工藝仿真技術在工程機械結構中的應用研究
2021-12-22 06:14:40李德明蔣富強宮濤王彩鳳
金屬加工(熱加工) 2021年12期
李德明,蔣富強,宮濤,王彩鳳
山推工程機械股份有限公司 山東濟寧 272000
1 序言
近年來,隨著電、液等相關技術和智能化技術在工程機械行業中的應用,推土機也由原常規機械液力式向更高效的靜液壓推土機轉變,產品結構的差異性大也給工廠生產制造帶來新的挑戰。如某新型車架完全不同于常規產品的后橋箱、機架、平衡梁架等幾大傳統部件中鑄鍛件較多的組焊結構特點,而是摒棄對環保要求過高鑄鍛件,采取以低合金高強板為主的一體式組焊結構,如圖1所示。
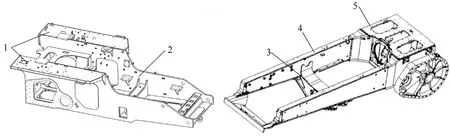
圖1 車架結構
由于公司原自動化焊接生產線相對柔性較低,生產工藝流程只適應于原常規產品的生產,所以無法有效滿足該新產品的生產工藝要求。若根據新機型產品結構投入新的自動化焊接生產線,一是投資額度較大,二是新機型產品需經歷市場推廣階段,這期間常規產品在量上仍為主導,無法替換騰出廠房空間來布局,從而導致短期內新機型生產瓶頸的現實問題。因此,也只能采取人工參與度較高的焊接作業方式來實現,但作業中使用行車吊裝翻轉會增多,無法實現焊縫的船型焊接,翻轉一次只能焊局部焊縫,焊接變形及均一性無法保證;另外,由于工件尺寸、重量較大,所以翻轉作業同樣存在安全隱患,且焊接效率較低。
2 結構優化思路
