焊接速度對304不銹鋼電子束焊接頭組織與性能的影響
2021-12-23 06:13:38袁夢揚簡海林
機械工程材料 2021年12期
楊 濤,袁夢揚,簡海林,李 東
(1.國核電站運行服務技術有限公司,上海 200233;2.上海工程技術大學材料工程學院,上海 201620)
0 引 言
304奧氏體不銹鋼具有較好的耐腐蝕和耐高溫性能、較高的強度、良好的韌性,以及優異的可加工性等,廣泛應用在汽車、化工、核電、建筑裝飾及食品醫療等行業的焊接結構中[1]。與常規熔化焊相比,電子束焊接具有熱影響區小、對母材熱損傷小、接頭強度高且焊縫狹窄、變形量小等優點,在304不銹鋼精密零件的連接上具有廣闊的應用前景。304不銹鋼的室溫顯微組織是奧氏體,在熔體凝固時奧氏體結晶界面相對比較平直,所以焊接時易出現熱開裂現象[2-3];為了避免熱裂紋的產生,304不銹鋼的焊接大多采用電弧填充焊,通過優化焊材的成分,使焊縫在凝固過程中產生部分鐵素體來打破平直的結晶界面。然而,激光、電子束等高能束焊接為自熔焊接,無法進行焊材填充,主要依賴調整焊接工藝參數來降低熱裂紋傾向[4]。目前,學者對304不銹鋼電子束焊接的研究主要集中在焊縫宏觀形貌的優化、熔池行為及異種合金焊接等方面[5-8],有關焊接速度對顯微組織和力學性能影響方面的研究相對較少,尤其是焊接速度對焊縫中鐵素體含量影響的研究更少[9-10]。為此,作者通過在不同焊接速度下對304不銹鋼進行真空電子束焊接,研究了焊接速度對焊接接頭顯微組織和力學性能的影響,為電子束焊接在304不銹鋼結構制造中的應用提供參考。
1 試樣制備與試驗方法
