電容式套管樁頭發熱的檢查與處理
2022-01-17 08:55:42國網江蘇省電力有限公司徐州供電公司拾以厚
電力設備管理 2021年15期
國網江蘇省電力有限公司徐州供電公司 曹 翔 拾以厚
變電運行設備發熱能夠威脅到電網的安全運行。高壓設備的各種電氣連接部件,由于松動、銹蝕、表面氧化等原因,出現過熱現象,嚴重時很可能導致設備連接點燒熔、燒斷,引發滲漏、設備斷線或相間短路等故障[1]。
變壓器套管頭部發熱故障可分外部接頭發熱故障和內部接頭發熱故障。外部接頭發熱一般是接線板接觸面接觸不良引起的,接觸面未經過壓花處理或是接觸面未打磨平整存在毛刺等都會使接觸面接觸不良,接觸電阻增大,接觸部位溫度升高[2],導致接觸面氧化加快,并形成一層氧化膜,接觸電阻越來越大,溫度也就越來越高,如此反復,形成惡性循環,氧化膜對電阻產生反作用,致使電阻進一步加大,溫度進一步上升。
1 變壓器套管頭部結構
常見的變壓器電容式套管頭部結構主要有兩類:將軍帽式結構、頂套式結構。其中將軍帽式結構又分為銷釘定位無鎖母、銷釘定位有鎖母、哈夫環式以及插拔式。
下面主要介紹將軍帽式套管頭部結構。
1.1 銷釘定位無鎖母結構
將軍帽和線纜頭通過螺紋連接,這種套管結構如圖1,通過定位銷釘給引線接頭(和導電頭間螺紋)一個反作用力,確保螺紋可靠接觸(此時銷釘不會有超過2mm 的變形),接觸電阻很小。這個反作用力一直存在,確保在運行過程中引線接頭和導電頭之間螺紋不松動。但是這種結構對安裝工藝要求精細,如果內螺紋尺寸配合不好,現場安裝不到位,容易出現氧化、發熱。
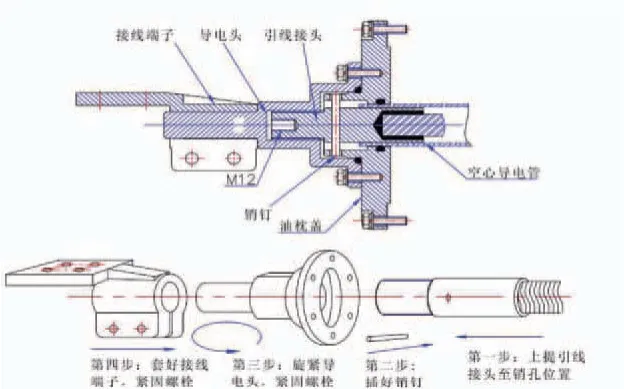
圖1 銷釘定位無鎖母結構
1.2 銷釘定位有鎖母結構
該結構如圖2所示,銷釘定位好鎖母后,擰緊將軍帽及鎖母,此時鎖母提供反作用力。該結構中銷釘只起定位作用,不受力。但在安裝時鎖母一定要用面積較大的面來接觸導電頭,不能裝反,并使用專用工具緊固,否則也會引起樁頭發熱。
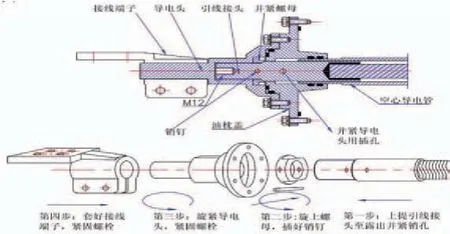
圖2 銷釘定位有鎖母結構
1.3 哈夫環結構
哈夫環結構如圖3所示,使用哈夫環固定內部端子,安裝工藝要嚴格執行相關說明。按先后順序緊固2處的螺栓是非常關鍵的步驟,兩種規格的螺栓均應逐步的、對側緊面,以確保載流接觸和密封。不進行正確安裝,會使內部端子頂端或導桿頂端與外部端子之間接觸電阻過大而導致發熱,潮氣由此進入變壓器內部,甚至引起變壓器絕緣故障。
1.4 插拔式結構
插拔式結構如圖4所示,主要是依靠導電頭內部的彈簧箍載流固定,這種彈簧屬于特種載流彈簧,具有很強的彈力及載流力。
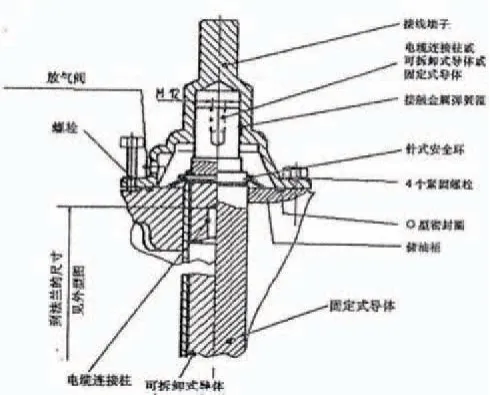
圖4 插拔式結構
2 案例分析
2.1 故障現象
2019年7月29日晚,某220千伏變電站紅外測溫時,發現1號主變110千伏側C 相套管樁頭發熱高達101.4℃,如圖5所示。另外,A、B 相套管樁頭溫度分別為82℃、51℃,環境溫度29℃,中壓側負荷80000kVA 左右。該臺變壓器設備型號為OSS-120000/220,投運日期為2016年10月。
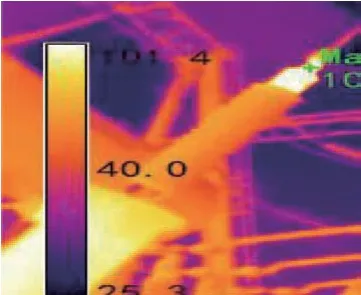
圖5 主變中壓側A 相套管樁頭紅外測溫圖
2.2 故障分析
次日凌晨,檢修人員趕到現場,對1號主變進行停電處理。首先對主變中壓側繞組進行直流電阻測試,結果顯示110千伏側C 相直阻比其它兩相偏大20mΩ 左右,三相阻值的不平衡率較高,超出規定標準,測試結果如表1。該臺主變投運時的測量初始值如下表2。

