羥丙基甲基纖維素對(duì)3D打印砂漿性能的影響
2021-12-30 08:14:48朱艷梅蔣正武
建筑材料學(xué)報(bào) 2021年6期
朱艷梅, 張 翼, 蔣正武
(1.同濟(jì)大學(xué)先進(jìn)土木工程材料教育部重點(diǎn)實(shí)驗(yàn)室,上海 201804;2.同濟(jì)大學(xué)材料科學(xué)與工程學(xué)院,上海 201804;3.上海市建筑科學(xué)研究院有限公司,上海 200032)
近年來(lái),3D打印(又稱“增材制造”)技術(shù)得到飛速發(fā)展,已被廣泛用于生物工程、航空航天、藝術(shù)創(chuàng)作等多個(gè)領(lǐng)域.3D打印技術(shù)的無(wú)模工藝極大地提升了材料和結(jié)構(gòu)設(shè)計(jì)的靈活性,其自動(dòng)化施工方式不僅大大節(jié)約了人力,更適用于各種嚴(yán)苛環(huán)境下的建造工程,將3D打印技術(shù)與建筑領(lǐng)域相結(jié)合具有創(chuàng)新性與前景性[1-3].目前水泥基材料3D打印的代表性工藝有擠出堆積式工藝(包括輪廓工藝(contour crafting[4])與混凝土打印工藝(concrete printing[5]))和粉末黏結(jié)式工藝(D-shape工藝[6]).其中,擠出堆積式工藝因具備與傳統(tǒng)混凝土成型工藝差別小、大尺寸構(gòu)件成型可行性高及施工成本低等優(yōu)勢(shì),已成為當(dāng)下水泥基材料3D打印工藝的研究熱點(diǎn).
對(duì)于用作3D打印“油墨材料”的水泥基材料,其性能需求與一般水泥基材料存在差異[7]:一方面對(duì)新拌水泥基材料的和易性具有一定要求,施工過(guò)程中需滿足擠出流暢、不堵管等條件;另一方面擠出后的水泥基材料需具有可堆疊性,即在自重與上層壓力作用下不倒塌或發(fā)生明顯變形.此外,3D打印的層疊工藝使得層與層之間的擠出存在時(shí)間間隔,為保證層間界面區(qū)良好的力學(xué)性能,3D打印建筑材料還應(yīng)具有良好的黏結(jié)性.綜上,設(shè)計(jì)出同時(shí)滿足可擠出性、可堆疊性、高黏結(jié)性的水泥基材料是實(shí)現(xiàn)3D打印技術(shù)在建筑領(lǐng)域中應(yīng)用的先決條件之一.調(diào)節(jié)膠凝材料的水化進(jìn)程及流變性能是提高上述打印性能的2種重要方式[8-10].膠凝材料水化進(jìn)程的調(diào)節(jié)較難實(shí)施,容易造成堵管等問(wèn)題;而對(duì)流變性能的調(diào)控,需維持打印過(guò)程中流動(dòng)性與擠出成型后的結(jié)構(gòu)化速率之間的平衡關(guān)系[9,11-12].目前研究中常采用黏度調(diào)節(jié)劑[13]、礦物摻和料[14]、納米黏土[15]等來(lái)調(diào)節(jié)水泥基材料的流變性能,以實(shí)現(xiàn)較好的打印性能.
羥丙基甲基纖維素(HPMC)是一種常見(jiàn)的高分子增稠劑,分子鏈上的羥基和醚鍵可通過(guò)氫鍵與自由水結(jié)合[13],將其引入混凝土中可有效提升其黏聚性及保水性.目前HPMC對(duì)水泥基材料性能影響的研究多集中在其對(duì)流動(dòng)性、保水性、流變性的影響[16-18],鮮有研究其對(duì)3D打印水泥基材料性能(如可擠出性、可堆疊性)的影響.另外,由于3D打印缺乏統(tǒng)一標(biāo)準(zhǔn),對(duì)于水泥基材料可打印性能的評(píng)價(jià)方法尚未確立,大多數(shù)研究者往往通過(guò)目測(cè)來(lái)主觀評(píng)價(jià)材料的可擠出性[7,19-20],采用不致較低層產(chǎn)生顯著變形的可打印層數(shù)[7]或最大打印高度[21]來(lái)評(píng)價(jià)材料的可堆積性.上述評(píng)估方法主觀性高、普適性差、過(guò)程繁瑣,因此,建立更為簡(jiǎn)便、易于推廣的3D打印水泥基材料可打印性能的評(píng)價(jià)方法,極具工程應(yīng)用潛力和價(jià)值.
