基于逐步回歸分析法的表面粗糙度預(yù)測
2022-01-15 03:22:54張家有宋萬萬白玉珍李路杰朱慧寧
金剛石與磨料磨具工程 2021年6期
張家有, 宋萬萬, 白玉珍, 韓 冰, 李路杰, 朱慧寧
(1. 遼寧科技大學(xué) 機械工程與自動化學(xué)院, 遼寧 鞍山 114051) (2. 沈陽飛機工業(yè)(集團)有限公司, 沈陽 110034)
軸類零件是精密設(shè)備不可或缺的組成部分,其表面質(zhì)量對精密設(shè)備的工作狀態(tài)有很大影響。磁粒研磨法作為一種精密加工的方法能夠有效降低零件的表面粗糙度,提高其表面質(zhì)量。一般來講,零件的表面越粗糙,則摩擦阻力越大,磨損也就越快;但是,當(dāng)零件結(jié)合表面過于光滑時,由于潤滑油被擠出及分子間的吸附作用,摩擦系數(shù)反而增大,從而會加劇磨損[1]。因此,對工件表面粗糙度值的控制尤為重要。
在20世紀(jì)90年代,金東燮等[2]對旋轉(zhuǎn)體圓柱形工件表面進(jìn)行表面磁粒研磨加工,將表面粗糙度從2.5 μm降至0.2 μm。在加工微型階梯軸時,陳燕等[3]使用匹配工件形狀的磁極對磁極材料進(jìn)行加工,在工件各處的磁場強度保持一致的基礎(chǔ)上,達(dá)到均勻加工的目的。針對非磁性外圓表面的磁性加工中存在的部分磁性磨料分布在加工間隙外的現(xiàn)象,趙文淵等[4]將黏結(jié)法磨料改進(jìn)為黏彈性磨料,使參與加工的白剛玉數(shù)目增多,加工能力增強。軸類零件的常用材料是碳素鋼、合金鋼、鑄鐵等導(dǎo)磁材料。對導(dǎo)磁材料進(jìn)行磁粒研磨加工時,不再采用簡單的磁極吸附磨料形成磨粒刷對試件進(jìn)行研磨的方法,而是和工件形成一個新的磁場平衡狀態(tài),處于這種狀態(tài)下的高速旋轉(zhuǎn)的試件會帶走部分磨料和研磨液,降低其研磨效率。
