采用旋轉電極的金剛石表面鍍鎳方法及工藝*
2022-01-15 03:22:54崔仲鳴馮常財楊天標張云鶴許本超
金剛石與磨料磨具工程 2021年6期
張 楊, 崔仲鳴, 馮常財, 楊天標, 張云鶴, 許本超
(1. 河南工業大學 機電工程學院, 鄭州 450001) (2. 鄭州磨料磨具磨削研究所有限公司, 鄭州 450001)
在金剛石表面鍍覆一層金屬可以改變其表面性能,提高結合劑與金剛石磨粒的結合強度[1],可以解決金剛石由于界面能高,難以與其他材料形成牢固的化學或冶金結合所導致的磨粒易脫落問題,從而改善金剛石磨具的鋒利性并延長其使用壽命[2]。金剛石表面電鍍是指采用電化學法在金剛石表面沉積金屬或合金的過程。其中,電鍍鎳及鎳基合金在提高結合劑對金剛石磨粒的把持力和顆粒自身強度方面表現良好,受到工業領域的青睞[3]。
De Beers公司、GE公司均進行了金剛石表面電鍍鎳的早期研究,其代表性產品CDA、RVG系列的鍍鎳金剛石磨料常用于制備樹脂結合劑金剛石砂輪,借助金屬鍍層與樹脂間良好的浸潤性,大大地提高了砂輪的使用壽命[4]。徐湘濤[5]對金剛石表面鍍層加厚設備從固定式電鍍槽到旋轉式滾鍍裝置的演變歷程進行了概述,總結了金剛石滾鍍鎳的電鍍液成分及鍍覆工藝參數。王艷輝等[6]采用滾鍍的方式研究了電鍍條件對金剛石增重率的影響,獲得的增重率約為50%。方莉俐等[7-10]采用滾鍍工藝對鍍液成分、電鍍電流、金剛石粒度以及熱處理溫度與金剛石增重率和鍍層綜合性能的關系進行了全面研究。
上述研究表明,基于滾鍍法的電鍍技術是磨料鍍覆的有效方法。目前,滾鍍法的陰極基本上為固定模式,金剛石堆將陰極包埋,僅靠鍍瓶的回轉實現金剛石的鍍覆[5]。但這種滾鍍方式存在顆粒與電極的接觸均勻性差、顆粒的翻滾頻率低以及顆粒間導電性能差等問題,不僅影響金剛石表面鍍層的均勻性,也限制了陰極表面積和鍍槽容積,減少了單次鍍覆的裝載量,降低了生產效率。為此,開發一種旋轉電極滾鍍技術,即在金剛石磨料表面鍍覆金屬鎳的滾鍍過程中使用陰極旋轉技術,增強金剛石磨料堆的翻滾能力和磨料與電極接觸的均勻性,改善顆粒間的分散能力,以期提高磨粒鍍覆層的均勻性和整體的鍍覆生產效率。