本文將不同摻量的HPMC引入水泥基材料以改善砂漿的可打印性能,通過(guò)研究可打印性能、流變性能及力學(xué)性能來(lái)綜合評(píng)價(jià)HPMC摻量對(duì)3D打印砂漿性能的影響.基于流動(dòng)性等性能評(píng)價(jià)結(jié)果,選擇摻有較優(yōu)HPMC摻量的砂漿進(jìn)行打印驗(yàn)證,測(cè)試其打印實(shí)體相關(guān)參數(shù);基于樣品微觀形貌研究,探究打印材料性能演變的內(nèi)在機(jī)理.與此同時(shí),建立3D打印水泥基材料可打印性能的綜合評(píng)價(jià)方法,以期推動(dòng)3D打印技術(shù)在建筑領(lǐng)域中的應(yīng)用.
1 試驗(yàn)
1.1 原材料
水泥采用南京小野田水泥廠生產(chǎn)的P·Ⅱ52.5水泥(PC),其化學(xué)組成1)文中涉及的組成、含量、摻量等均為質(zhì)量分?jǐn)?shù).見(jiàn)表1;羥丙基甲基纖維素,白色粉末,含水量為2.1%,pH值為6.5(1%水溶液,25℃),黏度為95 Pa·s(2%水溶液,20℃),摻量(以水泥質(zhì)量計(jì))分別為0%、0.05%、0.10%、0.20%、0.30%;細(xì)骨料為粒徑0.212~0.425 mm(40~70目)的石英砂.3D打印砂漿的配合比見(jiàn)表2.

表1 水泥的化學(xué)組成Table 1 Chemical compositon of cement w/%
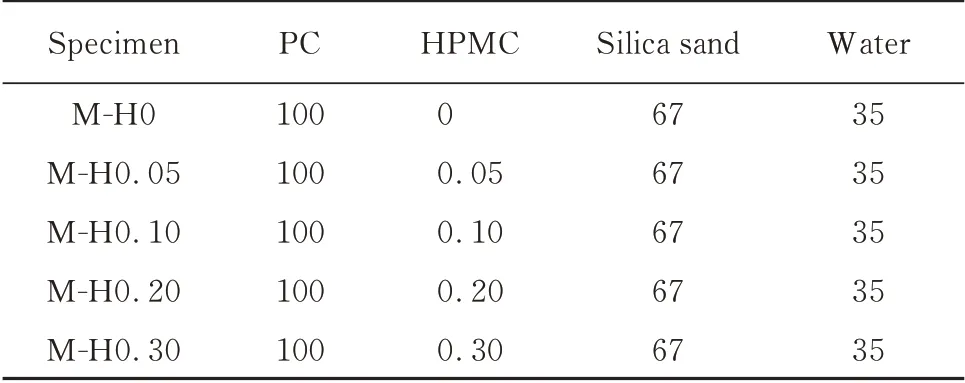
表2 3D打印砂漿的配合比Table 2 Mix proportion of 3D printing mortar w/%
1.2 試驗(yàn)方法
1.2.1 材料制備
使用型號(hào)為JJ-5的砂漿攪拌機(jī),首先將HPMC、水泥和砂攪拌均勻,然后加水?dāng)嚢? min(低速攪拌2 min,高速攪拌1 min),攪拌完成之后立即開(kāi)展性能測(cè)試.
1.2.2 可打印性能評(píng)價(jià)
砂漿的可打印性能主要以可擠出性和可堆疊性來(lái)表征.
良好的可擠出性是實(shí)現(xiàn)3D打印的基礎(chǔ),要求砂漿在擠出過(guò)程中流暢、不堵管.可擠出性與材料的流動(dòng)度密切相關(guān)[22],流動(dòng)度過(guò)小材料則不能滿足擠出和泵送要求.參照GB/T 2419—2005《水泥膠砂流動(dòng)度測(cè)定方法》,采用跳桌試驗(yàn)分別對(duì)靜置0、20、40、60 min的砂漿進(jìn)行流動(dòng)度測(cè)試.
良好的可堆疊性是實(shí)現(xiàn)3D打印的關(guān)鍵.要求打印層在自重與上層壓力下不倒塌或發(fā)生明顯變形[23].可采用自重下的形狀保留率、貫入阻力來(lái)綜合表征3D打印砂漿的可堆疊性.
自重下的形狀保留率反映了材料在自重作用下的變形程度,可借此評(píng)價(jià)3D打印材料的可堆疊性.形狀保留率越高,砂漿在自重下的變形越小,越利于打印.參照文獻(xiàn)[24],將砂漿裝入直徑和高度均為100 mm的圓柱模具中,插搗并振動(dòng)10次,刮平上表面,然后將模具提起,測(cè)試砂漿保留高度,其與初始高度的百分比即為形狀保留率.采用上述方法分別對(duì)靜置0、20、40、60 min后的砂漿進(jìn)行形狀保留率測(cè)試.
3D打印砂漿的可堆疊性與材料自身的凝結(jié)硬化過(guò)程直接相關(guān),故采用貫入阻力法以獲得水泥基材料在凝結(jié)過(guò)程中的剛度發(fā)展或結(jié)構(gòu)構(gòu)建行為,從而間接表征可堆疊性能[25].參考JGJ 70—2009《建筑砂漿基本性能試驗(yàn)方法》測(cè)試砂漿的貫入阻力.