焊接母材為尺寸150 mm×200 mm×3 mm的304不銹鋼熱軋板,其實測抗拉強度為640 MPa,屈服強度為272 MPa,主要化學成分(質量分數/%)為0.04C,11.5Ni,18.2Cr,1.8Mn,0.6Si,0.02雜質,余Fe。焊前,先用400#和600#砂紙對待焊區及附近區域進行打磨處理,以去除表面的氧化膜,然后采用無水乙醇超聲清洗,吹干后放置在烘箱中于150 ℃烘干2 h。焊接設備為Pro Beam K110型電子束焊機,將處理好的待焊板材安裝在焊接平臺上,抽真空,真空度不大于500 Pa,加速電壓為120 kV,聚焦電流為2 460 mA,焊接電流為12 mA,焊接速度為10,20,30,40 mm·s-1。
焊后在焊接接頭處截取金相試樣,經打磨、拋光,用50 mL HCl+10 mL HNO3+100 mL H2O+10 g FeCl3溶液腐蝕40 s后,在VHK-600K型數碼光學顯微鏡上觀察焊縫橫截面形貌、顯微組織,并按照GB/T 1954—2008采用金相法測定鐵素體體積分數,測試區域為焊縫橫截面中心位置向上1 mm處,測量時放大倍數為500倍,視場數不低于12個。采用HXD-1000TMC/LCD型顯微硬度計測焊縫橫截面的顯微硬度,載荷為1.96 N,保載時間為20 s,測試間距為0.1 mm。在焊接接頭處以焊縫為中心垂直于焊接方向截取拉伸試樣,承載截面尺寸為6 mm×3 mm,標距為30 mm,按照GB/T 228—2002采用AG-IC型材料萬能試驗機進行室溫拉伸試驗,拉伸速度為1 mm·min-1,采用Hitachi S-3400N型掃描電鏡觀察拉伸斷口形貌。
2 試驗結果與討論
2.1 對宏觀形貌和顯微組織的影響
由圖1可以看出:當焊接速度為10,20 mm·s-1時,304不銹鋼電子束焊接頭焊縫表面存在少量飛濺;隨著焊接速度的增大,焊縫寬度變窄,邊緣趨于平直,表面魚鱗紋曲率變大。不同焊接速度下所有焊縫表面均成形良好,無表面裂紋、氣孔等缺陷。