1 旋轉電極鍍覆機理
1.1 基本原理
基于旋轉電極的金剛石滾鍍法原理如圖1所示。鍍液瓶傾斜放置且盛滿鍍液,把經過表面導電化處理的被鍍金剛石磨料置于鍍液瓶內,鍍液瓶繞其中心軸以一定速度v1回轉。旋轉電極(陰極)為圓柱形轉子,通過旋轉軸置于鍍液底部,被待鍍金剛石磨粒堆完全覆蓋,由電機驅動以一定的速度v2旋轉。鎳(陽極)通過支架伸入鍍液中,鎳(陽極)和旋轉電極(陰極)分別與電鍍電源的正、負極相接,輔助加熱片為鍍液提供合適的溫度,即形成了旋轉電極滾鍍電鍍鍍覆體系。
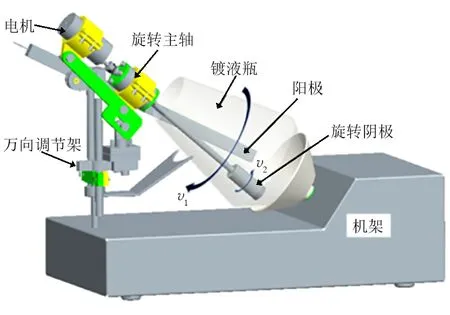
圖1 旋轉電極滾鍍方法示意圖Fig. 1 Schematic diagram of rotary electrode barrel plating method
1.2 鍍覆原理
圖2為旋轉電極鍍覆系統中金剛石磨粒的電鍍鍍覆模型。鍍液中的磨粒在重力的作用下堆積覆蓋于旋轉電極(陰極)之上,將電極轉子包埋。隨著鍍瓶的旋轉,金剛石磨粒堆在鍍瓶壁的帶動下沿鍍瓶壁向上移動并翻轉,同時配合旋轉電極的轉動,提高了覆蓋在其上的金剛石磨料堆的翻轉頻率。在鍍覆過程中,磨粒與旋轉電極轉子始終接觸,并通過磨粒間的接觸導電使整體磨粒堆形成電鍍系統的陰極,鍍液中的Ni2+在電場的作用下,從鎳陽極向陰極移動并沉積于金剛石顆粒表面,進而實現對金剛石顆粒表面的均勻、高效鍍覆。
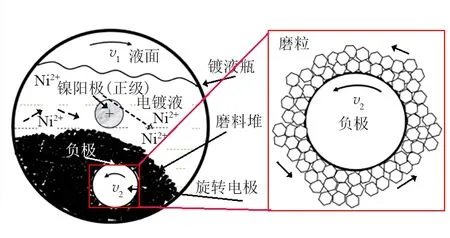
圖2 采用旋轉電極的金剛石鍍覆模型Fig. 2 Diamond plating model with rotating electrode
1.3 磨粒受力分析