此外,使用龍門框架式打印機(jī)擠出打印邊長(zhǎng)為200 mm的立方體單層輪廓,并對(duì)打印層數(shù)、頂邊寬度、底邊寬度等基本打印參數(shù)進(jìn)行測(cè)試.打印機(jī)擠出頭直徑為20 mm,打印層厚為8 mm,打印機(jī)移動(dòng)速率為1 500 mm/min.
1.2.3 流變性能測(cè)試
流變參數(shù)是表征漿體變形及和易性的重要評(píng)價(jià)參數(shù),可用以預(yù)測(cè)3D打印水泥漿的流動(dòng)行為[26-27].表觀黏度反映了漿體中顆粒之間的內(nèi)部摩擦,可以評(píng)價(jià)漿體抵抗變形流動(dòng)的能力,從而反映HPMC對(duì)3D打印砂漿可擠出性的影響.參照表2中的配合比制備水 泥凈 漿P-H 0、P-H 0.10、P-H 0.20、P-H 0.30,使 用Brookfield DVNEXT型黏度計(jì)搭配適配器測(cè)試其流變性能,試驗(yàn)環(huán)境溫度為(20±2)℃.凈漿先在60.0 s-1下預(yù)剪切10 s,使?jié){體分布均勻,再暫停10 s,然后剪切速率由0.1 s-1增至60.0 s-1又降至0.1 s-1,詳細(xì)測(cè)試程序如圖1所示.
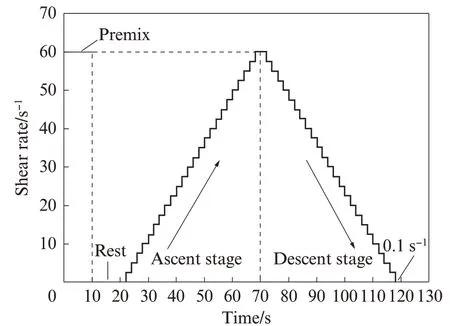
圖1 流變性能測(cè)試程序Fig.1 Rheological property test program
采用式(1)所示Bingham模型對(duì)剪切應(yīng)力-剪切速率曲線穩(wěn)定階段(剪切速率為10.0~50.0 s-1)進(jìn)行線性擬合[13].

式中:τ為剪切應(yīng)力;τ0為屈服應(yīng)力;μ為塑性黏度;γ為剪切速率.
當(dāng)水泥基材料處于靜止?fàn)顟B(tài)時(shí),塑性黏度μ表示膠體體系破壞的困難程度,屈服應(yīng)力τ0則指漿體流動(dòng)所需的最小應(yīng)力,材料只有受到高于τ0的剪切應(yīng)力時(shí)才發(fā)生流動(dòng),故可借此反映HPMC對(duì)3D打印砂漿可堆疊性的影響.
1.2.4 力學(xué)性能測(cè)試
參照GB/T 17671—1999《水泥膠砂強(qiáng)度檢驗(yàn)方法》,根據(jù)表2配合比制備不同HPMC摻量下的膠砂試件,并對(duì)其28 d抗壓、抗折強(qiáng)度進(jìn)行測(cè)試.
關(guān)于3D打印砂漿層間結(jié)合強(qiáng)度的測(cè)試方法目前還沒(méi)有相關(guān)標(biāo)準(zhǔn),本研究采用劈裂法進(jìn)行測(cè)試.將3D打印砂漿試件標(biāo)準(zhǔn)養(yǎng)護(hù)28 d,然后切割為3部分,分別以A、B、C表示,如圖2(a)所示.采用CMT-4204型萬(wàn)能試驗(yàn)機(jī)(量程20 k N,精度1級(jí),加載速率為0.08 mm/min),對(duì)3部分的層間結(jié)合處加載至劈裂破壞時(shí)停止,如圖2(b)所示.
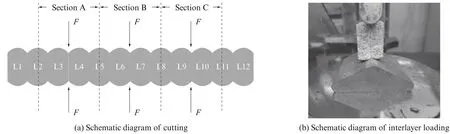
圖2 層間結(jié)合強(qiáng)度測(cè)試示意圖Fig.2 Schematic diagram of interlaminar bonding strength test
試件的層間結(jié)合強(qiáng)度Pb根據(jù)下式計(jì)算:

式中:F為試件破壞荷載;A為試件劈裂面面積.
1.2.5 微觀形貌
采用美國(guó)FEI公司Quanta 200型掃描電子顯微鏡(SEM)對(duì)3 d時(shí)試件的微觀形貌進(jìn)行觀測(cè).