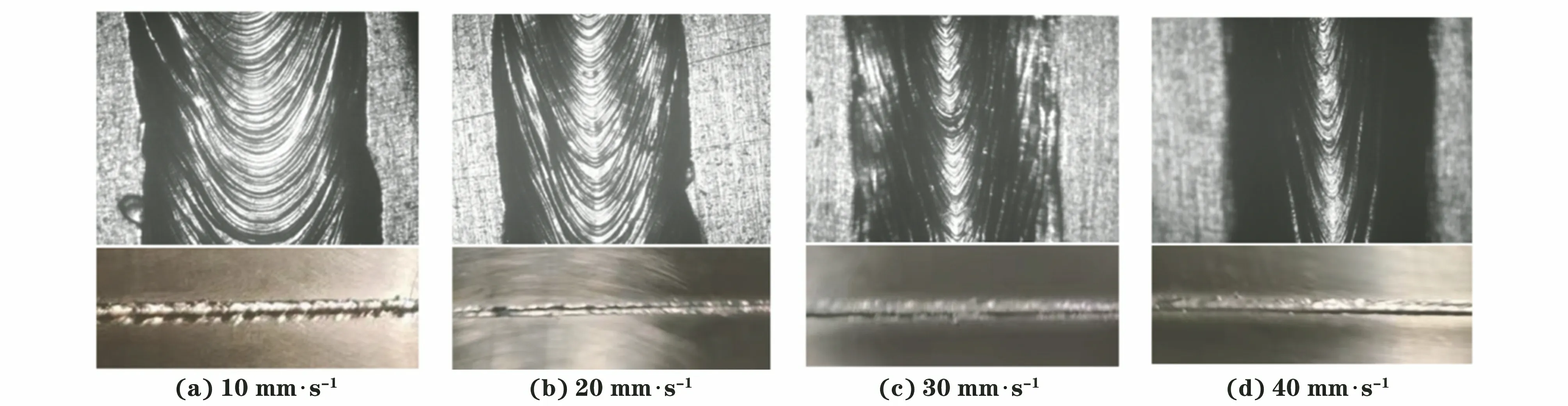
圖1 不同焊接速度下焊縫正面的宏觀形貌Fig.1 Macromorphology of weld faces under different welding speeds
由圖2可知:當焊接速度為10 mm·s-1時,焊縫的截面積最大,隨著焊接速度的增大,焊縫正面和背面熔寬均減小;當焊接速度為40 mm·s-1時,試樣中出現未焊透現象,這是由于在焊接電流和電壓一定條件下,隨焊接速度的增大,焊接熱輸入減小而造成的。當焊接速度為10,20 mm·s-1時,焊縫上表面出現凹陷現象,這是因為當焊接速度過慢時,焊接熱輸入過大,引起熔池表面金屬劇烈蒸發,當熱源離開時,熔池仍未穩定,導致焊縫上表面出現凹陷現象。綜上可知,使焊接接頭獲得良好成形形貌的最佳焊接速度為30 mm·s-1。由圖3可知;熔合線處存在一層細小的柱狀晶;焊縫區域存在垂直于熔合線方向并指向熔池中心的樹枝晶,樹枝晶間分布著細小的等軸晶和柱狀晶。在焊接過程中晶粒先在熔合線上形核,然后朝著與散熱相反的方向生長。隨著焊接速度增大,熔合線附近柱狀晶晶胞的尺寸變小,且枝晶間的黑色析出物增多,使晶界和亞晶界變得曲折,這可有效地抑制熱裂紋的萌生和擴展[11]。
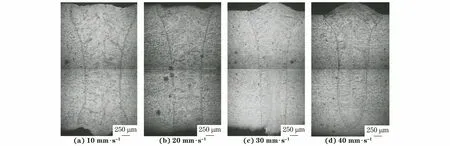
圖2 不同焊接速度下焊縫橫截面形貌Fig.2 Cross-section appearance of welds under different welding speeds

圖3 不同焊接速度下熔合線附近的顯微組織Fig.3 Microstructures near fusion line under different welding speeds