在旋轉電極滾鍍法鍍覆過程中,金剛石磨粒除了受到旋轉電極的作用力之外,還受到鍍液流體的作用。圖3為金剛石顆粒在與電極轉子接觸時的受力情況。將金剛石顆粒簡化為球形,忽略顆粒對流體的影響[11]。當鍍液瓶與電極分別以v1、v2的轉速回轉時,磨粒除了受到液體浮力Fb和重力Fg外,還受到電極旋轉對磨粒的摩擦力Ff以及支撐力Fn、鍍液瓶回轉對顆粒的推力Fp、顆粒受到的液體曳力Fd作用。在這些力的作用下,磨粒隨鍍液瓶和電極的轉動移動,產生磨料堆的翻滾循環;除了使磨粒堆翻滾之外,電極產生的摩擦力還對磨粒產生一個旋轉力矩使磨粒自身滾動。因此,鍍液瓶與電極的旋轉不僅可以增加金剛石磨粒堆的翻滾,而且可以使磨粒與旋轉電極接觸的同時在電極表面發生轉動。這就大大增加鍍覆過程中磨料堆整體的翻滾頻率和提高磨粒間循環的均勻性,從而提高磨粒表面鍍層的均勻性和整體磨料堆與鍍液接觸的均勻性。
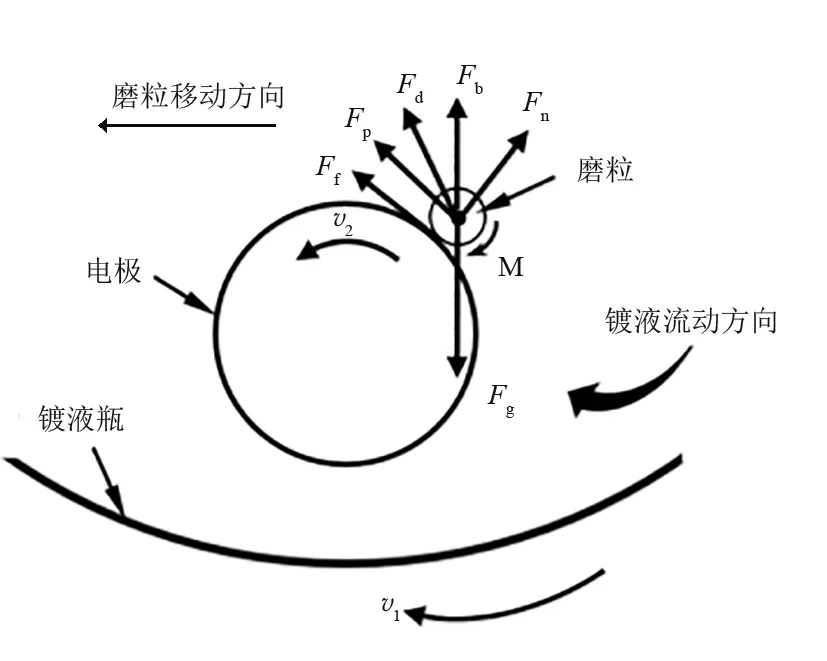
圖3 旋轉電極滾鍍法的金剛石受力分析圖Fig. 3 Force analysis of diamond by rotating electrode barrel plating method
2 旋轉電極裝置
旋轉電極結構如圖4所示,主要由旋轉陰極、旋轉主軸和驅動電機等構成。采用絕緣旋轉通電聯軸器將旋轉主軸與驅動電機連接,旋轉電極支撐套筒通過絕緣膠木連接板固定在滾鍍機機架上,保證旋轉電極與機架絕緣。
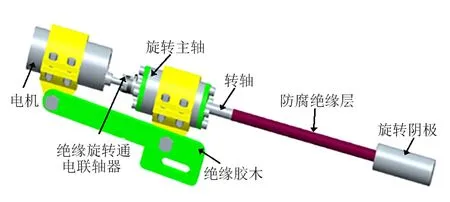
圖4 旋轉電極部件結構示意圖Fig. 4 Structure diagram of rotating electrode components
3 基本工藝規律試驗研究
采用正交試驗的方法研究鍍覆電流、陰極轉速、陰極轉子直徑和金剛石粒度對金剛石表面鍍層沉積速率和鍍層形貌的影響。
3.1 試驗條件
