機匣零件氣道面及支板面的機器人磨拋加工
2022-01-15 03:22:52曾慶雙郭皓邦李鼎威
金剛石與磨料磨具工程 2021年6期
曾慶雙, 郭皓邦, 李鼎威
(1. 中國航發(fā)南方工業(yè)有限公司, 湖南 株洲 412002) (2. 華中科技大學(xué) 機械科學(xué)與工程學(xué)院, 武漢 430074)
在新一代的航空發(fā)動機中,機匣是航空發(fā)動機的重要零件之一[1],作為整個發(fā)動機的基座,是安裝支撐轉(zhuǎn)子和固定轉(zhuǎn)子的重要部件。作為航空發(fā)動機上的主要承力部件,機匣的強度和加工精度要求較高,其制造技術(shù)屬于國際性難題[2]。在環(huán)形機匣中,氣道面和支板面因其徑向空間小、腔底深,對其進行高精度加工很困難,而尺寸精度與表面粗糙度直接決定氣道面與支板面的氣動性能等,同時也影響內(nèi)部轉(zhuǎn)子及配件的安裝精度,進而影響發(fā)動機的性能[3]。
目前,鑄造型機匣的氣道面及支板面的去余量與光整加工多采用人工方式,人工作業(yè)的勞動強度大、粉塵和噪聲污染大,對工人身心造成嚴重的危害[4-6]。人工加工使用以拋代銑的方式,材料去除率低(每道0.2 mm),而機匣材料去除余量大(3.0~7.0 mm),每臺機匣光整加工需要8~12 h,極大地制約了航空發(fā)動機的生產(chǎn)效率。相對于手工拋磨,五軸數(shù)控機床可以顯著提高機匣等的加工效率和質(zhì)量,但也存在明顯缺點[7-9]:成本高;不具備指定磨削余量的變力自適應(yīng)加工能力,無法構(gòu)成補償加工閉環(huán)回路等。因此,需要研究航空發(fā)動機機匣的氣道面及支板面的機器人自動化光整加工技術(shù),提升我國發(fā)動機機匣的氣道面及支板面加工的總體水平。
TSAI等[10]針對精密磨具的機器人磨拋提出恒定材料去除控制方法;李鼎威等[11]提出一種曲面零件磨拋的材料去除模型及參數(shù)標定方法;XU等[12]針對渦輪葉片磨拋提出一種混合力控策略;CHEN等[7]針對整體葉盤的自適應(yīng)磨拋提出一種二自由度力控方法;XIAO等[13-14]針對易變形的弱剛度工件提出了一種自適應(yīng)砂帶精密磨削方法,該方法顯著改善了整體葉盤進排氣邊的輪廓精度。ZHANG等[15-16]針對復(fù)雜曲面工件的自動化磨拋加工提出一種五軸數(shù)控機床砂帶磨拋法,該方法可提高工件表面粗糙度和輪廓精度。
目前,關(guān)于曲面磨拋加工的研究主要集中于葉片等可達性較好的工件,很少涉及徑向空間小、腔底深的曲面零件。因此,研究機器人化機匣磨拋技術(shù),以保證加工質(zhì)量與提高效率為研究目標,針對航空發(fā)動機機匣的氣道面及支板面,開展高帶寬長懸伸自適應(yīng)磨具設(shè)計、力控算法設(shè)計、力控磨具受力分析、磨拋刀路規(guī)劃, 并在機匣上開展力控和無力控的磨拋對比試驗。
