油箱綁帶壓彎回彈及解決方案
2021-12-22 08:17:52韓耀東
模具制造 2021年11期
韓耀東
(武漢中人瑞眾汽車零部件產業(yè)有限公司,湖北武漢430073)
1 引言
油箱是燃油汽車必不可少的一個部件,油箱在車輛上的固定方式分為很多種。卡車的油箱一般是由一對L型的角鋼和捆扎帶聯合固定的方式,小汽車也有類似卡車油箱的固定形式。但大多數的小汽車采用的是一對油箱托架固定在汽車的底盤下面托住油箱。現在小汽車采用的塑料材質油箱的比較多,最新的固定方式是采用一對油箱綁帶將油箱捆綁在汽車底盤下面,圖1所示為油箱綁帶的結構形式。
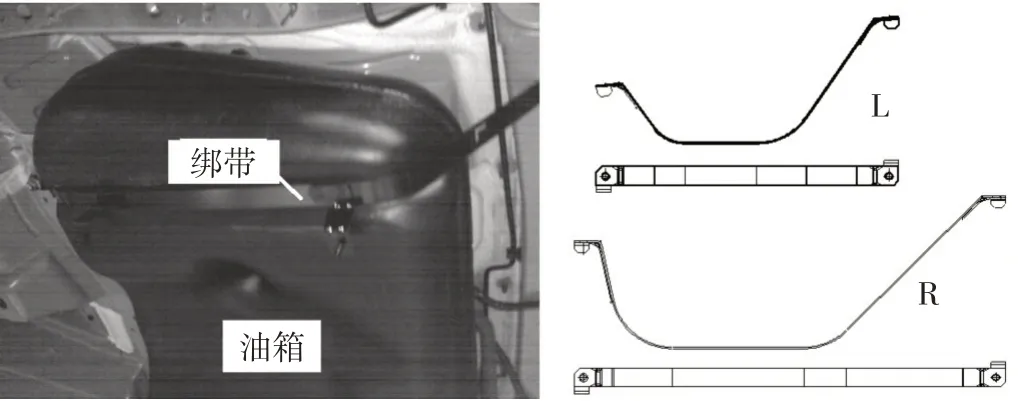
圖1 油箱綁帶的裝配方式
油箱綁帶的生產工藝主要由落料沖孔、壓彎、焊接、電泳漆等工序組成。落料沖孔屬于分離工序,相對比較簡單。壓彎屬于成形工序,是最常見、最典型的成形工序。壓彎的方式很多,有手工彎曲、彎曲機彎曲、模具彎曲等。但絕大多數是通過模具和壓力機實現彎曲工藝,壓彎工藝屬于塑性加工范疇。壓彎是依靠材料的塑性流動而形成,原則上不允許工件出現任何破裂現象,并且達到一定的穩(wěn)定的成形角度。這是壓彎工藝與沖裁工藝(材料分離機理成形)在變形特性上的根本區(qū)別。壓彎通常分為U形、V形壓彎兩大典型的基本類型,其它壓彎的形式都是由這兩種基本類型衍生而成的。在壓彎時,沖壓的毛刺方向最好是在壓彎的內側,材料紋向最好是與壓彎線垂直或傾斜(盡量不要平行方向),防止壓彎開裂。壓彎的回彈問題是研究彎曲工藝和模具設計必須考慮的重要課題。
油箱綁帶的壓彎有其特殊的要求,大彎的毛刺方向要求在壓彎的外側,目的是防止毛刺對塑料油箱產生不良影響,材料紋向要求與壓彎的方向垂直,以保證綁帶的強度需要。壓彎件的質量主要表現在壓彎角度、圓角處的變薄量、開裂、尺寸穩(wěn)定性等方面,充分滿足油箱的貼合要求、車輛運行的強度要求、疲勞失效要求。現在就從油箱綁帶沖壓彎曲的基本過程和實際生產工作中所采取的有效措施入手,分析沖壓件壓彎產生回彈的規(guī)避辦法及解決方案。
2 油箱綁帶的組成及要求
圖2是某車型油箱綁帶的總成圖(左右件,選取其中一件進行分析)。