2 結(jié)果與討論
2.1 HPMC對(duì)3D打印砂漿可打印性能的影響
2.1.1 HPMC對(duì)3D打印砂漿可擠出性的影響
將未摻HPMC的空白組M-H0以及HPMC摻量為0.05%、0.10%、0.20%、0.30%的試驗(yàn)組經(jīng)不同時(shí)間靜置后,分別進(jìn)行流動(dòng)度測(cè)試,結(jié)果見(jiàn)圖3.由圖3可以看出:HPMC的摻入會(huì)明顯降低砂漿的流動(dòng)度;當(dāng)HPMC的摻量由0%逐漸增至0.30%時(shí),砂漿初始流動(dòng) 度由243 mm分別降 為206、191、167、160 mm.HPMC屬于高分子聚合物,分子間可相互纏結(jié)形成網(wǎng)狀結(jié)構(gòu),通過(guò)包裹Ca(OH)2等組分增加水泥漿體的內(nèi)聚力[28-29],宏觀上表現(xiàn)為砂漿黏聚性的提升.隨著靜置時(shí)間的延長(zhǎng),砂漿水化程度增加,流動(dòng)度出現(xiàn)經(jīng)時(shí)損失.圖3中,未摻HPMC的空白組M-H 0流動(dòng)度下降得較快,經(jīng)60 min靜置后其流動(dòng)度為200 mm,較初始流動(dòng)度下降了17.7%,而摻有0.05%、0.10%、0.20%、0.30%HPMC的試驗(yàn)組隨著時(shí)間的延長(zhǎng)流動(dòng)度下降的幅度減小,60 min靜置后砂漿流動(dòng)度分別為180、177、164、155 mm,分 別為 初 始 流 動(dòng) 度 的87.3%、92.7%、98.2%、96.8%.HPMC的摻入可顯著提升砂漿流動(dòng)性的保持能力,這一方面是由于HPMC與水分子的結(jié)合作用[18];另一方面HPMC可形成類似薄膜的網(wǎng)狀結(jié)構(gòu)并對(duì)水泥進(jìn)行包裹,有效減少了砂漿中水分的揮發(fā)[29],具有一定的保水性能.值得注意的是,當(dāng)HPMC摻量為0.20%時(shí),砂漿流動(dòng)性的保持能力達(dá)到最高水平.
摻入不同摻量HPMC的3D打印砂漿流動(dòng)度為160~206 mm.由于打印機(jī)參數(shù)不同,不同研究者得到的流動(dòng)度推薦范圍不同,如150~190 mm[25]、160~170 mm[30].從圖3可以直觀看出摻入HPMC后的3D打印砂漿流動(dòng)度大都在推薦范圍內(nèi),尤其是HPMC摻量為0.20%時(shí)砂漿60 min內(nèi)流動(dòng)度均在推薦范圍,滿足適宜的流動(dòng)性與可堆疊性,且流動(dòng)性保持性能好.因此,加入適宜摻量HPMC的砂漿雖然流動(dòng)性有所下降從而導(dǎo)致可擠出性降低,但是仍具有良好的可擠出性,在推薦范圍內(nèi).
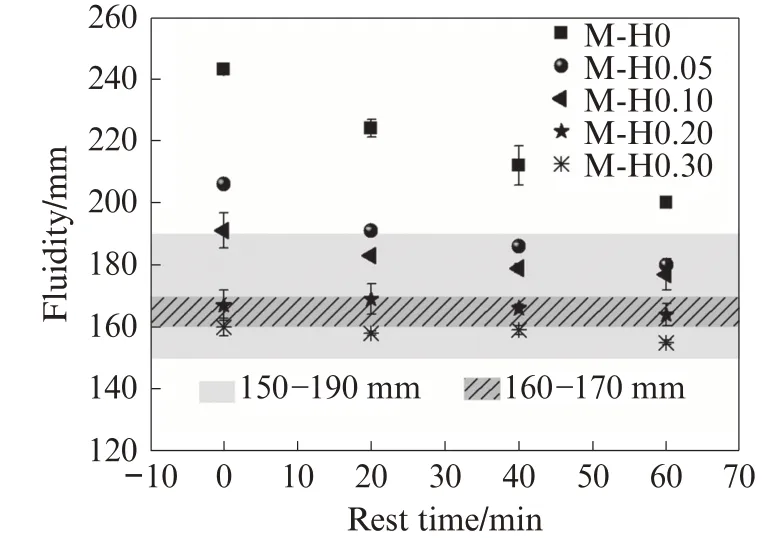
圖3 不同HPMC摻量下3D打印砂漿流動(dòng)度隨靜置時(shí)間的變化Fig.3 Fluidity of 3D printing mortars with different HPMC contents varied with rest time
2.1.2 HPMC對(duì)3D打印砂漿可堆疊性的影響
在不使用模板的情況下,自重下形狀保留率的大小取決于材料的屈服應(yīng)力,這與漿體和集料間的內(nèi)部黏聚力相關(guān).圖4給出了不同HPMC摻量下3D打印砂漿形狀保留率隨靜置時(shí)間的變化.由圖4可見(jiàn),摻入HPMC后,砂漿形狀保留率得到提高,尤其在初始以及靜置20 min時(shí)提升效果明顯.這說(shuō)明摻入適量的HPMC有助于提高膠凝材料在一定時(shí)間內(nèi)(≤20 min)的形狀穩(wěn)定性,從而改善可堆疊性能.但隨著靜置時(shí)間的延長(zhǎng),HPMC對(duì)砂漿形狀保留率的提升作用逐漸減弱,這主要是由于水泥水化程度提高,砂漿形狀保留率明顯增加.經(jīng)60 min靜置后,僅0.20%及0.30%摻量的HPMC可提高砂漿形狀保留率.