針對該問題,在加工時,將試件浸沒在外壁鑲嵌多個磁極的磨料容器中,防止磨料和研磨液的流失;且容器周圍每個磁極都會形成1個磨料刷,增加了試件表面與磁性磨料的接觸時間,不過也相應(yīng)降低了一些磨料的流動性,降低了磨料的更新作用。在此加工方法下,為探究磁粒研磨工藝參數(shù)對軸類零件表面粗糙度的影響,利用逐步回歸分析方法建立表面粗糙度預(yù)測數(shù)學(xué)模型,并通過試驗驗證預(yù)測結(jié)果的準(zhǔn)確性。
1 試驗及方法
1.1試驗裝置
試驗采用超聲波清洗加工后的試件,采用JB-8E觸針式粗糙度測量儀檢測表面粗糙度,采用VHX-500F超景深3D電子顯微鏡觀察表面形貌。
圖1為組合磁極磨料容器。磁性磨粒在磁場的作用下形成柔性磨粒刷,磁性粒子中的研磨相對工件表面進(jìn)行劃擦、切削、擠壓,以達(dá)到對工件表面進(jìn)行微量材料去除的目的[5-6]。圓形軸向磁極按圓周陣列排布,形成了變化更強的磁場梯度,可促進(jìn)磨料的翻滾更新作用,提高其對工件的加工效率。
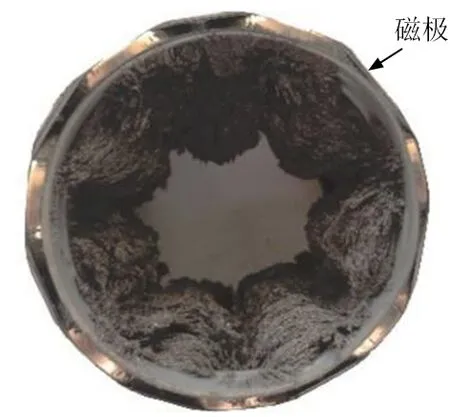
圖1 組合磁極容器
采用普通銑床改造的試驗平臺,包括主軸、工件、夾具、組合磁極容器,試驗裝置如圖2所示。所用磨料由燒結(jié)法制備的磁性磨粒和水基研磨液按一定質(zhì)量比混合而成。試件為20CrMnTi材質(zhì)制成的軸類零件(直徑為15 mm)。磁性磨粒是將鐵、白剛玉、黏結(jié)劑均勻混合后,經(jīng)過壓坯、燒結(jié)、破碎等步驟,制成具有研磨作用的細(xì)小顆粒(粒徑為125 μm),圖3為磁性磨粒的微觀形貌圖,鐵為基體,白剛玉為研磨相。水基研磨液為勞力恩SR-9911水基研磨液。加工時,將磁性磨粒與研磨液按照一定質(zhì)量比混合均勻注入磨料容器中,之后工件在主軸驅(qū)動下進(jìn)行旋轉(zhuǎn)運動。工件表面與磨料刷之間存在相對運動,使得磨料刷不斷地對工件表面進(jìn)行微量的材料去除,達(dá)到光整加工的目的。
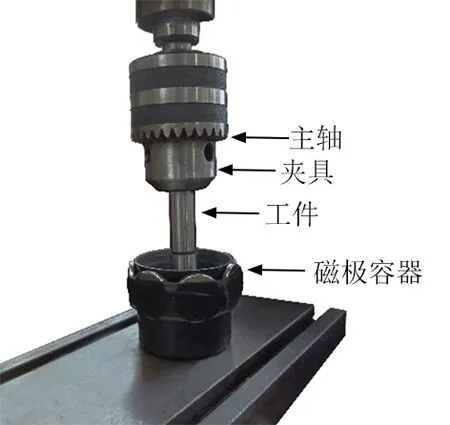