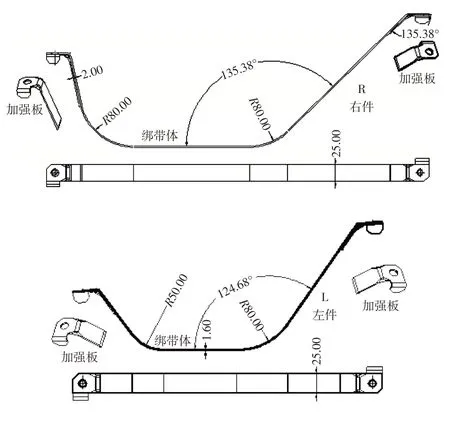
圖2 油箱綁帶總成(左右件)
油箱綁帶體的材料H300LAD+Z,料厚t=1.6mm;加強板材料DP780,G10/10,料厚t=2mm。綁帶體和加強板之間通過點焊連接,要求貼合間隙小于0.1mm。整改綁帶總成的尺寸要求較高,要求與塑料油箱外形貼合。所以制件的回彈、尺寸要求、材料的變薄等情況,都要求有嚴格的規(guī)定。彎曲回彈,使制件的幾何尺寸精度受到影響,通常是彎曲成形生產中不易解決的一個棘手問題。
3 加強板的彎曲成形工藝分析
圖3所示為高強度板,折彎角度要求較高。
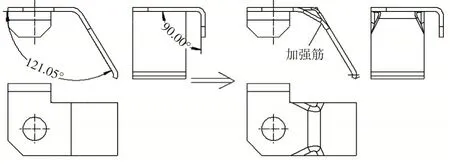
圖3 加強板
(1)考慮到壓彎回彈有多種影響因素存在,首先從優(yōu)化制件設計著手,綜合考慮了以下幾個方面的問題:
a.首先考慮了材料的機械性能:材料的屈服極限越大,彈性模量越小,加工硬化越激烈(n越大),則回彈越大。所以盡可能選擇彈性模量較大、屈服強度較小的材料壓彎成形。但是,該制件由于強度的需要,降低材料使用標準的可能性不大。
b.彎曲半徑的問題:相對彎曲半徑r/t越小(盡可能使r/t在1~2的范圍內),塑性變形在總變形中的比例增大,彈性變形的比例減小,回彈較小;反之,回彈較大。由于該制件的料厚較薄,彎曲半徑不宜無限制減小,防止應力集中,產生疲勞斷裂。
c.彎曲中心角越大,變形區(qū)越大,彎曲回彈也越大;該制件的成形角度是裝配需要的角度,不能隨意改變。
d.彎曲件的結構優(yōu)化:增設加強筋,提高制件的剛性和變形程度,減小回彈。圖3中的結構進行了加筋的優(yōu)化處理,對解決回彈問題和制件的穩(wěn)定性及強度問題都有好處。類似的復雜折彎件加筋,對減小壓彎回彈是一個不錯的選擇,具體措施如圖4所示。
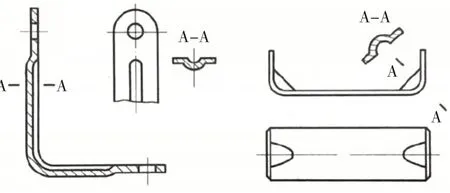
圖4 在彎曲變形區(qū)增設加強筋
(2)在分析壓彎工藝時,同樣要考慮與成形工藝相關的幾種因素:
a.首先考慮了V型壓彎的形式。雖然V型壓彎(模具到底時校正功能,校正彎曲可以減小回彈)回彈容易控制,但制件的定位及幾何尺寸的穩(wěn)定性會有波動,沒有被采用。還有一種V型壓彎的變通方式(模具的壓料板傾斜壓彎,一般在10°以內,且凹模包圓角)也是一個比較好的方案。