由圖4可以看出,不同焊接速度下焊縫中心的晶粒呈現等軸樹枝晶的特征,其兩側為柱狀晶結構。在焊接熔池的不同位置,不同的溫度梯度和結晶速率造成了不同的成分過冷度,從而形成不同的結晶形態,使得焊縫不同位置具有不同的結晶組織。從焊接熔池邊緣到中心的結晶過程中,隨著固/液界面前沿液相中溫度梯度的降低、結晶速率的加快以及溶質濃度的提升,成分過冷度不斷變大,結晶形態依次從平面晶向胞狀晶、胞狀樹枝晶和樹枝晶轉變,最終在熔池中心形成少量等軸晶[12]。隨著焊接速度的增大,焊縫中心結晶速率提高,導致焊縫中心晶粒越來越細小。
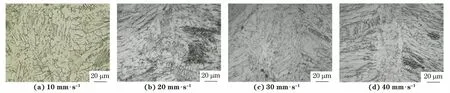
圖4 不同焊接速度下焊縫中心的顯微組織Fig.4 Microstructures of weld center under different welding speeds
2.2 對鐵素體含量的影響
由圖5可以看出,隨著焊接速度的增大,焊接接頭焊縫中鐵素體含量增加,且均在GB/T 1954—2008中要求的鐵素體體積分數在4%~12%范圍內。研究[8]表明,奧氏體不銹鋼焊縫中,鐵素體體積分數最優在5%左右。鐵素體的出現一方面可以限制磷、硫等雜質元素的偏聚,另一方面可以使晶界變得凹凸不平而改變晶界的浸潤性,從而有效降低焊縫的熱裂紋敏感性。但是,在奧氏體不銹鋼中,過高的鐵素體含量會造成焊縫塑性及韌性的降低[13];鐵素體含量的變化還可對不銹鋼的孔蝕和應力腐蝕開裂產生影響,但對晶間腐蝕的影響不大[14]。理論上,鐵素體的含量與鉻元素含量有關;增大電流、降低焊接速度都可導致焊縫鐵素體含量降低。這是因為電流的增大或焊接速度的下降都會增大焊接熱輸入,造成熔池溫度升高,導致焊縫中強鐵素體元素鉻的燒損,使得鐵素體含量降低[11,15]。隨著焊接速度的增大,焊接熱輸入降低,鉻元素的燒損程度降低,因此鐵素體含量增加。