1 機器人機匣磨拋系統(tǒng)搭建
圖1為搭建的航空發(fā)動機機匣機器人磨拋系統(tǒng),其中的Comau機器人通過其底座固定安裝。快換裝置安裝于Comau機器人第六軸末端,設(shè)計的長懸伸自適應(yīng)磨具安裝于快換裝置的工具側(cè),通過快換裝置可快速安裝和拆卸力控磨具。
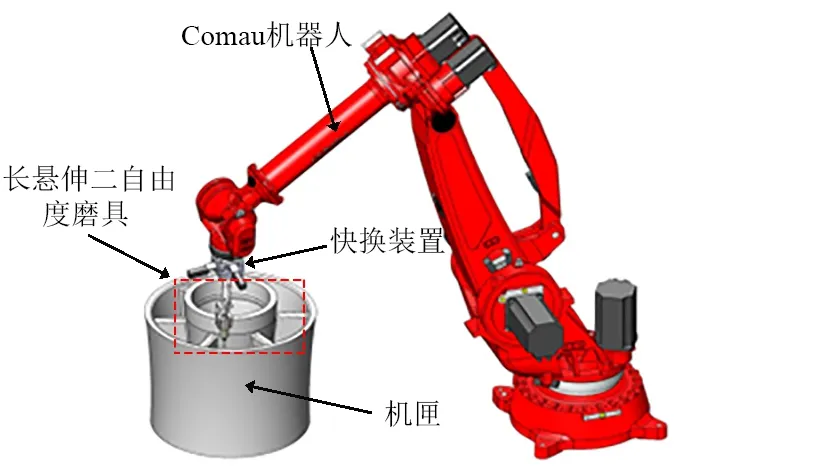
圖1 機器人機匣磨拋系統(tǒng)搭建Fig. 1 Construction of robotic casing grinding system
圖2為機器人機匣磨拋系統(tǒng)流程圖。首先,三軸力傳感器測得磨拋過程中的接觸力信號,并以電壓的形式發(fā)送到倍福數(shù)據(jù)采集模塊;信號經(jīng)過A/D轉(zhuǎn)化發(fā)送給倍福控制器,利用采集的信號以及人為指定的期望接觸力,該控制器計算出控制信號并以電壓的形式輸出,并經(jīng)過D/A轉(zhuǎn)換發(fā)送給伺服電機;伺服電機控制XY移動平臺運動,使得圓柱形磨頭與工件達到期望接觸力。同時,電主軸根據(jù)倍福控制器發(fā)出的轉(zhuǎn)速指令進行旋轉(zhuǎn),對工件進行打磨。其中,主動磨拋裝置安裝在Comau機器人末端,Comau機器人控制其在大范圍內(nèi)的移動路徑。

圖2 磨拋系統(tǒng)流程圖Fig. 2 Block diagram of the grinding system
2 研究內(nèi)容
2.1 高帶寬長懸伸自適應(yīng)磨具的設(shè)計
航空發(fā)動機機匣氣道面及支板面的打磨及去毛刺加工要求打磨系統(tǒng)具有高帶寬響應(yīng)與精準力控。然而,機器人本體的力控?zé)o法快速響應(yīng)。因此,考慮設(shè)計由伺服電機、直線模組、力傳感器構(gòu)成的高帶寬精準力控磨具。圖3為伺服電機加滾珠絲杠形式的二自由度主動磨拋裝置。帶抱閘的伺服電機通過抱閘實現(xiàn)電機制動,并采用光電編碼器作為位置傳感器實現(xiàn)精密位置反饋,保證運動控制精度。抱閘保證伺服電機在不同姿態(tài)下停機時不會因為重力作用滑動,同時可用于抱閘制動。滾珠絲杠可將電機的轉(zhuǎn)動轉(zhuǎn)換為移動平臺的精密直線運動。其中,X軸伺服電機和Y軸伺服電機分別控制移動平臺沿X軸和Y軸方向的直線運動。力傳感器安裝于XY移動平臺上,用于測量力信號,電主軸通過主軸抱夾安裝于三軸力傳感器上。另外,由于該機匣徑向空間小、腔底深,常規(guī)的磨具對于機匣腔內(nèi)空間不可達,且易發(fā)生碰撞。為解決該問題,通過增加延長桿將磨具做成了長懸伸可達腔底的形式,且通過增加或減少延長桿的個數(shù)來適應(yīng)不同深度的機匣腔體。
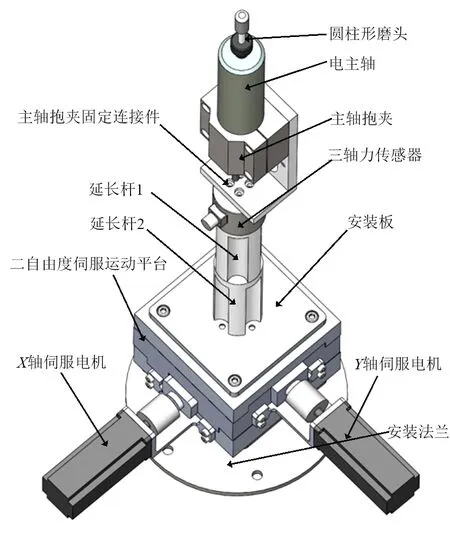
圖3 長懸伸二自由度磨具Fig. 3 Two degree of freedom grinding tool with long overhanging