b.摩擦壓彎:一般認為,摩擦在大多數情況下會增大變形區(qū)的拉應力,有利于制件接近凸模的形狀,使回彈減小。但制件的表面不允許有摩擦的傷痕出現,也不允許破壞表面鋅層,所以這里也不適用。
c.對于冷作硬化材料,在彎曲前進行退火,以降低屈服應力,減小回彈。另外,熱彎成形,在彎曲前進行退火、熱彎采用加熱彎曲,可以減小回彈。這兩種方式的成本較高,而且對鍍鋅板壓彎成形不適用,容易破壞鋅層。
d.整形工序雖然可以減小回彈,但工序增長,對生產成本不利,一般不輕易采用。
e.對于料厚較厚的制件,可將凸模局部做成凸起形狀,使作用力集中在圓角的變形區(qū)進行校正,通過加大彎曲區(qū)的變形應力,增大塑性變形,可減小回彈,如圖5所示。但是油箱綁帶材料較薄,而且不允許局部有變薄壓彎的情況存在,所以這種方案也不采用。
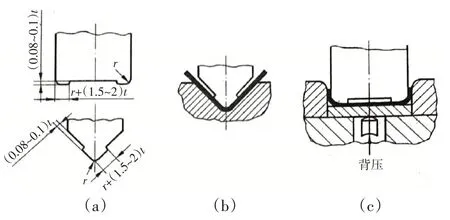
圖5 改變應力狀態(tài)的彎曲方法
f.利用模具上的凸肩在彎曲時縱向加壓(立體封閉成形),使彎曲件都成為壓應力,卸載后,內外層的回彈相互抵消,減小回彈。但這種情況對毛坯的尺寸精度要求較高,如圖6所示。由于制件形狀和毛坯的限制,同樣不適用在制件的生產過程中采用。

圖6 縱向加壓彎曲
g.改變模具的圓角半徑的彎曲方式,使其局部過盈加壓,塑性變形加大,起到校正的作用,這種變薄量一般0.1~0.15mm,如圖7所示,彎曲的圓弧半徑越大、彎曲中心角越大、回彈越大。這種方式在其它制件的壓彎上可以采用,但油箱綁帶加強板制件,會影響壓彎部分的強度(材料變薄)或引起局部應力集中,不建議采用。

圖7 改變模具圓角半徑的壓彎方式
h.凸模做角度補償法(傾斜角一般2°~3°),壓彎間隙為t-(0.02~0.06),效果較好;或者凸模做角度補償,凹模水平運動,凸凹模的側面將制件壓緊,減小回彈,如圖8所示。這種方式,如果是固定的凸凹模,會存在角度穩(wěn)定性的問題;如果是活動凹模結構,將提高模具成本。
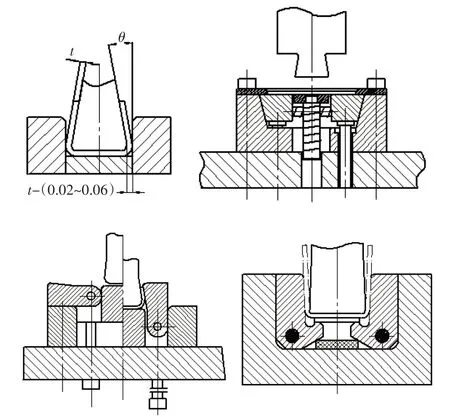
圖8 斜楔式和鉸鏈式模具結構