試驗采用的金剛石磨料已經過化學鍍鎳導電化處理,增重率為30%,粒度代號及粒徑平均尺寸分別為:70/80(200 μm)、140/170(98 μm)、325/400(42 μm)。采用的鎳陽極板是純度為99.9%的電解鎳。
檢測儀器為精度0.001 g的精密電子天平和JSM-6010LA型掃描電子顯微鏡。采用的鍍液成分如下:NiCl4·6H2O的質量濃度為80 g/L,Ni(NH2SO3)2·4H2O的質量濃度為420 g/L,H3BO3的質量濃度為40 g/L;1#潤濕劑的質量濃度為0.5 mL/L,2#柔軟劑的質量濃度為8.0 mL/L,3#光亮劑的質量濃度為1.0 mL/L;鍍覆工藝參數是溫度為50 ℃,pH=4.5。
3.2 試驗方法
將金剛石磨料進行凈化處理后置于鍍液瓶中,固定滾筒轉速v1為20 r/min,金剛石裝載量為200 g,電極與鍍液瓶滾筒異向旋轉,電鍍時間為60 h。正交試驗采用L9(34),因素水平設計如表1所示。通過天平稱量金剛石增加質量來評價鍍層沉積速率,通過JSM-6010LA型掃描電子顯微鏡觀察鍍層形貌情況。
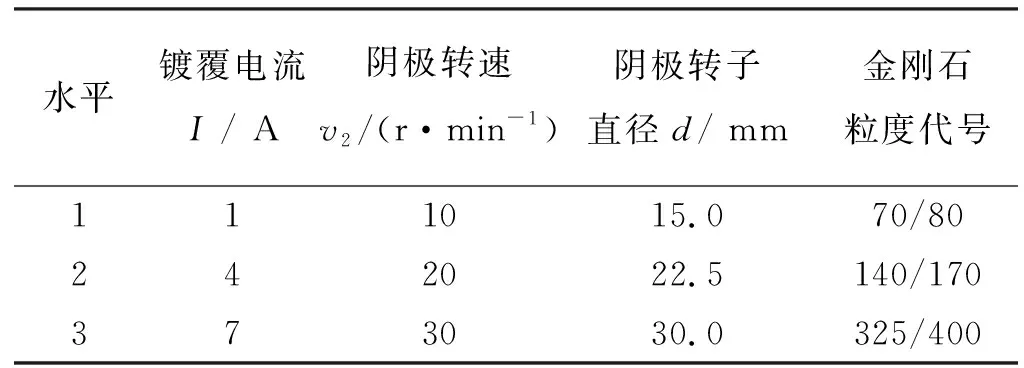
表 1 正交試驗因素水平表
3.3 結果與討論
表2為正交試驗與結果對照表。對鍍層沉積速率進行極差分析,其結果如表3所示。A、B、C、D分別為鍍覆電流、陰極轉速、陰極轉子直徑、金剛石粒度代號。從表3中極差值的大小可以得出,各因素對鍍層沉積速率的影響強弱為:鍍覆電流>陰極轉速>金剛石粒度代號>陰極轉子直徑。
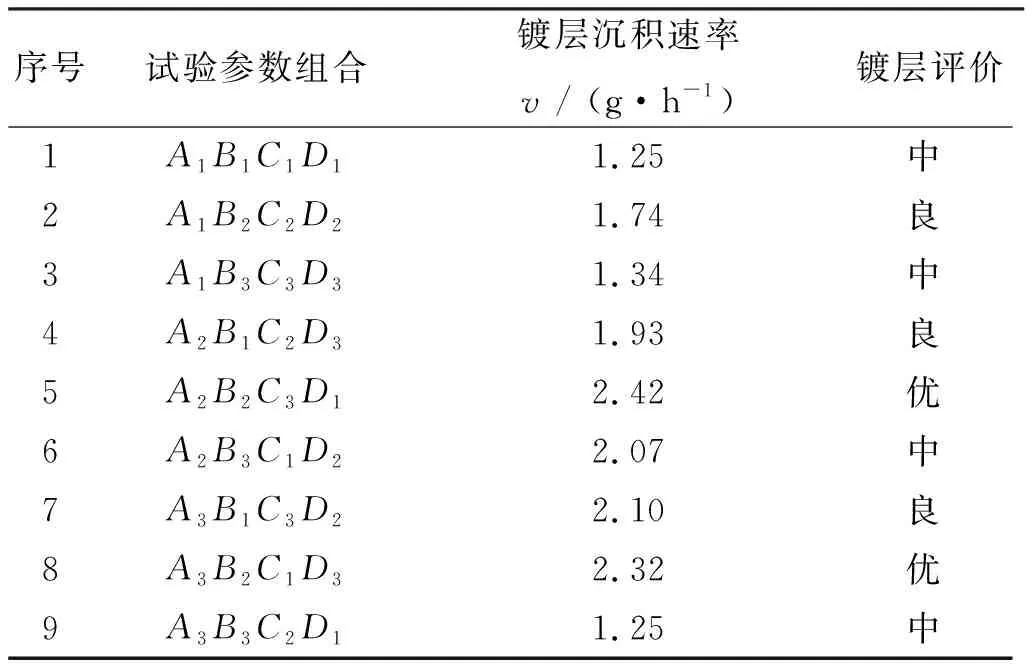
表 2 各試驗方案結果對照表
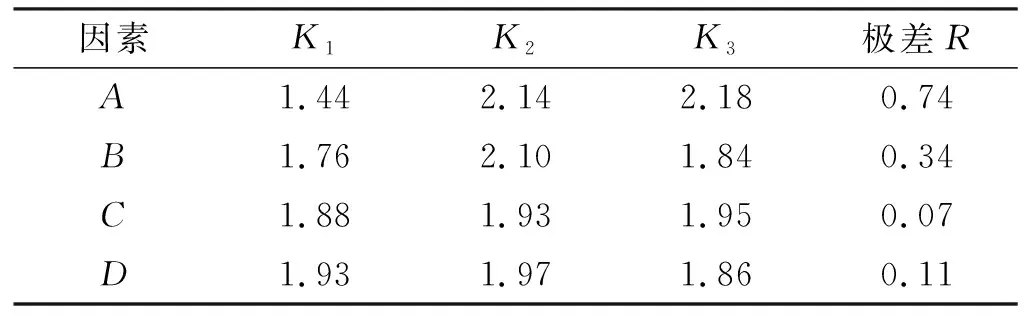
表 3 金剛石表面鍍層沉積速率的極差分析
3.3.1 鍍覆電流對鍍層的影響