圖2 試驗裝置
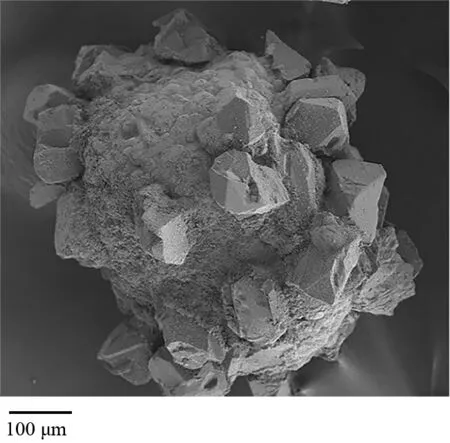
圖3 磁性磨粒微觀SEM圖
1.2 試驗方案
為明確不同的工藝參數(shù)與工件表面粗糙度之間的定量關(guān)系,以加工時間、工件轉(zhuǎn)速、磁性磨粒和研磨液的質(zhì)量比(m1/m2)、磨粒粒徑為自變量,以工件表面粗糙度作為因變量設(shè)計試驗,因素水平分配如表1所示,對試驗結(jié)果以及不同的工藝參數(shù)進(jìn)行逐步歸回分析,建立數(shù)學(xué)模型,并對其準(zhǔn)確性進(jìn)行驗證。
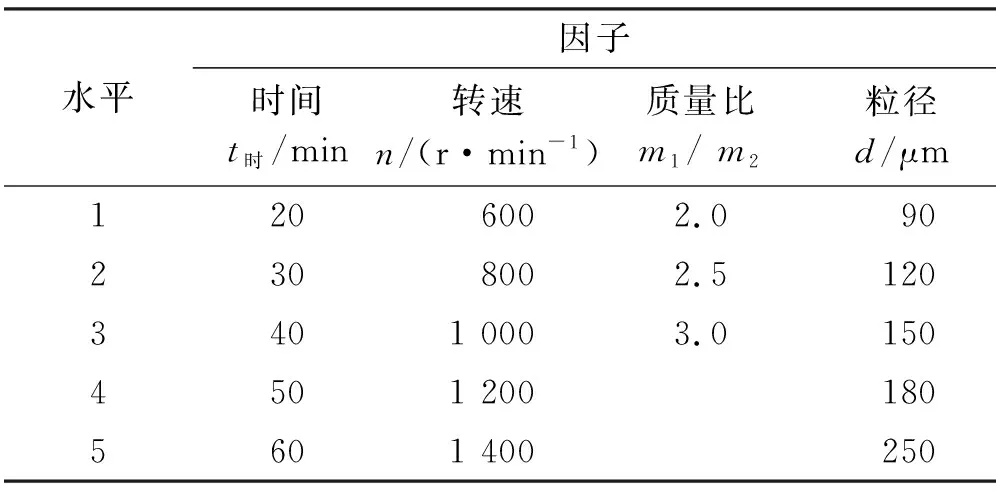
表1 試驗因子水平
2 試驗結(jié)果與分析
2.1 逐步回歸分析
逐步回歸的基本思想在于逐個引入變量。每次引入對Y影響最顯著的自變量,并對方程中的原有變量進(jìn)行檢驗,當(dāng)原引入的變量由于后面變量的引入而不再顯著時,要將其剔除。變量的引入和剔除都要進(jìn)行顯著性檢驗,以確保回歸方程中只包含顯著的變量。最終得到的方程中,既不漏掉對Y影響顯著的變量,又不包含對Y影響不顯著的變量[7-8],基本步驟如圖4所示。
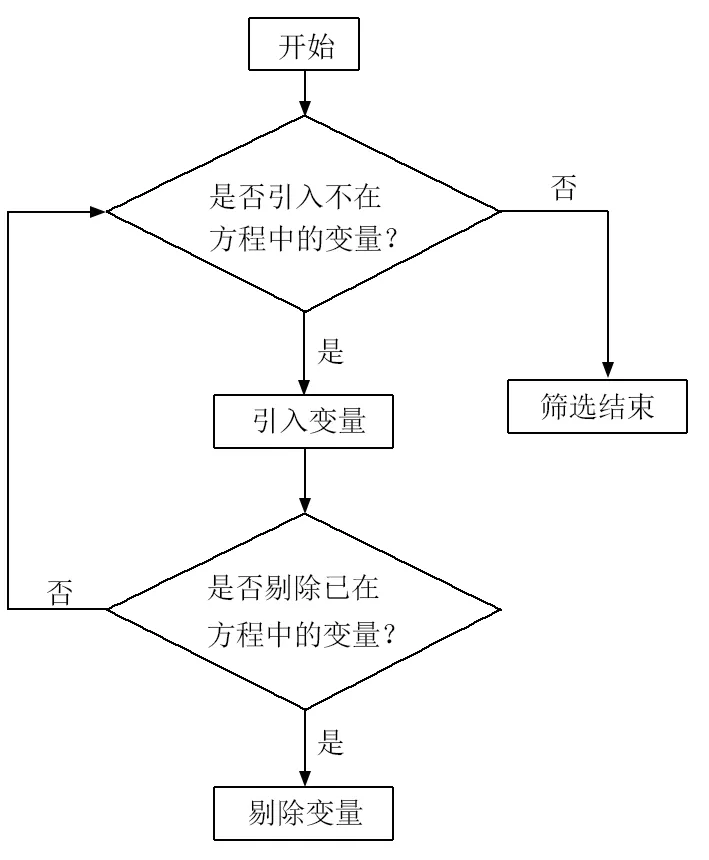
圖4 逐步回歸步驟
自變量X1,X2,X3,…,Xn-1,Xn與因變量Y具體的逐步回歸步驟為:
(1)對變量進(jìn)行回歸分析,計算出Y與X1,X2,X3,…,Xn-1,Xn之間的樣本擬合度R2。
(2)按照R2的大小,對每一個X1,X2,X3,…,Xn-1,Xn進(jìn)行排列。
(3)選取最大的R2變量Xj建立回歸分析模型:
(1)
引入第2大的R2變量Xi進(jìn)行回歸分析,建立模型:

(2)
式中:a1、b1是常數(shù),a2、b2是Xj的系數(shù),b3是Xi的系數(shù),F(xiàn)1、F2、R1、R2是檢驗值,tj、ti指的是當(dāng)前已有的變量。