2.2 力控磨具受力分析
圖4為磨拋過程中工具系統(tǒng)受力圖。該工具系統(tǒng)由圓柱形磨頭、電主軸、主軸抱夾和主軸抱夾固定連接件組成。圓柱形磨頭直接與工件表面接觸,工件表面受到切向磨拋力Ft和法向磨拋力Fc作用。同時工具系統(tǒng)受到自身重力G作用。力傳感器受到的力為FX、FY、FZ。這里將切向磨拋力Ft和法向磨拋力Fc所在平面與FX和FY所在平面考慮為平行平面。因此,F(xiàn)Z不會受到Ft和Fc的影響。

圖4 工具系統(tǒng)受力示意圖Fig. 4 Force analysis diagram of tool system

(1)
其中:α為磨拋接觸點法向與力控磨具X方向之間的夾角。
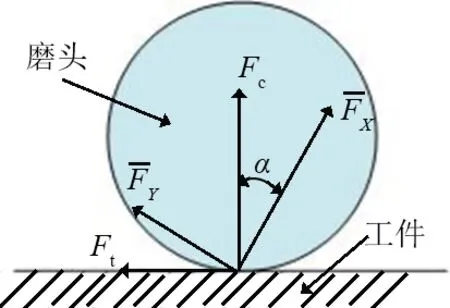
圖與Fc之間的關(guān)系示意圖Fig. 5 Relationship between
2.3 接觸力控制器設(shè)計
采用PID控制算法進行法向接觸力的控制,伺服電機的速度控制量通過如下公式計算[17]:
(2)
其中:u1(t)為磨頭在法向接觸力方向的速度控制量,Kp1為比例系數(shù),Ki1為積分系數(shù),Kd1為微分項系數(shù),e(t)為力誤差,e(t)=Fe-Fc。Fe為期望接觸力,N;Fc為實際接觸力,N;t為時間, s。
為進一步對PID控制算法進行驗證,開展仿真試驗,參數(shù)Kp1=0.12,Ki1=0.01,Kd1=0.001, 期望接觸力分別設(shè)置為4.0、6.0、8.0 N。仿真試驗結(jié)果如圖6所示。
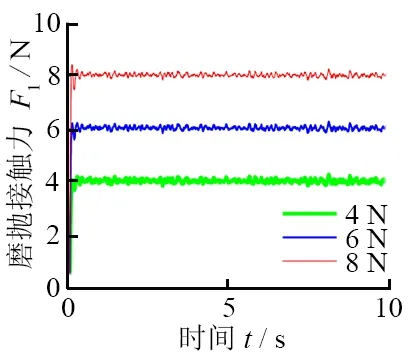
圖6 接觸力仿真結(jié)果Fig. 6 Simulation results contact force
2.4 磨拋刀路規(guī)劃
圖7為磨拋刀路規(guī)劃流程圖,使用商用軟件MasterCAM對機器人機匣打磨過程進行刀路規(guī)劃。首先,建立坐標系并選擇待加工區(qū)域;然后,設(shè)置工件位置和刀具姿態(tài)并生成刀位點;最后,用Robotmaster進行刀路仿真和干涉檢查生成的刀位點,并生成機器人的位置程序指令。對于單自由度磨具的刀路規(guī)劃,力控磨具進給方向需要與磨拋點法向保持一致,對于試驗使用的二自由度磨具則需要兩進給方向所在平面與磨拋接觸點法向保持一致。
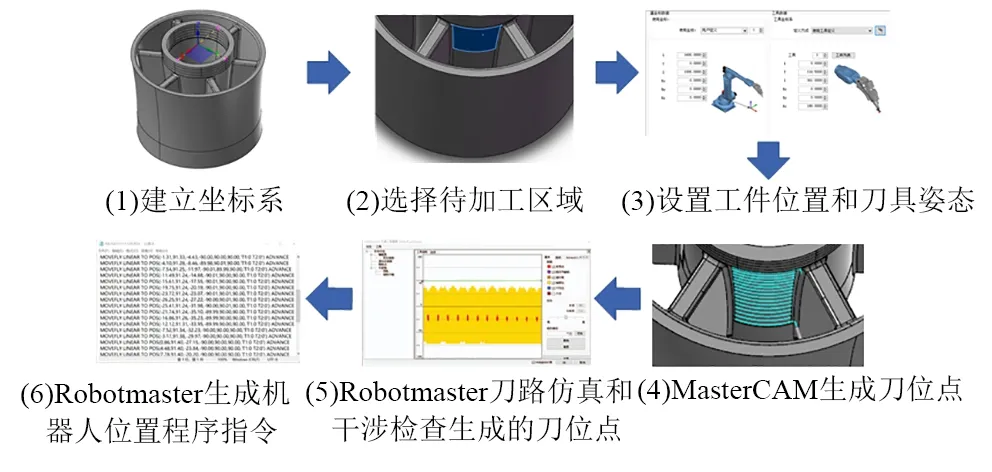
圖7 磨拋刀路規(guī)劃流程圖Fig. 7 Flow chart of grinding trajectory planning
3 結(jié)果分析
試驗中使用的工業(yè)機器人為意大利Comau機器人,負載為2 156 N; 力傳感器為三維力傳感器,量程為100 N; 電機為200 W的伺服電機;移動平臺為日本NSK的二自由度平臺,行程為50 mm×50 mm;電主軸最大轉(zhuǎn)速為40 000 r/min; 控制器生產(chǎn)商為德國倍福,所使用的型號為C6920。