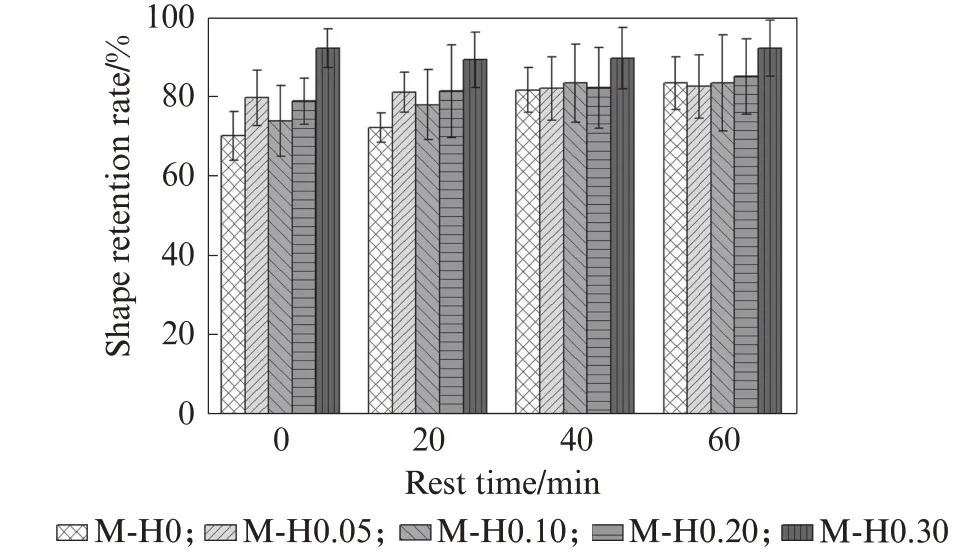
圖4 不同HPMC摻量下3D打印砂漿形狀保留率隨靜置時(shí)間的變化Fig.4 Shape retention rate of 3D printing mortars with different HPMC contents varied with rest time
不同HPMC摻量下3D打印砂漿的貫入阻力測(cè)試結(jié)果如圖5所示.由圖5可見(jiàn):貫入阻力隨靜置時(shí)間延長(zhǎng)整體呈上升趨勢(shì),這主要是因?yàn)樗嗨^(guò)程中流動(dòng)漿體逐漸演變?yōu)閯傂怨腆w;在前80 min內(nèi),HPMC的摻入增加了貫入阻力,且隨著HPMC摻量的增加貫入阻力增幅變大.貫入阻力越大,材料對(duì)施加載荷所致變形的抵抗能力越大[25],這表明HPMC可以提升3D打印砂漿早期的可堆疊性能.由于HPMC聚合鏈上的羥基和醚鍵易通過(guò)氫鍵與水結(jié)合,導(dǎo)致自由水逐漸減少,顆粒之間的連接作用增強(qiáng),摩擦力增大[13,31],因此早期貫入阻力變大.靜置80 min后,由于水泥的水化作用,未摻HPMC的空白組貫入阻力迅速增長(zhǎng),而摻有HPMC的試驗(yàn)組貫入阻力增長(zhǎng)速率沒(méi)有明顯變化,直到靜置160 min左右才較快增長(zhǎng).據(jù)Chen等[13]的研究,這主要是因?yàn)镠PMC在水泥顆粒周圍形成保護(hù)膜,延長(zhǎng)了凝結(jié)時(shí)間;Pourchez等[17]則猜想,這主要是由于纖維素醚降解產(chǎn)物(如羧酸鹽)或甲氧基可通過(guò)延緩Ca(OH)2的生成來(lái)延緩水泥水化.值得注意的是,為防止貫入阻力發(fā)展受到試件表面水分蒸發(fā)的影響[32],本試驗(yàn)均在相同的溫濕度條件下進(jìn)行.綜合來(lái)看,HPMC可有效提高3D打印砂漿初始階段的可堆疊性,并延緩凝結(jié),延長(zhǎng)了3D打印砂漿的可打印時(shí)間.