圖5為金剛石表面鍍層沉積速率隨鍍覆電流的變化趨勢,金剛石的粒度代號為140/170。從圖5中可以看出:在1 A到4 A階段,鍍層沉積速率隨鍍覆電流的增大而增大;在4 A到7 A階段,沉積速率的增幅呈現降低的趨勢。主要原因是:在電解過程中,陰極上還原物質析出的量與所通過的電流強度呈正比。隨著鍍覆電流的增大,溫度升高,參與反應的金屬離子的遷移速度加快,鍍層沉積速率增大[10]。但是由于隨著鍍覆電流的增大,鍍液中主鹽的水解速率加快,生成的氫氧化物會阻止鍍層沉積速率的增大。
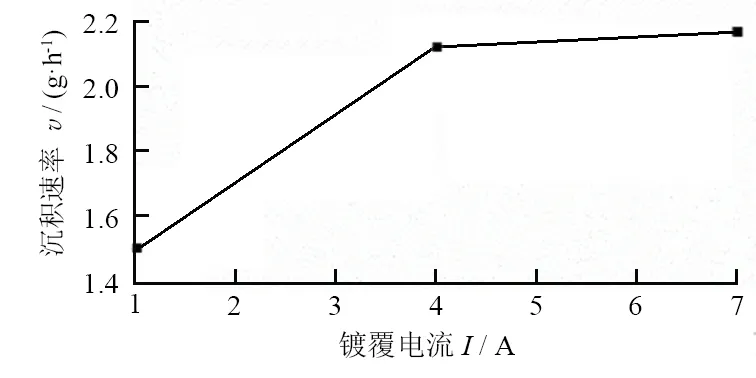
圖5 金剛石表面鍍層沉積速率隨鍍覆電流的變化趨勢Fig. 5 Variation trend of the deposition rate of the diamond surface coating with plating current
圖6為相應的鍍層表面電鏡形貌圖。從圖6可以看出:隨著鍍覆電流的增大,鍍層粗糙度逐漸增加。在電流為4 A時,鍍層開始出現聚集的球狀突起,應為鎳離子集中沉積形成的鎳瘤;在電流為7 A時,鍍層表面出現大量不規則的瘤狀鎳,鎳瘤的生長一定程度上影響了鍍層的粗糙度。
3.3.2 陰極轉子轉速對鍍層的影響
圖7為金剛石表面鍍層沉積速率隨陰極轉子轉速的變化趨勢,金剛石粒度代號為70/80。從圖7中可以看出:隨著陰極轉速的增大,鍍層沉積速率先增大后減小。
圖8為鍍層表面電鏡形貌圖。從圖8中可以看出:隨著陰極轉速的增大,鍍層形貌也是先變好后變差,在轉速為20 r/min時,鍍層較為致密均勻。陰極轉子轉速影響磨粒堆與陰極轉子表面的接觸性能,適當的增大轉速可以增加轉子和磨粒堆的接觸均勻性。同時,轉子轉動驅動磨粒堆翻轉,增加了磨粒堆與鍍液接觸的均勻性和面積,進而增大鍍層沉積速率,增加鍍層的均勻性。
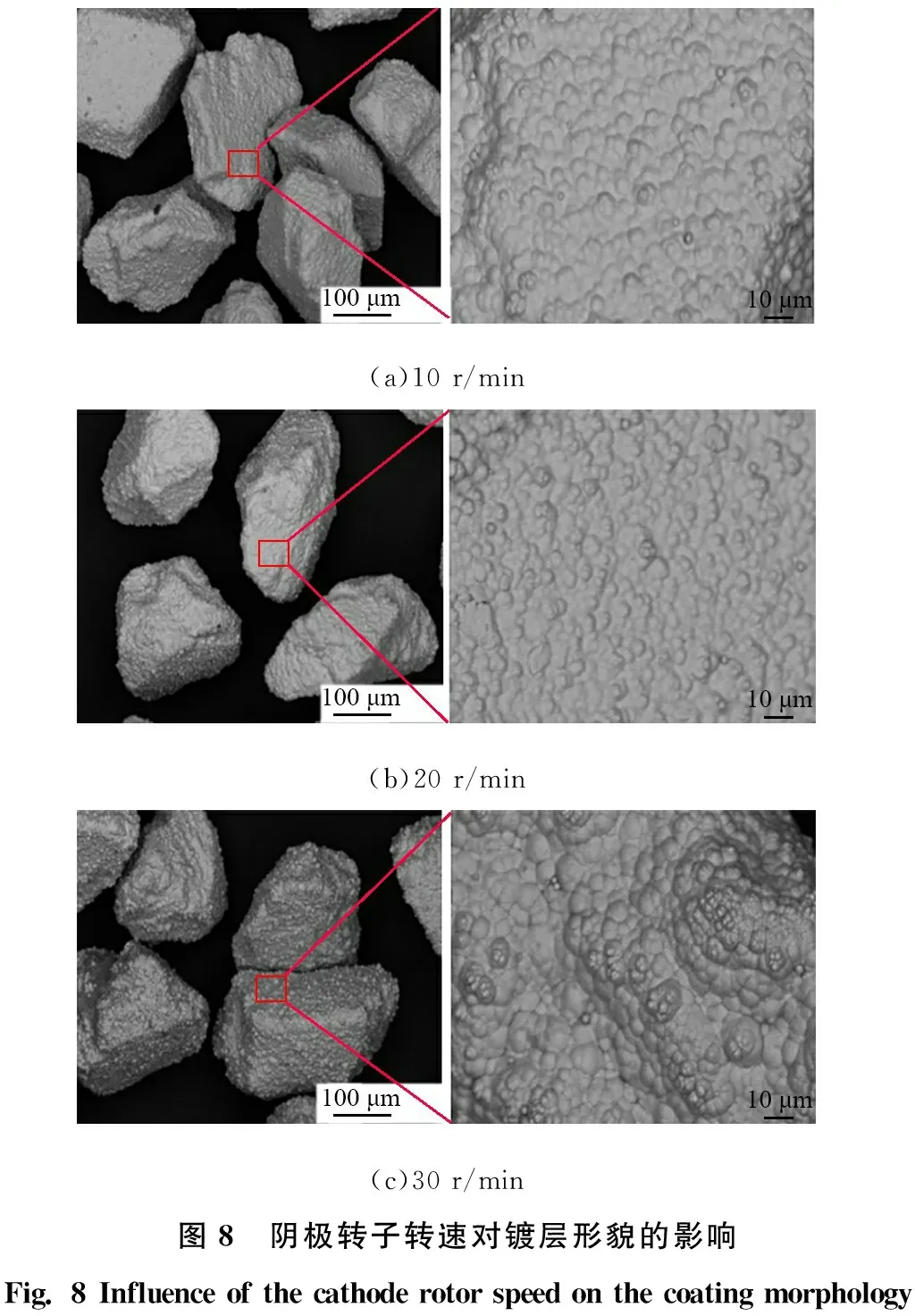
(a)10 r/min(b)20 r/min(c)30 r/min圖8 陰極轉子轉速對鍍層形貌的影響Fig. 8 Influence of the cathode rotor speed on the coating morphology