原生產線自動化水平高,經過三十余年的工藝積淀,制造成本優勢較明顯,同時由于新老產品交替,所以生產線的產能有富余,并因此工藝人員仍考慮沿用或者通過技術改進原來的生產設備,實現原設備稼動率提升,使公司運營效益最大化。然而新產品與原產品結構差異性大,直接復制工藝流程無法適用,只能從產品結構進行改進。通過多輪評審論證,把原新型車架結構更改為斷開式(見圖2),類似于常規機型后橋箱、機架等結構,然后沿用原來的生產工藝流程,合件焊接加工后進行總組總焊,不再進行整體加工,同時減少對大型加工中心的依賴性,實現較大程度的降本增效。

圖2 車架斷開結構及焊縫形式示意
通過擬采取的斷開結構可以看出,把新型車架主體結構分成兩個部分,采取雙邊X形對接焊縫進行連接。由于板材為32mm,故單側采取三層四道進行施焊。此外,為更好地控制焊接變形,考慮到車架的對稱結構,同時盡量減少焊接變位次數,提升作業效率,采取有序對稱施焊方式,具體焊接順序為1→9→5→6→13→14→2→3→4→10→11→12→7→8→15→16。焊接參數見表1。
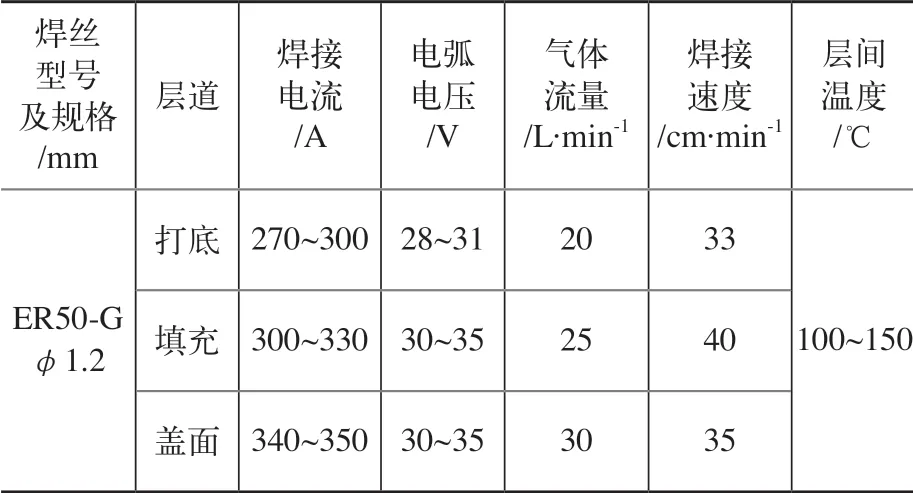
表1 焊接參數
3 主體結構材料性能
新型車架主體結構采取材料為Q460C,該材質是一種低合金高強度結構鋼,在16Mn鋼的基礎上加入Cr、Ni、V、Ti等合金元素煉制而成,材料化學成分及力學性能見表2。V和Ti的加入,能使鋼材強度增高,同時又能細化晶粒,減少鋼材的過熱傾向,具有良好的抗疲勞性能和低溫韌性,可以適應于制作高強度工程機械關鍵結構件,特別是耐寒高強度結構件[1]。

表2 Q460C鋼板化學成分及力學性能