i.凹模底部包圓角,對回彈有好處,這樣圓角部位局部成形應力大,塑性變形明顯,如圖9所示,這種方式再壓彎模具設計中,比較常用。
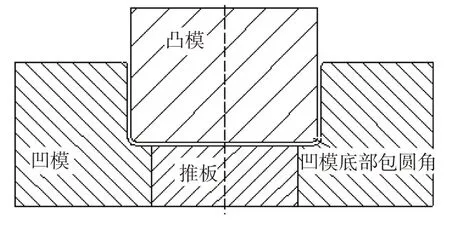
圖9 凹模底部包圓角壓彎
j.兩次彎曲90°的方式。
當t≤0.3mm時,第一次壓彎時,折彎點外移0.1~0.2mm,角度一般為45°左右,第二次壓彎90°。
當t≥0.3mm時,第一次的折彎點不用外移,角度一般為45°左右,第二次壓彎90°,如圖10所示,這種方式對90°成形的制件比較可行。
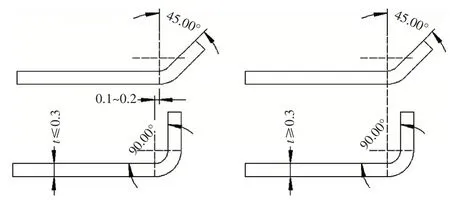
圖10 薄、厚板料的二次壓彎
k.油箱綁帶加強板的壓彎生產方案,經過綜合分析,壓90°彎時,采用了(j)二次壓彎的方案。壓121.05°彎時,采用了增設加筋的方案和凹模底部包圓角的方案,具體沖壓方案如圖11所示。
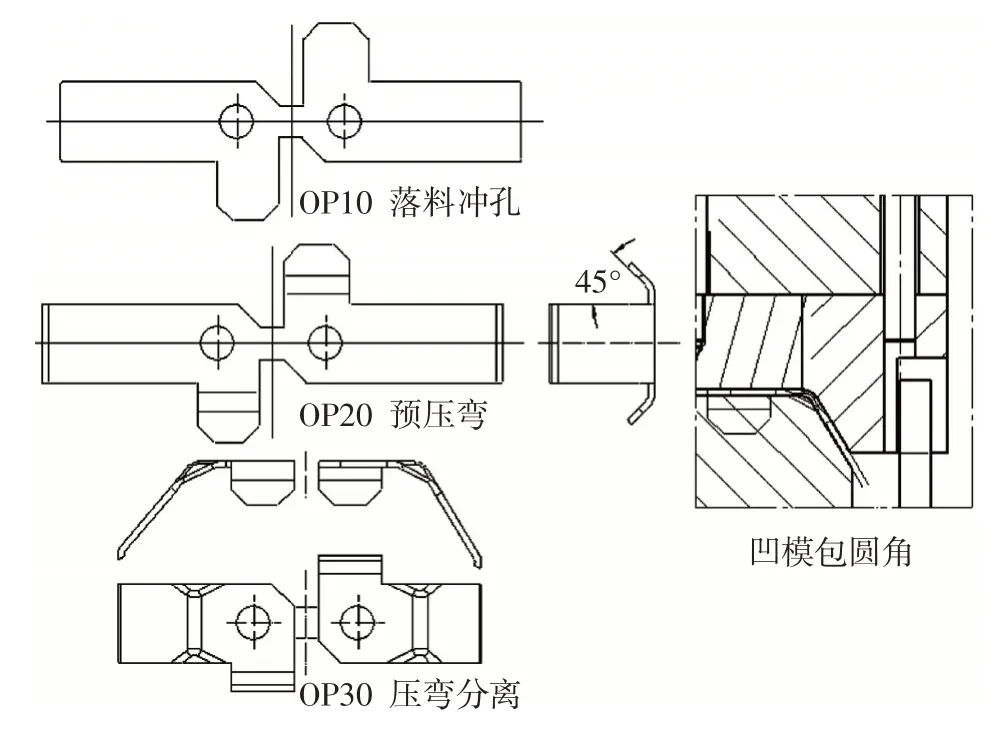
圖11 加強板的沖壓方案
4 綁帶體的成形工藝分析
圖12所示綁帶體是高強度板,折彎角度要求較高,整個形狀要求與油箱的外形貼合。
在分析壓彎工藝時,需考慮與成形工藝相關的幾種因素:
大彎的壓彎成形比較復雜,材料強度高,材料薄,圓弧半徑大,壓彎角度大。在制定壓彎方案時,考慮了以下幾種措施:
(1)由于彎曲件形狀越復雜,其回彈量越小,故U形彎比V形彎的回彈小。因校正彎曲給出的彎曲力為最大的彎曲力,故校正彎曲成分越高,則回彈值越小。該制件雖然有U型彎的特征,但是壓彎半徑和角度均太大,不適用于這種成形方式,而且材料較薄,也不適于強壓彎。
(2)通過回彈量的公式計算,確定彎曲角和彎曲半徑的修正值(彎曲半徑一般取90%R)。當r/t<5時,可以只改變彎曲角度,彎曲半徑可以不變。在模具上,凸凹模之間的間隙等于最小板厚(模具間隙減小可以減小回彈),使制件回彈后滿足所要求的角度。對于回彈較大的U形件,可將模具底面做成反圓弧形狀,使該部位在卸載后產生負回彈,與圓角變形區(qū)的正回彈抵消,減小回彈量,如圖13所示。這種處理回彈補償的方式在處理壓彎回彈時普遍使用,但是對回彈太大的情況,補償還是有困難或者又不能彎曲滿足。