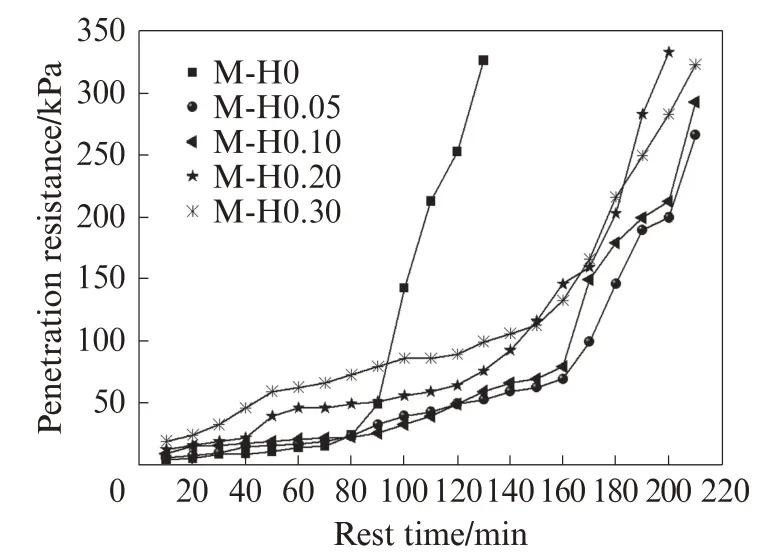
圖5 不同HPMC摻量下3D打印砂漿的貫入阻力Fig.5 Penetration resistance of 3D printing mortars with different HPMC contents
3D打印砂漿實(shí)體(長(zhǎng)200 mm×寬20 mm×層厚8 mm)如圖6所示.由圖6可見(jiàn):未摻HPMC的空白組打印實(shí)體變形嚴(yán)重,在打印第7層時(shí)倒塌且存在泌水問(wèn)題,見(jiàn)圖6(a);而結(jié)合上述性能分析選取的M-H 0.20組砂漿可堆疊性較好,見(jiàn)圖6(b),其打印13層后的頂邊寬度為16.58 mm,底邊寬度為19.65 mm,頂?shù)妆龋斶厡挾扰c底邊寬度的比值)為0.84,尺寸偏差較小.因此,經(jīng)打印驗(yàn)證,摻入HPMC可顯著改善砂漿的可打印性能.砂漿流動(dòng)度在160~170 mm時(shí)具有良好的可擠出性與可堆疊性;形狀保留率低于70%時(shí)變形嚴(yán)重,無(wú)法滿足打印要求.

圖6 3D打印砂漿實(shí)體Fig.6 Printed structure of 3D printing motar
2.2 HPM C對(duì)3D打印砂漿流變性能的影響
圖7給出了不同HPMC摻量下凈漿的表觀黏度.由圖7可見(jiàn):隨著剪切速率的增大,凈漿的表觀黏度呈減小趨勢(shì),且這種剪切變稀的現(xiàn)象在高HPMC摻量下更為明顯.HPMC分子鏈無(wú)序,在低剪切速率下表現(xiàn)出較高的黏度;但在高剪切速率下,HPMC分子沿剪切方向有序平行運(yùn)動(dòng),使分子更容易滑動(dòng),因此表觀黏度較低[13].在剪切速率大于5.0 s-1后空白組P-H 0表觀黏度基本穩(wěn)定在5 Pa·s以內(nèi);而摻入HPMC后漿體表觀黏度整體增大,且與HPMC摻量正相關(guān).HPMC的摻入增加了水泥顆粒之間的內(nèi)摩擦力,使凈漿表觀黏度增加,宏觀性能表現(xiàn)為3D打印砂漿的可擠出性降低.