根據碳當量計算公式C E = C + M n / 6 +(Cr+Mo+V)/5+Si/24+(Ni+Cu)/15,可得出碳當量為0.58%~0.63%,由此得出Q460C焊接時具有較好的焊接性。
4 焊接仿真過程模擬
4.1 工藝流程
根據改進后的產品新結構特點和生產實際進行分析,研究制定并通過細化工序以及標準化工藝流程等方面進行工藝仿真。具體工藝路線為:①后橋合件:小件組焊→粗加工→后橋合件組對→后橋合件焊接→無損檢測、矯形→機械加工。②前體合件:小件組焊→平衡梁合件組焊→底護板組焊→前體總對→前提焊接→機械加工。③后橋合件、前體合件總對→總焊→拋丸→涂裝→機械加工→翼板組焊→面漆涂裝→檢查待檢。
4.2 工藝方案選取
結合后橋合件、前體合件的產品結構,采取原龍門式+L形雙回轉變位機常規產品的機器人自動焊設備進行夾具改造實現自動焊作業,車架主體焊接則采用雙立柱提升的頭尾式雙回轉的變位機,實現本次改進關鍵焊縫的船型位置施焊,確保焊接質量[2]。焊接變位機結構如圖3所示。
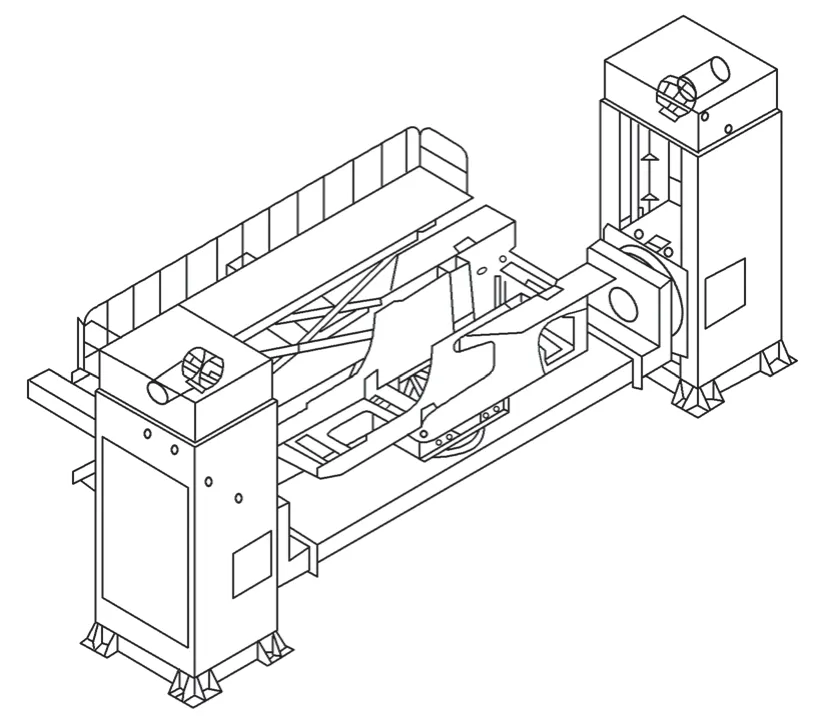
圖3 焊接變位機結構
4.3 工藝流程仿真
由于原車架已經過市場驗證,結構強度沒有問題,但評審對主體對接焊縫強度及殘余應力集中問題有所顧慮,因此本次驗證方案針對斷開式結構的關鍵焊縫進行工藝過程的仿真。采取一款專用焊接仿真軟件,首先針對三維模型中對結果沒有影響的孔、面及小件進行清理,節省后期的計算量,提升計算效率。然后對模型進行前處理,采取六面體、四面體進行網格劃分(見圖4),同時針對焊縫區域進行網格的局部細化,提升后期計算的精度。