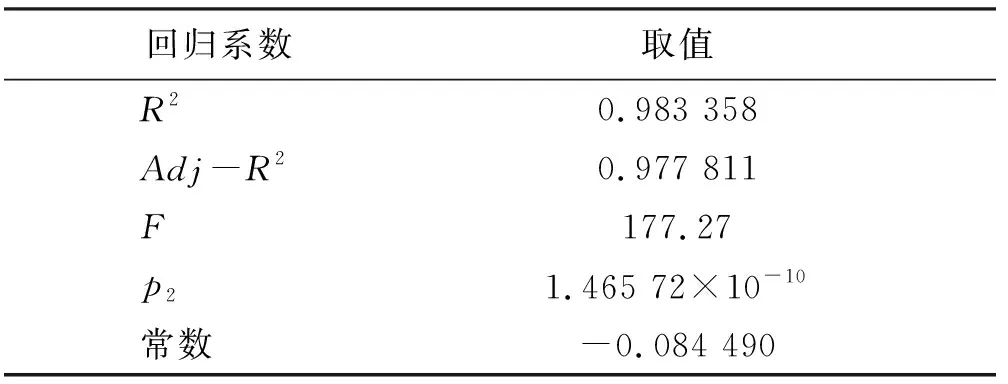
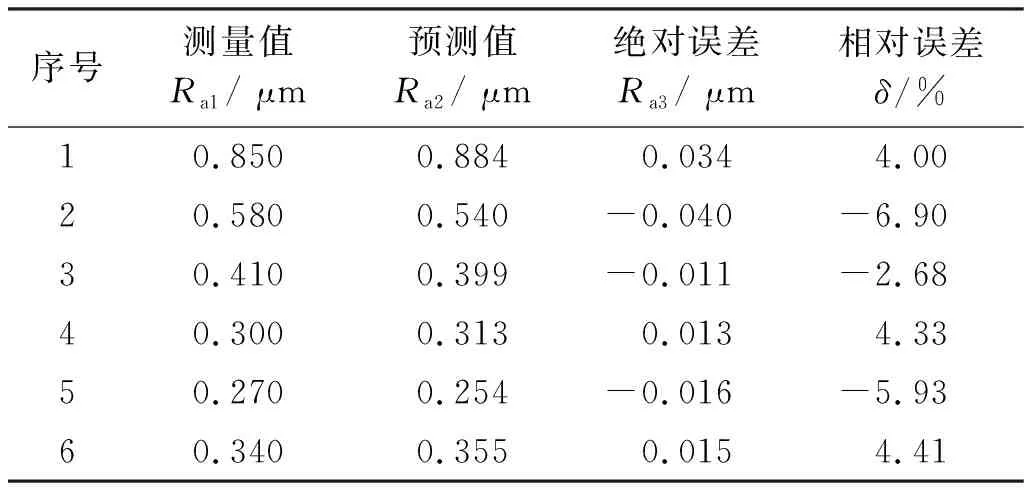
若R1 (4)重復(fù)上一個步驟,直到所有的自變量X1,X2,X3,…,Xn-1,Xn全部被篩選,則計算結(jié)束。 按照表1中分配的試驗因子水平進(jìn)行25組試驗,試驗結(jié)果如表2所示。 表2 試驗結(jié)果 因變量和自變量之間存在非線性關(guān)系[9-11]。因此,對試驗結(jié)果取對數(shù),使其線性化,令X1=lgt,X2=lgn,X3=lg(m1/m2),X4=lgd,Y=lgRa。 對經(jīng)過對數(shù)化處理的數(shù)據(jù)進(jìn)行殘差分析,剔除異常值,重復(fù)這個步驟,直到不再出現(xiàn)異常值。殘差分析剔除表2中的7、8、16、17、18、21、22、23號試驗數(shù)據(jù),最后得到的殘差分布圖如圖5所示。 圖5 殘差分布圖 對剔除掉異常值的數(shù)據(jù)進(jìn)行逐步回歸分析。引入自變量X1、X2、X3、X4,其逐步回歸分析結(jié)果如表3所示,模型檢驗參數(shù)如表4所示。 表3 逐步回歸分析結(jié)果 表4 模型檢驗參數(shù) 表3中的B值為自變量X1、X2、X3、X4的系數(shù),t值和p1值用于自變量的顯著性檢驗,p1值越接近于0,說明影響越顯著。表4中的R2和Adj-R2用于模型擬合程度檢驗,F(xiàn)值和p2值用于模型的顯著性檢驗,常數(shù)作為模型中常數(shù)項的系數(shù)。 對逐步回歸方程進(jìn)行檢驗: (1)R檢驗:回歸方程的R2=0.983 358,R2越接近于1,說明模型的擬合程度越好。因此,本模型的擬合程度較好。 (2)F檢驗:模型的F值為177.27,經(jīng)查表得F0.01(4,12)= 5.41,177.27 >> 5.41。所以,經(jīng)過F檢驗,說明回歸方程在α=0.01程度上是顯著的。 (3)t檢驗:對各個變量進(jìn)行t檢驗,經(jīng)查表得t0.05(12)= 1.782,而在α=0.05顯著水平上,顯著的有t1=-25.250 7,t2=2.173 0,t3=-2.049 8,t4=4.573 6。 表3回歸系數(shù)中的B值作為各自變量的系數(shù),表4回歸系數(shù)中的常數(shù)作為常數(shù)項的系數(shù),Y作為因變量,于是可以得到回歸方程: Y= -0.977 918X1+0.210 277X2- 0.239 552X3+0.358 197X4-0.084 490 (3) 即可得到最終表面粗糙度預(yù)測模型: (4) 采用式(4)的回歸預(yù)測方程,進(jìn)行6組試驗,以驗證模型的準(zhǔn)確性,試驗參數(shù)如表5,對比結(jié)果如表6所示。 表5 6組驗證試驗參數(shù) 表6 預(yù)測模型的試驗驗證 由表6可知:運用逐步回歸建立的預(yù)測模型的相對誤差絕對值能夠控制在7%以內(nèi),能夠較好地預(yù)測磁粒研磨加工后的軸類零件表面粗糙度。圖6為6組驗證試驗的表面粗糙度及工件表面的微觀形貌圖。 (a)Ra=0.850 μm(b)Ra=0.580 μm(c)Ra=0.410 μm(d)Ra=0.300 μm(e)Ra=0.270 μm(f)Ra=0.340 μm圖6 表面粗糙度及微觀形貌Fig. 6 Roughness and micromorphology 通過增加外部磁極數(shù)量的方法,防止加工時磁性磨料的流失,在此磁粒研磨工藝下,對20CrMnTi材質(zhì)的軸類零件進(jìn)行加工,對其表面粗糙度和加工參數(shù)進(jìn)行逐步回歸分析得到表面粗糙度的預(yù)測模型,相對誤差絕對值能夠控制在7%以內(nèi),具有較好的預(yù)測能力。2.2 建立數(shù)學(xué)模型



2.3 數(shù)學(xué)模型的檢驗與驗證


3 結(jié)論