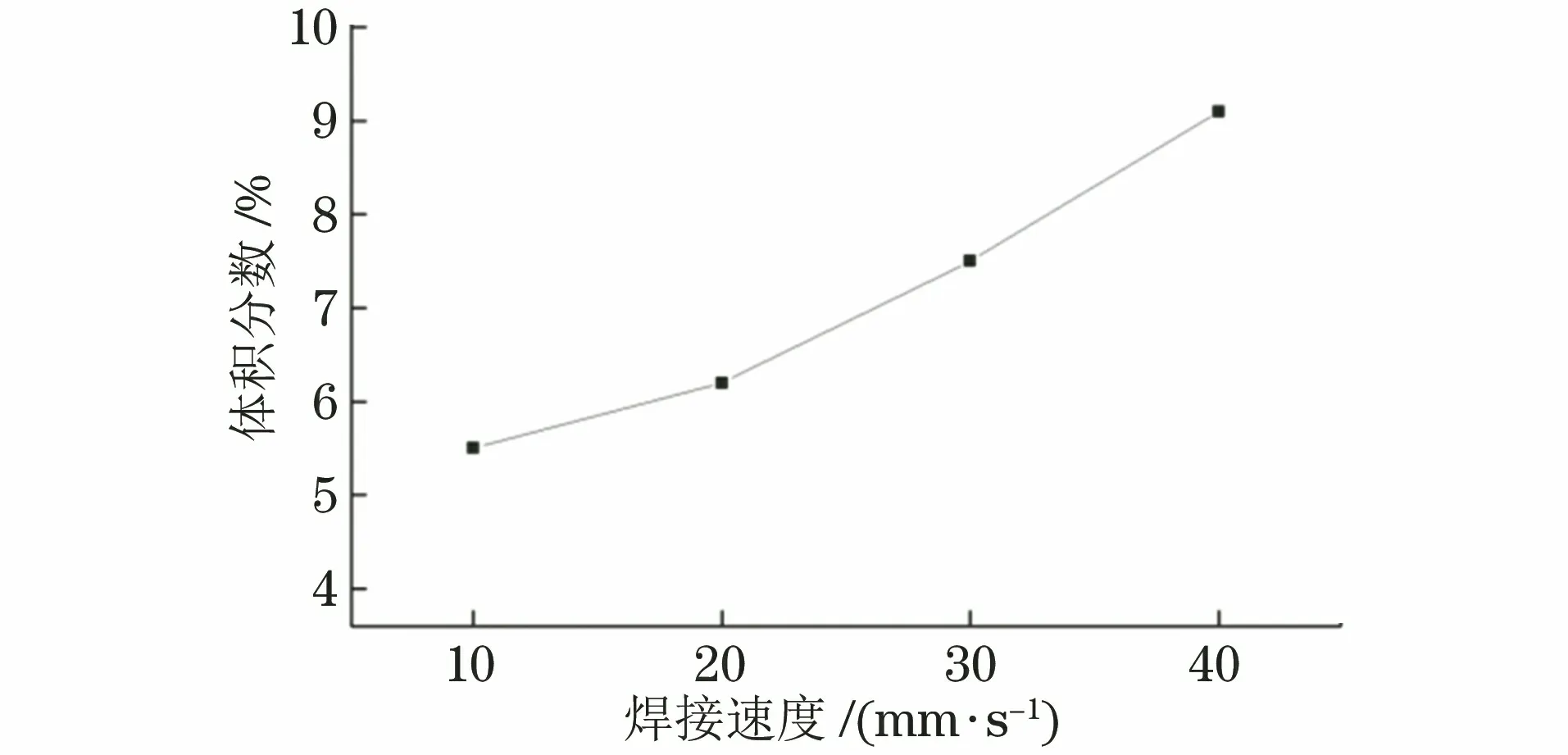
圖5 焊縫中鐵素體體積分數隨焊接速度的變化曲線Fig.5 Curve of volume fraction of ferrite in weld vs welding speed
2.3 對硬度的影響
由圖6可知:接頭焊縫區硬度高于母材區,從熔合線到焊縫中心,硬度先降低再升高,在焊縫中心區域達到峰值;隨著焊接速度的增大,接頭相同位置處的硬度略有升高,這是因為隨著焊接速度的增大,組織中的鐵素體含量增加,而鐵素體可以在一定程度上提高奧氏體不銹鋼的強度,表現為焊縫顯微硬度的略微提高。常溫下,細晶粒金屬比粗晶粒金屬具有更高的強度、硬度以及更優異的塑性和韌性,這是因為細晶粒受到外力而發生的塑性變形可分散在更多的晶粒內進行,塑性變形較均勻,應力集中較小;同時晶粒越細小,晶界面積越大,晶界越曲折,越不利于裂紋擴展[11,15]。焊縫中心存在一些細小的等軸晶,相比較于焊縫其他區域晶粒更細小,因此焊縫中心區域的硬度更高。
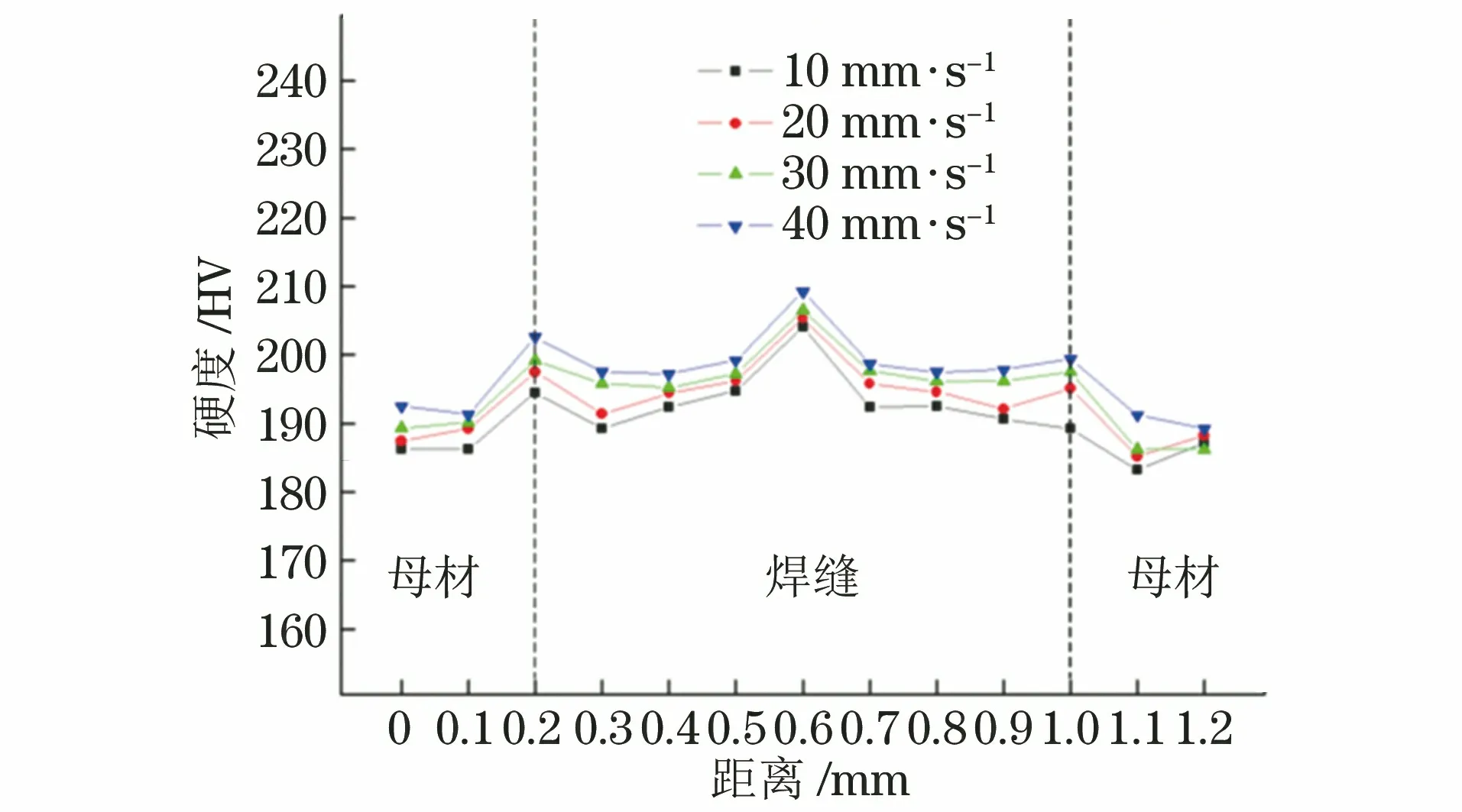
圖6 不同焊接速度下焊接接頭的硬度分布曲線Fig.6 Hardness distribution curves of welded joints under different welding speeds
2.4 對拉伸性能的影響
由圖7(a)可以看出,不同焊接速度下,焊接接頭的抗拉強度在550~640 MPa之間,隨焊接速度增大呈現先增大后減小的趨勢。斷裂均發生在母材區,這說明焊縫的強度大于母材,也說明采用電子束焊接304不銹鋼時具有較好的工藝相容性。其中,焊接速度為30 mm·s-1所對應的接頭抗拉強度最大,達640 MPa,其斷口上分布著大小不一的韌窩及撕裂棱,如圖7(b)所示,呈現典型的韌性斷裂特征,表明焊縫金屬具有較好的塑性。