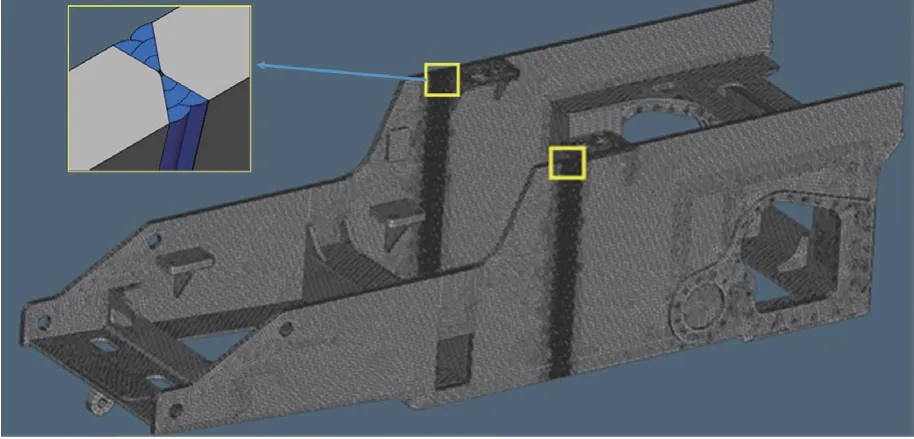
圖4 車架網格劃分示意
由于采取的仿真軟件提供的常用金屬材料均為德標、法標,沒有本例中Q460C材料的相關數據,所以為了更好地進行模擬計算,在軟件的材料庫中找到同類材料,并參照Q460C材料對該同類材料特性值進行修正,形成Q460C材料性能曲線(見圖5),設置包括楊氏模量、泊松比、熱傳導系數、熱膨脹系數、比熱容、應力-應變、熔點及相變潛熱等各項參數,且可以結合CCT和TTT曲線數據進行相變仿真計算,預測結構的硬度、主要相的成分和百分比、t8/5冷卻速率等。
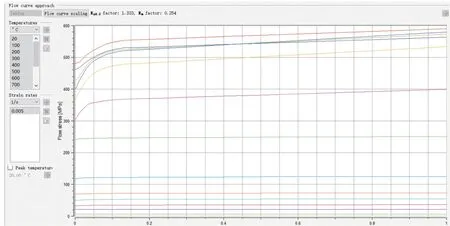
圖5 材料修正曲線示意
根據變位機支撐、定位及夾持點位置進行工裝夾具模型的創建和設置,如圖6所示。本例中底板設置固定裝夾(綠色),且底板孔的前后有頂緊工裝(藍色),并根據變位機液壓夾具的夾緊力進行設定。根據生產節拍,工件焊前進行夾持,直至焊接完成10min后進行下一件焊接為止。隨后按照軟件流程界面依次設置焊接電流、電弧電壓 、焊接速度等工藝參數及焊接路徑、焊接方向、焊接順序,同時需要提前校驗好熱源模型。

圖6 夾持點位置示意
設置完畢后,采取非線性、熱學耦合求解器進行計算,并利用云圖進行應力應變的結果輸出和直觀顯示,如圖7所示。通過本例中針對某斷開式車架結構的焊接過程的變形情況、焊接結束后的殘余應力分布進行了預測。另外,對于焊接變形的控制可以進一步提出改進方案,如焊接順序、工裝設計等,并可進行各方案的對比和驗證,從而實現工藝優化的目的。