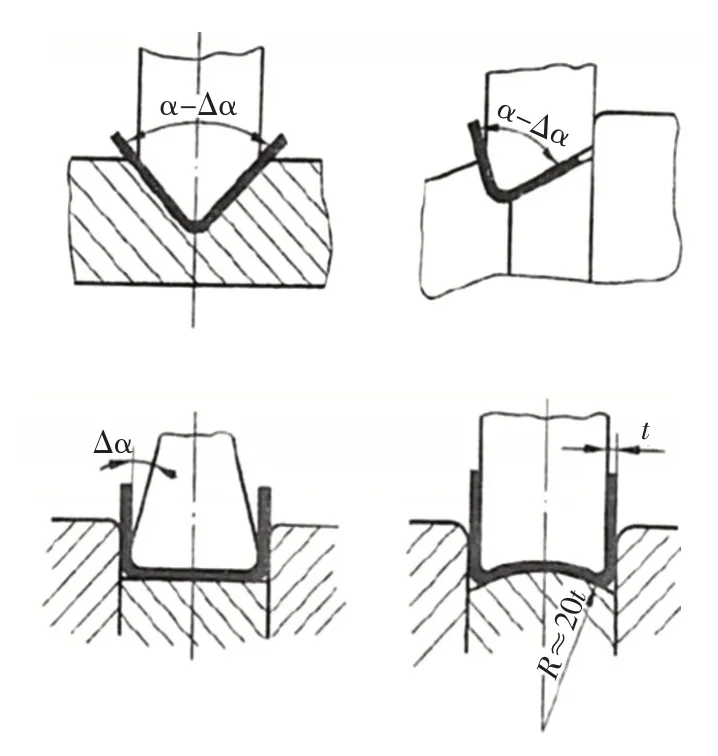
圖13 修正模具補償回彈
(3)對大型彎曲件,采用拉彎成形法,使成形區(qū)的內外層均處于塑性拉應力和伸長應變狀態(tài),卸載后,內外變形區(qū)的回彈相互抵消,使彎曲件只產生很小的形狀變化。對中小型件,可以在彎曲模具上設計壓邊裝置,同時減小彎曲模具間隙,效果與拉彎工藝相似,可以有效地減小回彈,如圖14所示。這種方式對于大型厚板料制件比較適用,油箱綁帶體制件尺寸小,材料薄,又不能壓邊,所以不適用。
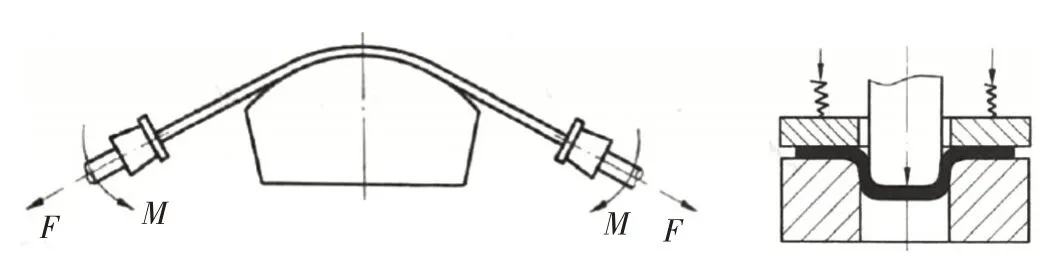
圖14 拉彎法和利用模具拉彎法
(4)特大圓弧彎曲的回彈方案。圖15中的制件壓彎角度135.38°,壓彎半徑R=80mm,成形時回彈較大。為了克服回彈,先計算制件的回彈補償角度和半徑,再將壓彎的凸、凹模按補償后圓弧半徑做邊長為3mm的內接正多邊形的凸凹模形式(鋸齒形凸、凹模克服回彈),這樣塑性成形的變形點數增加,局部塑性變形更加明顯,整體效果是制件的回彈得到明顯改善,而且在成形完成的制件上表現出來的仍然是一個R=80mm的大圓弧,外觀感覺不到正多邊形的跡象。模具的關鍵部位形狀如圖15所示。

圖15 特大圓弧彎曲成形
5 結束語
彎曲變形工藝是沖壓工藝的一個重要組成部分,也是最典型的沖壓工藝,在沖壓行業(yè)中占有很大的比例。最終油箱綁帶制件的調試比較滿意,如圖16所示。

圖16 油箱綁帶制件
通過對沖壓彎曲變形的基本過程及成形原理的分析、影響彎曲回彈的各種因素利弊分析與歸納、以及減小和消除彎曲回彈的各種措施的總結,可為沖壓工藝的設計和在實際生產過程中,解決彎曲回彈提供一定的幫助。由于影響彎曲回彈的因素很多,如:模具制造狀態(tài)和沖壓條件(模具間隙、壓料力、成形力、鐓死力、凹模形狀等),都有一定的關系,可以從模具結構上采取措施。在處理彎曲變形工藝的過程中,綜合權衡利弊,要針對具體的彎曲件選擇不同的方法抑制回彈或減小回彈的發(fā)生,確保彎曲件按照預期的措施解決回彈問題,并使其質量狀態(tài)符合設計要求。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03