3.3.3 陰極轉子直徑對鍍層的影響
圖9為金剛石表面鍍層沉積速率隨陰極轉子直徑的變化趨勢,金剛石粒度代號為325/400。
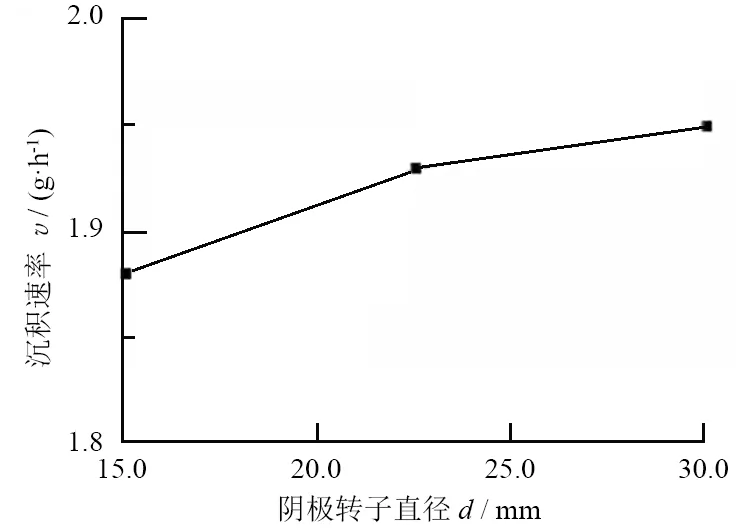
圖9 金剛石表面鍍層沉積速率隨陰極轉子直徑的變化趨勢Fig. 9 Variation trend of deposition rate of diamond surface coating with cathode rotor diameter
從圖9中可以看出:陰極轉子直徑的變化對鍍層沉積速率的影響比較小,但總體上呈現增大的趨勢。其原因是電源負極連接陰極轉子,其旋轉的外圓柱面與磨料堆接觸形成鍍覆體系的陰極,直徑越大,轉子與磨粒的有效接觸面積越大,進而改善了磨料堆的導電率,有利于提高電流效率。但是陰極尺寸應該與磨粒堆相匹配才能達到最優效果。增大鍍液瓶的尺寸,可以相應增大陰極轉子的尺寸,從而增加單次鍍覆金剛石的裝填量,大幅提高單次鍍覆的生產量。
圖10為相應的鍍層表面電鏡形貌圖。從圖10可以看出:當陰極轉子直徑增大到22.5 mm時,鍍層變得較為均勻平整。這是因為陰極轉子直徑增大,金剛石與轉子的有效接觸面積變大,與電極接觸得更加均勻。但是,過大的陰極轉子直徑(30.0 mm)會導致鍍層表面粗糙。
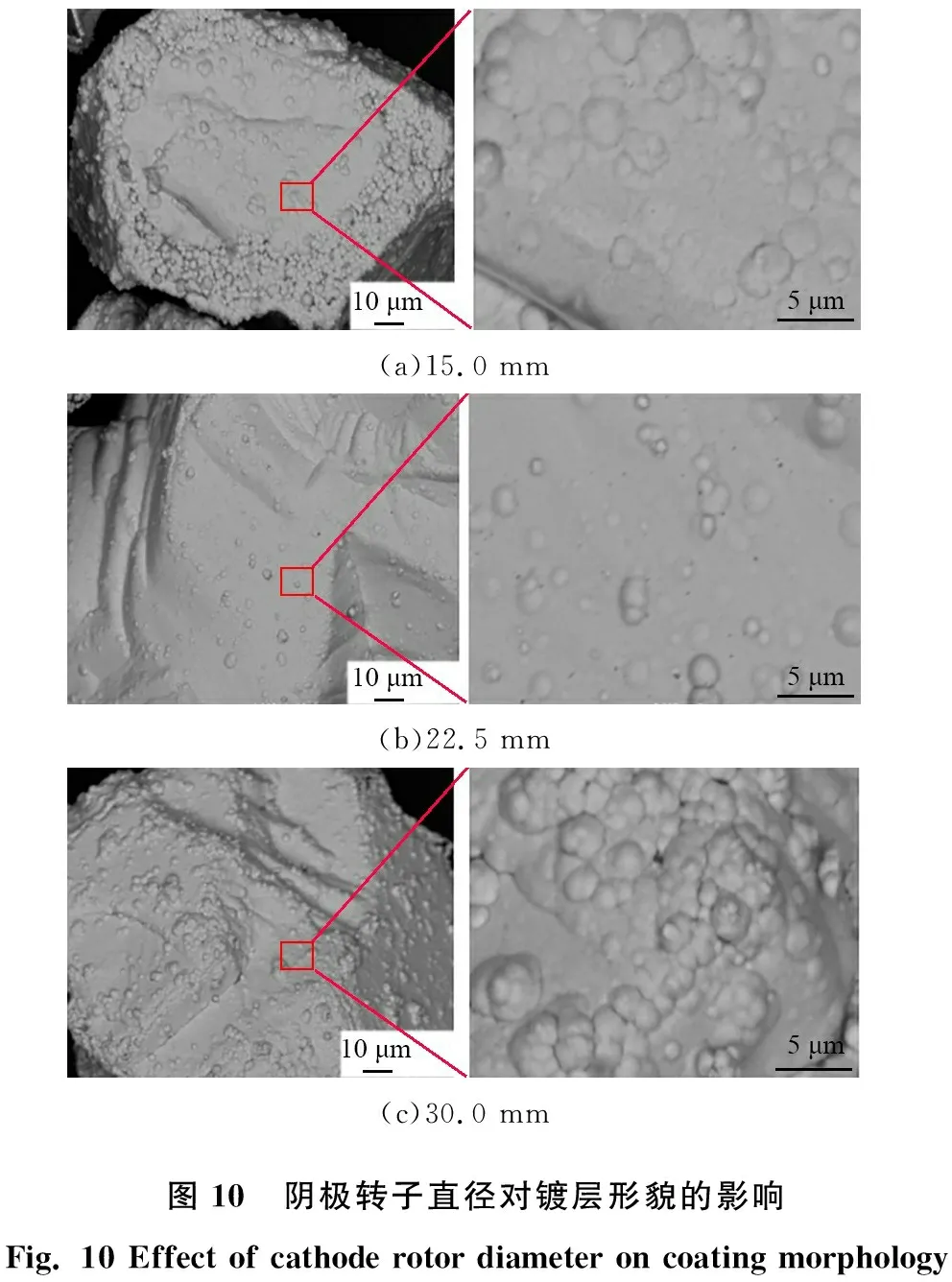
(a)15.0 mm(b)22.5 mm(c)30.0 mm圖10 陰極轉子直徑對鍍層形貌的影響 Fig. 10 Effect of cathode rotor diameter on coating morphology
3.3.4 金剛石粒度對鍍層的影響