最終經過優化后可以看到在目前的工藝下,整體變形呈現對稱分布趨勢,變形主要集中在焊縫附近,最大變形量為3.33mm。焊接殘余應力的預測結果顯示,主要的殘余應力分布集中在焊縫即附近的熱影響區,最大應力值為480MPa,低于材料固有性能,滿足了設計要求。
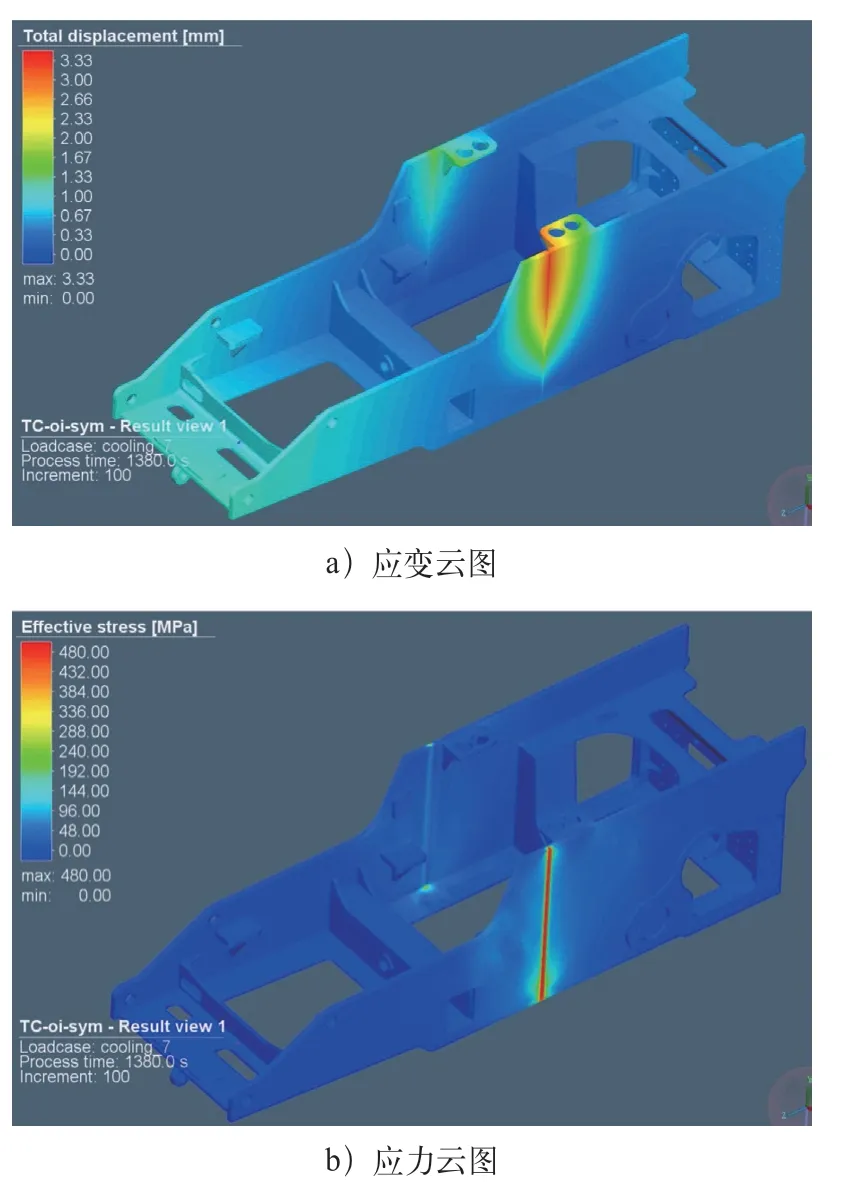
圖7 應力應變結果輸出
4.4 結構強度分析
工序工藝仿真的目的是找到更優的方案,并應用到產品工況中,以提升產品的可靠性。因此,基于上述結果又進一步在結構仿真軟件中模擬施工工況過程中車架的力學性能極值,分析可能的開裂部位和相關力學性能,與材料自身固有性能進行比對,驗證方案的可行性。
如圖8所示,推土機作業工況主要受力點位前機罩提升缸作用點F1、F2,平衡梁作用部位中心孔F3,樞軸、終傳動作用部位F4、F5。以鏈輪軸線與車體中心面的鉸點為坐標原點,X軸與鏈輪中心軸線重合,正向指向車體左側,Y軸正方向垂直向上:Z軸正向指向車體前方。輸入載荷施加位置如圖中紅色圓圈所示,邊界條件施加位置如圖中紫色圓圈所示,參考圖示坐標系,同時確定車架重心的坐標值。表3中載荷數值僅為右傾最深位置滿載推土的工況參考值。
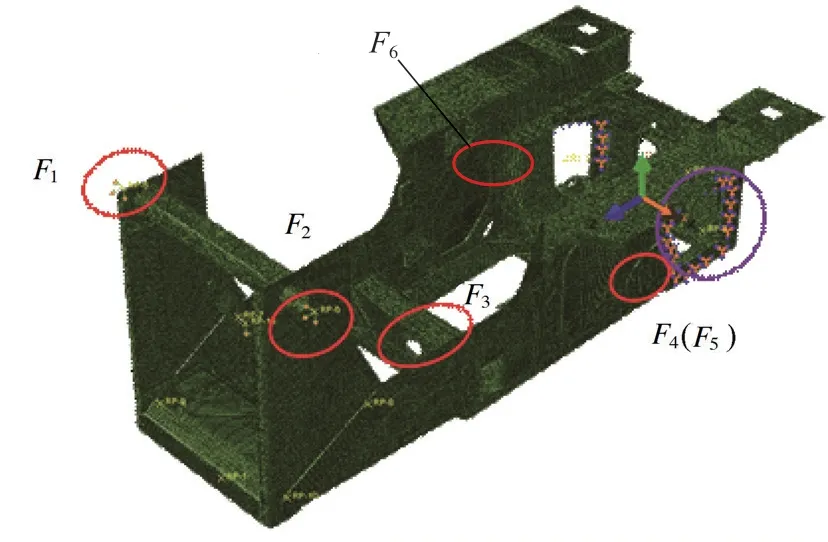
圖8 工況受力作用示意

表3 各部位載荷受力
進一步把焊后殘余應力及應變量數值載入至結構強度軟件中,并對網格中的退化或不良單元網格進行刪除優化處理,確保良好網格單元占比達99.99%以上,同時把表3中作用載荷轉換為有效負荷加載力,進行有限元分析計算。結構強度分析云圖如圖9所示。
