,具有較大的實用意義。
3 制件成形
3.1 成形難點分析
面蓋折彎邊角度要求較高(-3°至0°)。為保證折彎角度,解決折彎回彈問題,在工序和模具結構不更改情況下,采用增大壓料力,并且在折彎凹模側做-3°的負角的方案。在壓料板與凸模固定板間,用4個初始負荷為1,700N的氮氣彈簧,以實現增大的壓料力的效果。折彎凹模做負角度的方法可以使折彎過程產生過彎,以補償材料的回彈,折彎后制件形成內扣結構,因此需要采用滑塊結構側向折彎以實現制件的順暢脫模。鉚接和折彎在同一方向,則將鉚接凸模固定在折彎凸模固定板上(固定板孔的公差為H7),穿過卸料板,與固定在折彎凹模上的鉚接凹模配合完成面蓋的鉚接過程。折彎在水平方向進行,鉚接過程也在水平方向進行,然而TOX鉚接模的凸凹模同心度要求較高較難保證。為保證鉚接凸凹模的同心度,在卸料板與固定板之間、折彎凹模與固定板之間分別加兩個內導柱以防止鉚接凸凹模產生偏心。經過分析設計了以下模具完成面蓋的折彎和鉚接同步成形。
3.2 成形方法及結果分析
3.2.1 模具結構
模具結構如圖3所示。
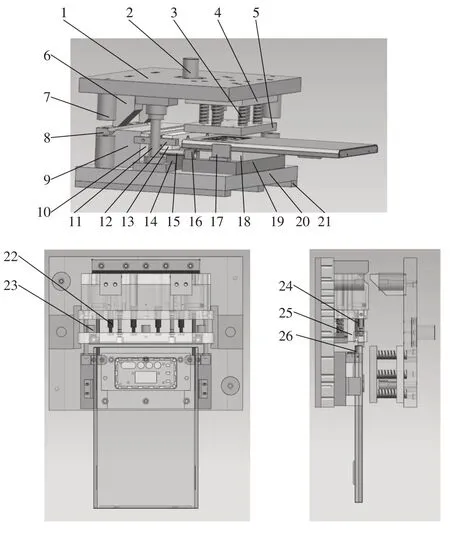
圖3 模具結構圖
3.2.2 TOX無鉚鉚接
TOX無鉚鉚接由德國托克斯沖壓技術有限公司研發設計,并因其可靠性高、可無損傷檢測連接點強度、對工件無損傷、效率高、適用范圍廣、模具適用壽命長、抗疲勞性能好、過程簡單、噪音低、連接強度高等優點在近些年越來越廣泛的應用到家電、汽車等制造業[1]。
TOX鉚接是一種冷沖壓成形工藝,在壓力的作用下凸模向下沖壓,將被連接的制件材料擠壓進相應的凹模,在進一步擠壓作用下,凸模一側的材料被擠壓進凹模一側的材料中,材料在凹模內流動變形,由此產生一個既無棱邊又無毛刺的TOX鉚接圓點,在此過程中如果板材有漆層或鍍鋅層其也會隨材料一起流動變形而不會被損壞,因此制件能保持原有的抗腐蝕和抗銹蝕能力[2]。TOX鉚接可以鉚接相同厚度的板料也可以鉚接不同厚度的板料,可以鉚接相同材料的板料也可以鉚接不同材料的板料。如果材料厚度不同則應盡量將較薄的材料放在凸模一側,凸模一側的板料被拉伸的距離更長,材料較薄容易被拉斷。如果材料種類不同,則應盡量將較硬的材料放在凸模一側,如果凸模一側材料較軟容易造成材料被過度拉伸而導致連接強度不夠。此外TOX鉚接可根據實際情況選擇單點或多點鉚接,并且可同時進行多點鉚接,可有效提高生產效率。