電子束焊接具有極高的能量密度,可以降低焊接熱輸入,細化焊縫晶粒,提高焊接接頭的強度;真空環境可為焊接過程提供極為優異的保護作用,能夠避免出現合金燒損、氣孔夾雜等缺陷;狹窄的焊縫寬度極大地降低了焊接接頭的殘余應力[11,15],從而可以提高焊接接頭的抗拉強度。
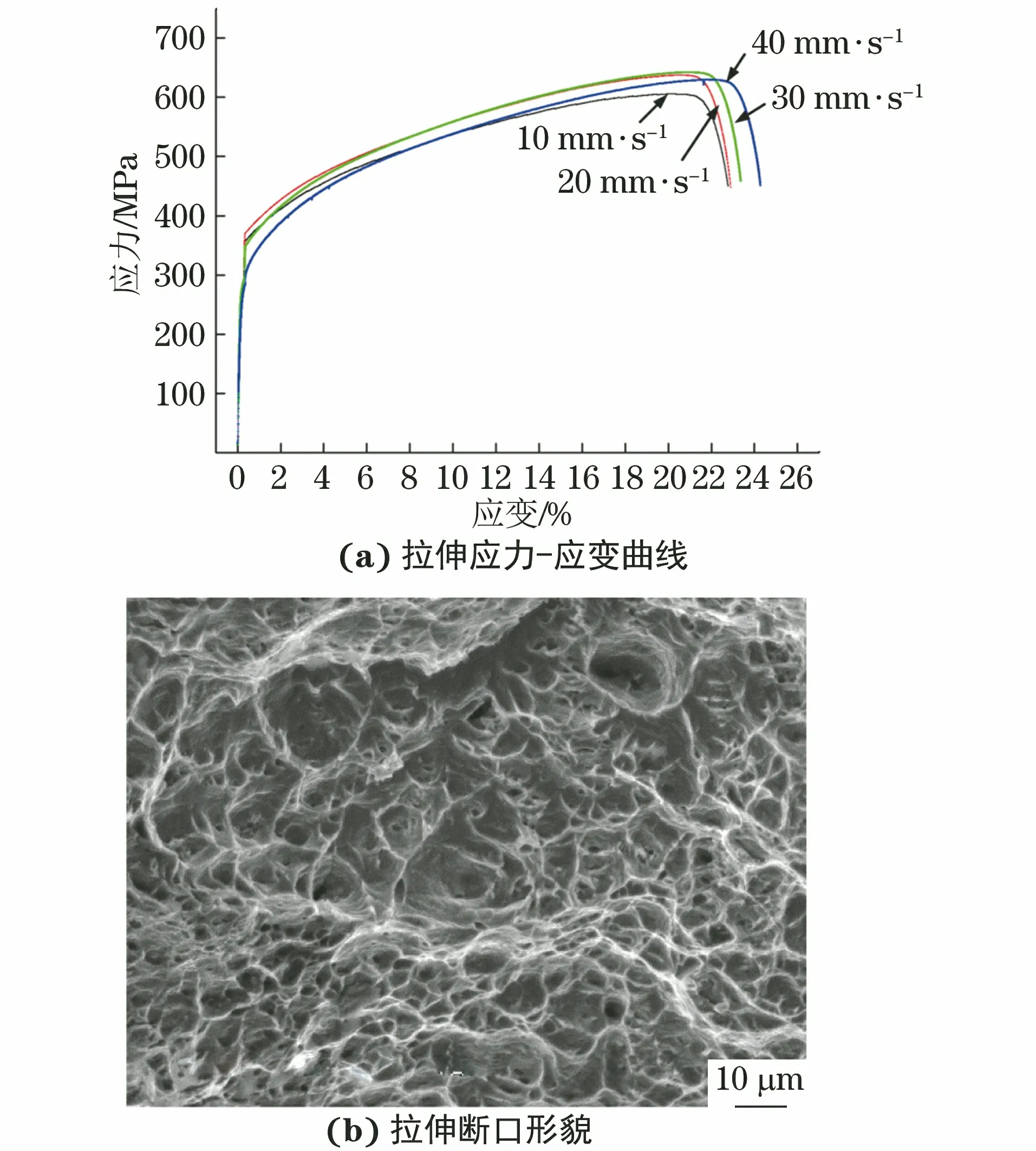
圖7 不同焊接速度下接頭的拉伸應力-應變曲線及焊接速度為30 mm·s-1時的拉伸斷口形貌Fig.7 Tensile stress-strain curve of joints under different welding speeds (a)and tensile fracture morphology under welding speed of 30 mm·s-1 (b)
3 結 論
(1)當電子束焊接304不銹鋼的焊接速度為10,20 mm·s-1時,焊縫表面凹陷,當焊接速度為40 mm·s-1時,接頭出現未焊透缺陷,當焊接速度為30 mm·s-1時,接頭焊縫的成形質量較好。焊縫的顯微組織主要由兩側的柱狀晶及中心的等軸晶組成,隨著焊接速度的增大,焊縫晶粒尺寸減小,焊縫中鐵素體含量增加。
(2)焊接接頭焊縫區的硬度高于母材區,且從熔合線到焊縫中心,硬度先降低再升高;隨著焊接速度的增加,焊縫的硬度略微升高。隨著焊接速度的增加,焊接接頭的抗拉強度先增大后減小,且焊接接頭拉伸時均在母材區斷裂,當焊接速度為30 mm·s-1時,接頭的抗拉強度最大,為640 MPa,斷裂方式為韌性斷裂。試驗條件下電子束焊接304不銹鋼的最佳焊接速度為30 mm·s-1。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16