圖11所示為金剛石表面鍍層沉積速率隨金剛石粒度代號的變化趨勢。從圖11中可以看出:隨著金剛石粒徑的減小,金剛石表面鍍層沉積速率先略有增大后明顯減小。原因是:粒度代號為70/80和140/170的金剛石磨粒的粒徑較大,鍍液中懸浮性很小,在重力作用下對電極覆蓋及顆粒間的接觸情況較好,鍍覆效率比較高。對于粒度代號為325/400的細粒度金剛石顆粒,鍍覆過程中少部分金剛石顆粒已經開始出現懸浮的現象,從而影響了整個磨粒堆的電傳導,使鍍層沉積速率減小。
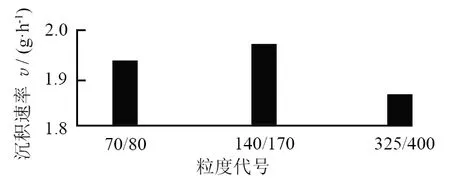
圖11 金剛石表面鍍層沉積速率隨金剛石粒度的變化趨勢Fig. 11 Variation trend of diamond surface coating deposition rate with diamond particle size
綜合考慮正交試驗結果,最優工藝為:鍍覆電流為4 A,陰極轉速為20 r/min,陰極轉子直徑為22.5 mm,金剛石粒度代號為70/80。
圖12為采用正交試驗得出的最優工藝組合鍍覆的金剛石磨料的鍍層顯微照片。從圖12可以看出:鍍層均勻致密、光亮平整。
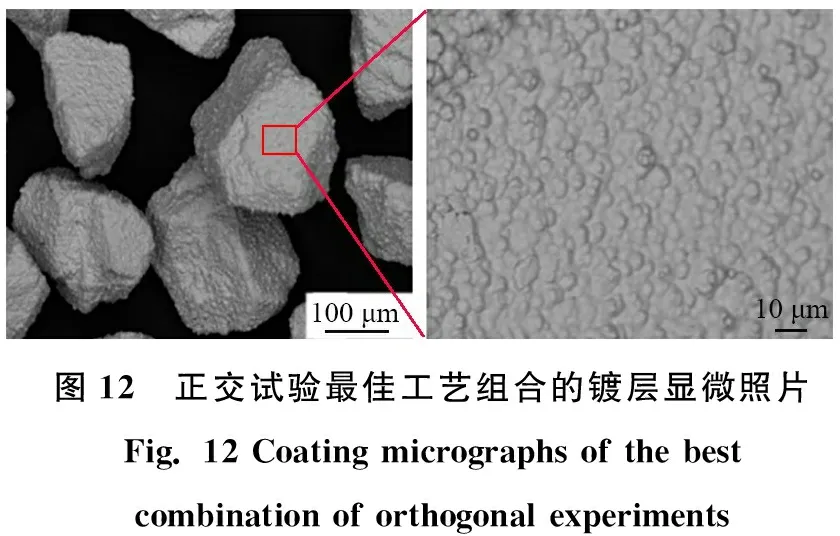
圖12 正交試驗最佳工藝組合的鍍層顯微照片 Fig. 12 Coating micrographs of the best combination of orthogonal experiments
4 旋轉電極滾鍍與傳統滾鍍技術的比較試驗
采用比較試驗的方法對旋轉電極鍍覆和普通固定電極鍍覆方法進行金剛石表面滾鍍電鍍鎳試驗,考察比較2 L容量瓶中二者一次性可鍍覆金剛石磨料的最大裝填量和鍍層微觀形貌情況。采用相同的試驗條件,只是陰極分別采用旋轉電極和固定電極,具體參數如表4所示,電鍍時間為60 h。
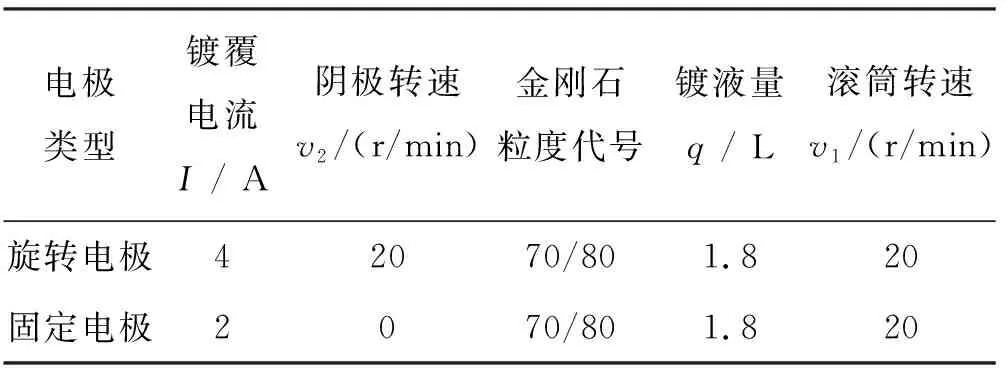
表 4 旋轉電極與普通固定電極對比試驗參數表