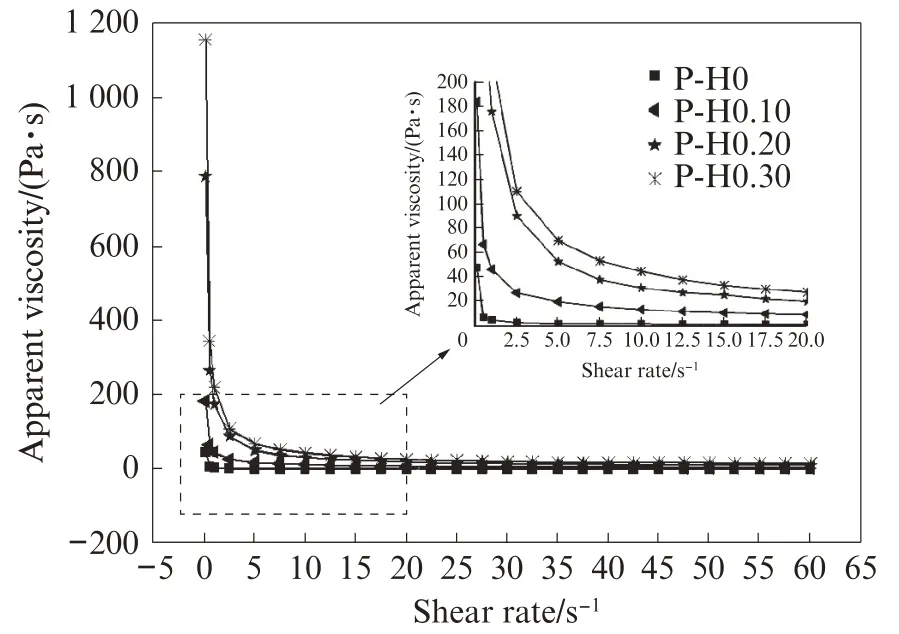
圖7 不同HPMC摻量下凈漿的表觀黏度Fig.7 Apparent viscosity of pastes with different HPMC contents
記錄流變測(cè)試中凈漿剪切應(yīng)力與剪切速率的關(guān)系,并采用Bingham模型進(jìn)行擬合,結(jié)果見(jiàn)圖8和表3.當(dāng)HPMC摻量為0.30%時(shí),測(cè)試過(guò)程中剪切速率大于32.5 s-1時(shí)漿體黏度超過(guò)儀器量程,未能采集到相應(yīng)的數(shù)據(jù)點(diǎn).一般采用穩(wěn)定階段(10.0~50.0 s-1)上升與下降曲線圍成的面積來(lái)表征漿體的觸變性[21,33].觸變性指漿體在外力剪切作用下具有較大流動(dòng)性,而在剪切作用取消后,又可恢復(fù)到原來(lái)狀態(tài)的性能.適宜的觸變性對(duì)砂漿的可打印性能至關(guān)重要.由圖8可見(jiàn):未摻HPMC的空白組觸變面積僅為116.55 Pa/s;摻入0.10%的HPMC后,凈漿觸變面積大幅增加,為1 800.38 Pa/s;隨著HPMC摻量的增大,凈漿觸變面積有所降低,但仍高于空白組10倍.從觸變性的角度來(lái)看,HPMC的摻入大幅提高了砂漿的可打印性能.
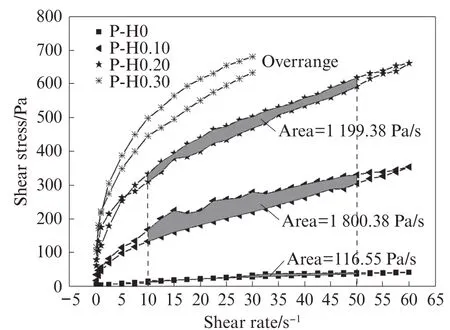
圖8 凈漿剪切應(yīng)力與剪切速率的關(guān)系Fig.8 Relationship between shear stress and shear rate of pastes

表3 Bingham模型擬合結(jié)果Table 3 Bingham model fitting results
為了使砂漿在擠出后能保持其形狀并能承受后續(xù)擠出層的負(fù)荷,需要砂漿具有較高的屈服應(yīng)力.由表3可見(jiàn):摻入HPMC后凈漿屈服應(yīng)力τ0顯著提升,并與HPMC摻量呈正相關(guān);HPMC摻量為0.10%、0.20%、0.30%時(shí),凈漿屈服應(yīng)力分別增至空白組的8.6、23.7、31.8倍;塑性黏度μ亦隨HPMC摻量增加而增大.3D打印要求砂漿的塑性黏度不能過(guò)小,否則擠出后變形較大;同時(shí)也應(yīng)保持適宜的塑性黏度,以保證材料擠出的連貫性.綜上,從流變學(xué)的角度來(lái)看,HPMC的摻入對(duì)3D打印砂漿可堆疊性的改善有積極作用.摻入HPMC后,凈漿仍符合Bingham流變模型,擬合優(yōu)度R2均不低于0.99.
2.3 HPMC對(duì)3D打印砂漿力學(xué)性能的影響
圖9給出了3D打印砂漿28 d抗壓強(qiáng)度和抗折強(qiáng)度.由圖9可見(jiàn):隨著HPMC摻量的增加,3D打印砂漿28 d抗壓、抗折強(qiáng)度均降低;當(dāng)HPMC摻量達(dá)到0.30%時(shí),砂漿28 d抗壓、抗折強(qiáng)度分別為30.3、7.3 MPa.研究表明HPMC具有一定引氣作用[34],其摻量過(guò)高將導(dǎo)致砂漿內(nèi)部孔隙率顯著增加;另外,HPMC提高了新拌砂漿的黏聚性,使砂漿內(nèi)部氣泡擴(kuò)散阻力增大、難以全部排出.因此,孔隙率的增加可能是HPMC引起3D打印砂漿強(qiáng)度降低的原因.