為驗證所提出的磨拋方案,在機匣上開展力控磨拋方案和無力控磨拋方案的對比試驗。圖8為磨拋加工過程中2種磨拋方案實際測量的磨拋接觸力。圖8中,力控磨拋方案中的期望接觸力為4.0 N,實際磨拋接觸力力控精度為±1.5 N,而無力控磨拋方案中力為20.0 N。
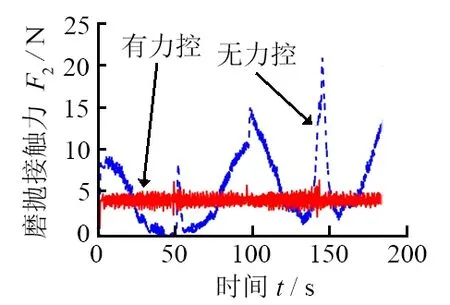
圖8 磨拋接觸力Fig. 8 Contact force of grinding
機匣腔體磨拋后的效果如圖9所示,力控磨拋后的機匣較為光滑且有光澤,表面的痕跡被去除。利用粗糙度儀(SJ-210)對磨拋前后的表面粗糙度進行多次測量,磨拋前形貌如圖9a所示,其平均粗糙度為5.826 μm;其中一組表面粗糙度曲線如圖10a所示,此時Ra=5.536 μm。力控磨拋方案中的形貌如圖9b所示,其平均粗糙度為1.450 μm;其中一組表面粗糙度曲線如圖10b所示,此時Ra=1.377 μm。無力控磨拋方案中的形貌如圖9c所示,其平均粗糙度為2.069 μm,其中一組的表面粗糙度曲線如圖10c所示,此時Ra=1.987 μm。相對磨拋前和無力控方案,力控磨拋方案對表面質(zhì)量的改善最為明顯。
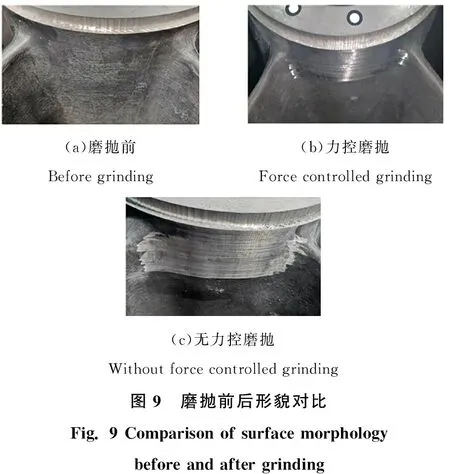
(a)磨拋前Before grinding(b)力控磨拋Force controlled grinding(c)無力控磨拋Without force controlled grinding圖9 磨拋前后形貌對比 Fig. 9 Comparison of surface morphologybefore and after grinding
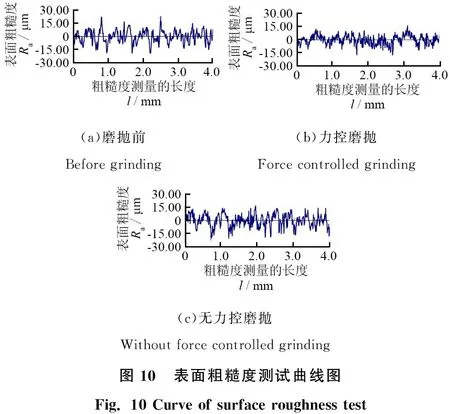
(a)磨拋前Before grinding(b)力控磨拋Force controlled grinding(c)無力控磨拋Without force controlled grinding圖10 表面粗糙度測試曲線圖 Fig. 10 Curve of surface roughness test
4 結(jié)論
對機匣的氣道面及支板面磨拋開展高帶寬長懸伸自適應(yīng)磨具設(shè)計、力控算法設(shè)計、力控磨具受力分析、磨拋刀路規(guī)劃等關(guān)鍵技術(shù)進行研究,分別進行仿真和磨拋試驗驗證。仿真結(jié)果表明:所提出的力控算法可較準確跟蹤期望接觸力。在機匣試驗件上開展力控磨拋方案和無力控磨拋方案的對比試驗,試驗結(jié)果顯示:力控磨拋方案中力控精度為±1.5 N,且平均表面粗糙度為1.450 μm;無力控磨拋方案中力為20.0 N,磨拋后平均表面粗糙度為2.069 μm。力控磨拋后的機匣表面質(zhì)量更高。