圖13為陰極類型與一次鍍覆金剛石磨料的質量關系圖。從圖13中可以看出:在保證鍍覆質量的前提下,當陰極為旋轉電極時,一次性可鍍覆700 g質量的金剛石磨料;當陰極為普通固定電極時,一次性可鍍覆360 g質量的金剛石磨料。旋轉電極一次可鍍覆量約為普通固定電極的2倍。
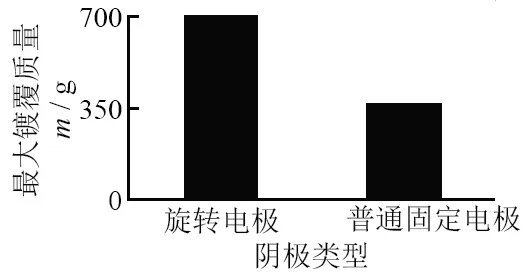
圖13 陰極類型與一次鍍覆金剛石磨料的質量關系圖Fig. 13 Relationship between the type of cathode and the quality of one-time plating diamond abrasive
圖14為不同陰極類型對應的鍍層表面形貌。從圖14中可以看出:采用普通固定電極時,鍍層較為灰暗,鎳瘤較大(圖14a);采用旋轉電極時,鍍層表面鎳瘤較小,連晶現象也少(圖14b),表明旋轉電極有利于提高金剛石表面鍍層質量。
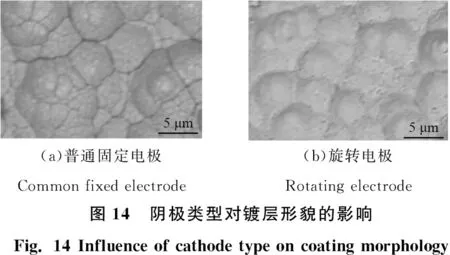
(a)普通固定電極Common fixed electrode(b)旋轉電極Rotating electrode圖14 陰極類型對鍍層形貌的影響 Fig. 14 Influence of cathode type on coating morphology
5 結論
(1)滾鍍過程中使陰極旋轉,可以增加電極和磨粒的接觸面積,改善分散能力,增加顆粒間的均勻導通率,由此有效提高金剛石表面鍍覆效率,改善鍍覆層不均勻性。
(2)采用旋轉電極滾鍍法的最佳工藝參數如下:滾鍍電流為4 A,陰極轉速為20 r/min,陰極轉子直徑為22.5 mm,金剛石粒度代號為70/80。由于鍍液對金剛石顆粒的懸浮作用影響,只能鍍覆粒度325/400以上的金剛石磨料,細粒度金剛石可以鍍覆,但鍍覆效率較低。
(3)在2 L容量鍍瓶中,采用旋轉電極鍍覆方法最大磨料裝載量可達700 g,約為相同條件下的固定電極裝載量的2倍。