圖9 3D打印砂漿28 d抗壓強(qiáng)度和抗折強(qiáng)度Fig.9 28 d compressive strength and flexural strength of 3D printing mortars
3D打印特有的層疊式成型工藝導(dǎo)致相鄰層間存在結(jié)構(gòu)及力學(xué)性能上的薄弱區(qū),層間結(jié)合強(qiáng)度對(duì)打印構(gòu)件的整體強(qiáng)度有極大影響.對(duì)摻有0.20%HPMC的3D打印砂漿試件M-H 0.20進(jìn)行切割,采用層間劈裂法測(cè)試其層間結(jié)合強(qiáng)度,結(jié)果見(jiàn)圖10.由圖10可見(jiàn),3部分的層間結(jié)合強(qiáng)度均高于1.3 MPa;且層數(shù)較低時(shí),層間結(jié)合強(qiáng)度略高.究其原因,一方面可能是上層的重力使得低層間結(jié)合得更密實(shí);另一方面可能在打印低層時(shí)砂漿表面水分更多,而在打印高層時(shí)由于蒸發(fā)及水化作用使砂漿表面水分減少,因此底層層間結(jié)合更強(qiáng)[35].
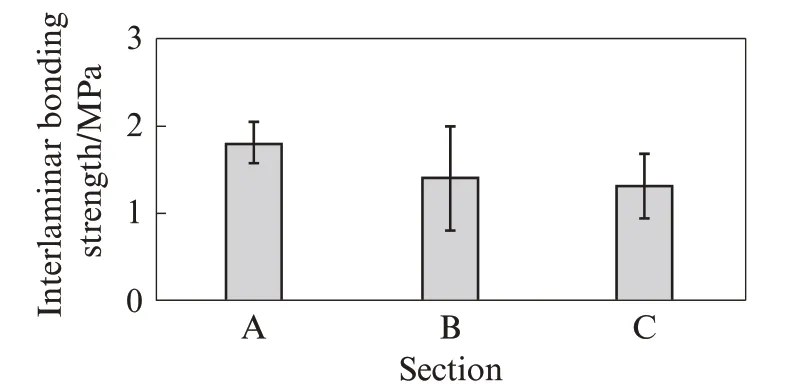
圖10 3D打印砂漿試件M-H 0.20的層間結(jié)合強(qiáng)度Fig.10 Interlaminar bonding strength of 3D printing mortar M-H 0.20
2.4 HPMC對(duì)3D打印砂漿微觀形貌的影響
圖11為M-H 0及M-H 0.20試件3 d齡期時(shí)的SEM圖.由圖11可見(jiàn),摻入0.20%HPMC后M-H 0.20試件表面孔隙明顯增多,且孔徑比空白組要大.這一方面是由于HPMC具有引氣作用[34],引入了均勻細(xì)小孔;另一方面可能是HPMC摻入后增大了漿體黏度,進(jìn)而增大了漿體內(nèi)部空氣的排出阻力.摻入HPMC后,孔隙率增加可能是砂漿力學(xué)性能降低的主要原因.綜上所述,為保證3D打印砂漿的強(qiáng)度,HPMC的摻量不宜過(guò)大(≤0.20%).
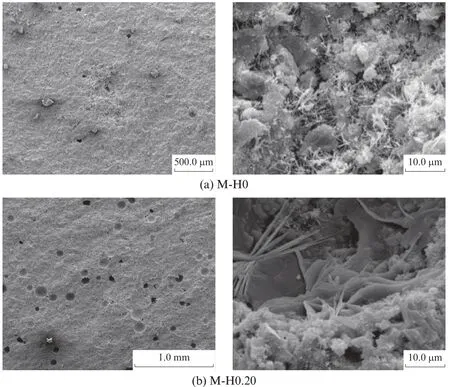
圖11 M-H0和M-H0.20試件3 d齡期時(shí)的SEM圖Fig.11 SEM micrographs of M-H0 and M-H0.20 specimens at 3 d
3 結(jié)論
(1)羥丙基甲基纖維素HPMC提高了砂漿的可打印性能.隨著HPMC摻量的增加,砂漿可擠出性降低但仍具有良好的可擠出性,可堆疊性提高,可打印時(shí)間延長(zhǎng).經(jīng)打印驗(yàn)證,加入HPMC后砂漿底層變形減小,HPMC摻量為0.20%時(shí)頂?shù)妆葹?.84.
(2)HPMC改善了3D打印砂漿的流變性能.隨著HPMC摻量的增加,漿體的表觀黏度、屈服應(yīng)力及塑性黏度增大;觸變性先增大后減小,可打印性能得到改善.從流變學(xué)的角度,加入HPMC亦可提高砂漿的可打印性.摻入HPMC后,漿體仍符合Bingham流變模型,擬合優(yōu)度R2≥0.99.
(3)摻入HPMC后,材料微觀形貌孔隙增多,建議HPMC摻量不超過(guò)0.20%,否則對(duì)砂漿力學(xué)性能有較大影響.3D打印砂漿實(shí)體不同層間結(jié)合強(qiáng)度略有差異,且層數(shù)較低時(shí)砂漿層間結(jié)合強(qiáng)度更高.