TOX鉚接的控制方式分為:壓力控制、限位控制和在線自動監控3種。壓力控制即通過控制驅動設備輸出的壓力來控制鉚接點底厚值達到不同的鉚接效果,限位控制即通過限位塊等限位裝置控制合模時凸模的下深來控制鉚接點底厚達到不同的控制效果,在線自動監控控制即通過配置力傳感器位置傳感器及專用監控儀表CEP檢測特定位置的壓力從而判斷鉚接點是否合格[1]。本文講述的案例采用限位控制的方式來控制鉚接點效果。
3.2.3 成形過程分析
模具合模時上壓料板首先與制件接觸,上模彈簧開始壓縮使上壓料板在垂直方向能上預壓緊材料,然后上斜楔作用在滑塊上,滑塊帶動固定板、折彎凸模、鉚接凸模、壓料板同時向前運動。壓料板先與制件接觸停止往前運動,氮氣彈簧開始壓縮使壓料板在水平方向上壓緊材料,接著折彎凸模作用在制件上開始折彎繼續往前運動,然后鉚接凸模作用在制件上,直至內限位與壓料板接觸后,折彎凸模與鉚接凸模同時停止運動,完成折彎鉚接過程。在此過程中通過內限位塊控制滑塊的行程和鉚接后材料的底厚,而制件鉚接完成后材料的底厚是TOX無鉚鉚接強度的一個重要參數,由此可得在這套模具中可以通過調節內限位的高度達到調節鉚接強度的效果。開模后斜楔與滑塊分離,滑塊在內置彈簧的作用下帶動固定板、折彎凸模、鉚接凸模、壓料板完成復位后取出制件完成面蓋成形整個過程。
3.2.4 成形結果分析
成形結果如圖4所示,由圖4可見成形效果達到制件所需外觀要求。根據我司要求鉚接處抗拉強度需達到大于等于200N,為進一步確認鉚接部分強度是否達到公司規定,特意針對鉚接點進行了抗拉強度和抗剪強度測試如圖5所示,實驗結果表1所示。
在檢測鉚接點強度前準備長度、寬度和厚度分別為80mm、25mm和0.8mm的材料與面蓋材料一致的矩形材料進行鉚接,然后在拉伸測試儀上進行如圖4所示實驗,圖5a為抗拉強度測試,圖5b為抗剪強度測試。經實驗得結果如表1所示,由表可得工藝整合前后鉚接點抗拉強度分別為218N和280N,抗剪強度分別為860N和900N,而根據公司規定鉚接點強度大于等于200N及滿足要求,由此可見鉚接點滿足面蓋鉚點強度要求。
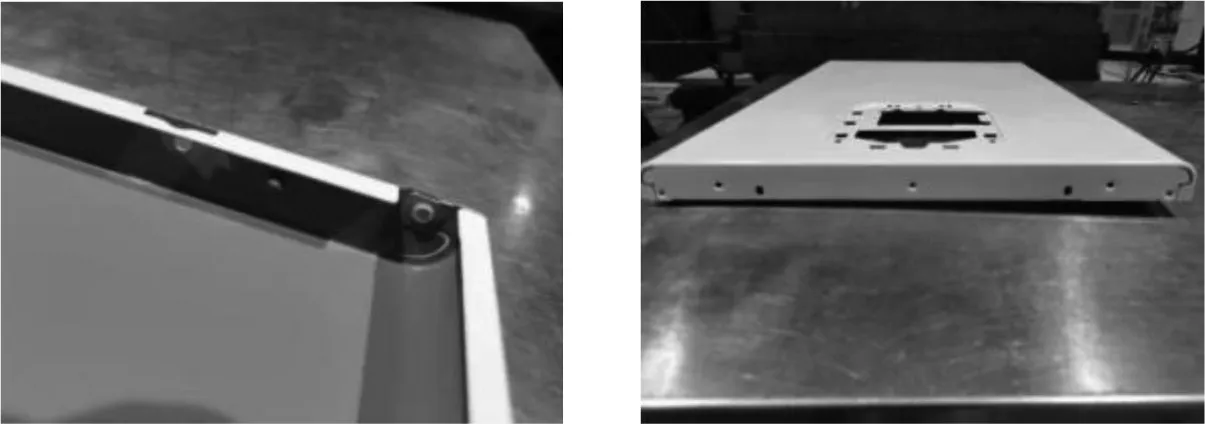
圖4 面蓋成形效果圖
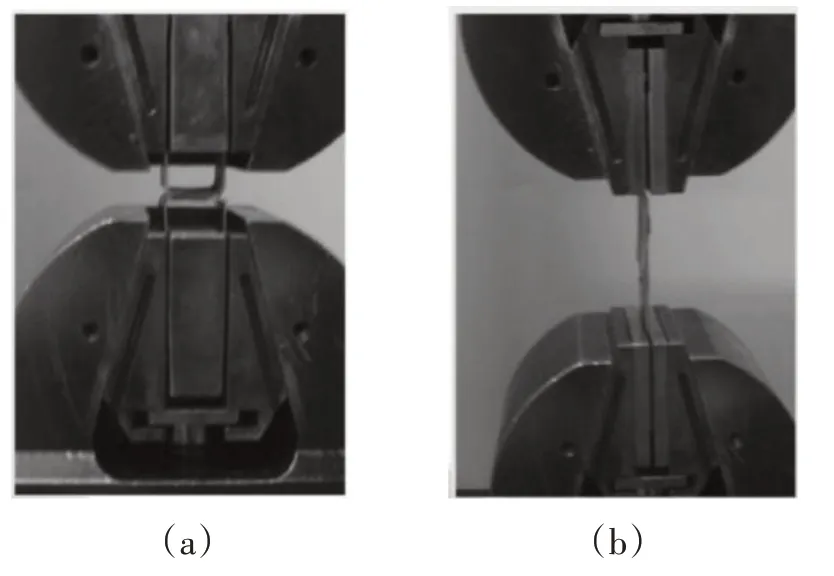
圖5 鉚接點強度測試實驗

表1 實驗結果
4 結束語
通過對燃氣熱水器面蓋的結構及工藝分析,設計了一套新型的復合模具并成功實現了折彎鉚接的同步成形,大大的提高了面蓋的生產效率,降低了面蓋的生產成本。經過實驗驗證,該復合模不僅可以滿足面蓋的外觀及強度要求,還可以實現長期穩定的生產。