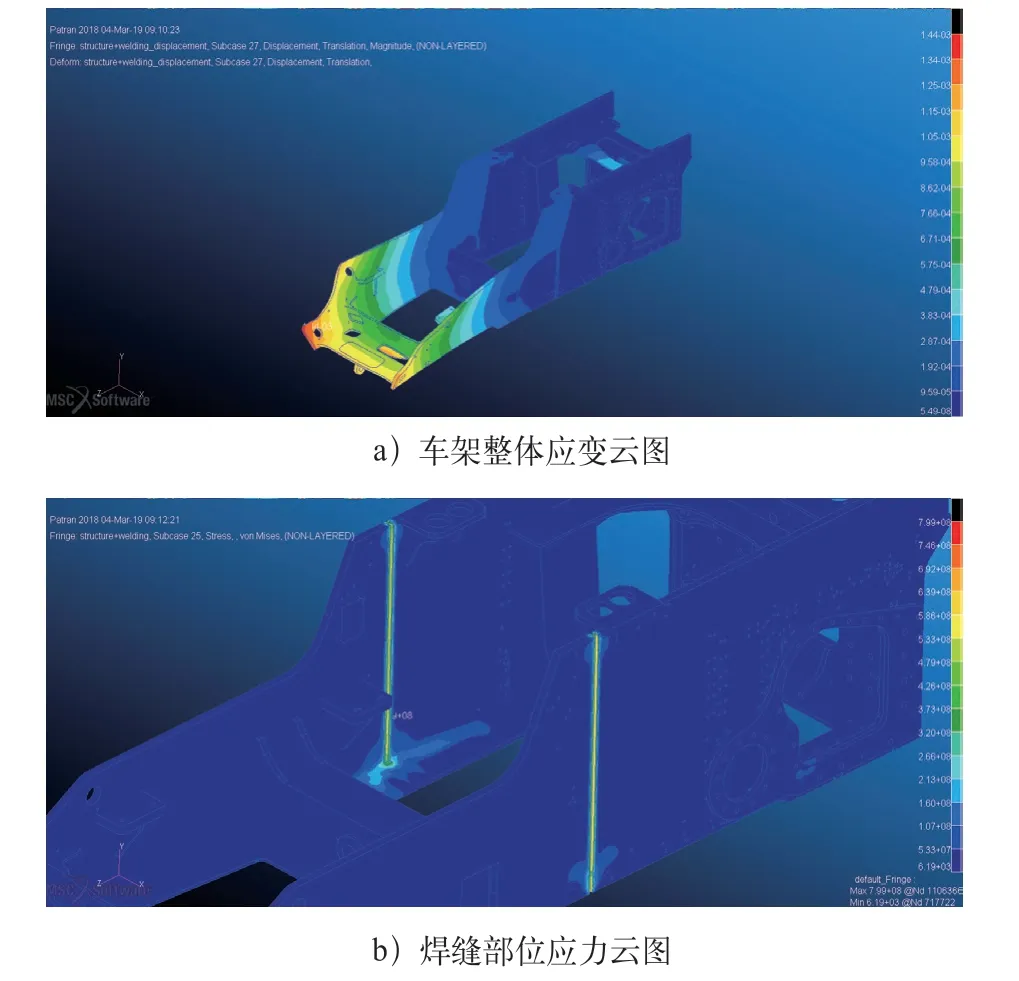
圖9 結構強度分析云圖
通過最終有限元計算優化的應力應變云圖可以看出,最大應變量為1.44mm,與原車架結構基本一致,但應力最大值達到799MPa,高出Q460C材料的固有性能。這表明焊縫部位應力集中較明顯,主要的殘余應力分布集中在焊縫及熱影響區,整體趨勢與工藝人員用經驗預測相吻合,再進行物理樣機改制試驗風險較大,存在設備使用過程中車架斷裂風險。因此采取謹慎處理方式,對此種斷開式改進結構予以否定,后續會采取其他工藝優選方式,在此不再贅述。
5 結束語
隨著用戶對產品外觀及質量可靠性的要求趨于高標準,工程機械制造企業對產品所涉及關重件的研發也需進行更全面的生產風險評估。原來對于產品工藝方案的制定和工藝參數的優選,采用傳統的物理試錯方法,存在設計和研發周期較長、成本高、效率低等問題,同時采取固有經驗只能定性的判斷,無法實現數值量化,仍需要物理試錯來體現。但近年來工藝仿真軟件從通用性,如具代表性的有Marc、Ansys、Abaqus,向細分市場的專業化轉變,如Sysweld、Simufact等,同時也從航空航天、軍工高鐵等高端行業逐漸向一般制造業普及,界面可視化,操作流程化較好。
工藝仿真軟件的應用提升了工藝基礎理論研究,在實現工藝開發數字化,效果數值化的同時,也為有效減少物理試錯概率及試錯成本,降低產品開發風險,提供一種參考。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24