表1 主變中壓側三相直阻測試結果(單位mΩ)

表2 主變中壓側三相直阻初始值(單位mΩ)
通過對比,C 相直阻增長值明顯偏大,是導致不平衡率超標的主要原因。
現場對中壓側套管將軍帽進行拆解檢查,發現將軍帽內部螺紋與引線接頭端部螺桿上均有黑色氧化層及紅色氧化銅。由此判斷,樁頭發熱的原因是套管將軍帽與引線接頭配合不良,造成螺紋受力不足,導致氧化、接觸電阻增大。
本臺變壓器所用套管接頭是有銷釘無定位螺母結構,如下圖6。該種結構套管接頭對安裝工藝要求較高,將導電頭的內螺紋與引線接頭的螺紋對準后,旋入導電頭,待導電頭旋到與油枕蓋板平面的間隙為5-6mm 時,位置最佳,此刻調節導電頭孔與蓋板螺紋孔,旋入導電頭周圍螺栓并緊固到位,此時導電頭與蓋板間應無明顯間隙。如此密封件受力,密封性能可靠;銷釘也微微受力變形,反作用力使引線接頭和導電頭的螺紋配合更加緊密、可靠。
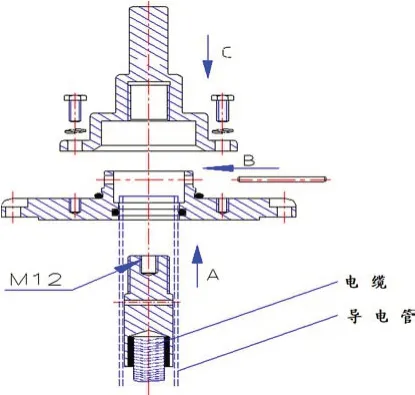
圖6 套管接頭安裝示意圖
檢修人員現場檢查發現,當松掉將軍帽周圍螺絲時,導電頭與油枕蓋板平面之間緊密貼合,并未留下適當縫隙,安裝工藝不良,螺紋之間不受力,無法緊密配合,最終導致接頭氧化變黑并發熱。
在規范、正確安裝情況下,導電頭與油枕蓋板平面之間留有適當縫隙,銷釘暫不受力。再旋入周圍螺栓時,銷釘向下受力,存在微微向下彎曲的變形,這樣就可以使螺紋之間緊密咬合。
當安裝工藝不到位,如本文發熱案例中一樣,導電頭與油枕蓋板平面之間直接緊死,銷釘會受到導電頭向上的拉力,如圖7中紅色箭頭。再旋入周圍螺栓時,銷釘又受到向下的壓力,如圖7中藍色箭頭所示。前后的力上下抵消,銷釘無彈性變形,從而 使螺紋之間咬合力降低,配合不緊密,接觸電阻變大。
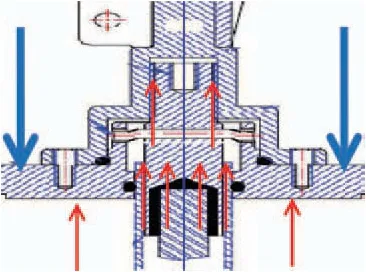
圖7 導電頭受力示意圖
2.3 故障處理
現場的處理方法是,使用砂紙或百潔布對C 相套管樁頭的氧化層進行打磨,除去黑色氧化層后,再用無毛紙擦拭干凈,確保引線接頭和導電頭內螺紋清潔干凈,無油污及雜質,同時對其余兩相也拆頭處理。重新安裝時,特別要注意導電頭與將軍帽的配合問題,嚴格按照廠家說明和規范工藝施工。最后對接頭進行直阻測量,處理后直阻值如下表3。前后對比可見,C 相電阻明顯下降,三相之間直阻不平衡率已達到有關要求。

表3 接頭處理后直阻試驗數據(單位mΩ)
3 結語
變壓器套管頭部發熱是變電站內常見的一種缺陷,根據不同套管頭部結構優缺點,并結合實際案例來分析,常見的幾種變壓器套管樁頭發熱的原因及應對措施有:
現場裝配工藝較差。導電頭與將軍帽之間配合較為精細,現場安裝時一旦不按照相關要求嚴格執行,容易使設備不受力甚至出現縫隙,最終導致設備發熱,本文設備故障發熱主要就是這種原因造成的。建議加強現場監護,提高裝配人員素質和專業水平,嚴控工藝,嚴格遵守安裝說明和流程進行裝配[3-4]。
設備材質不好。如果線夾材質未達到要求,極易導致接觸部分氧化、發熱。建議嚴格遵照國網十八項反措相關要求,110(66)kV 及以上電壓等級變壓器套管接線端子(抱箍線夾)應采用T2純銅材質熱擠壓成型。禁止采用黃銅材質或鑄造成型的抱箍線夾。
結構設計有缺陷。不同的結構適用現場條件有一定的差別,也都存在不同程度的缺陷。如有銷釘無鎖母結構,螺紋之間的受力需要依靠銷釘;頂套式結構無法承受過大的導線拉力及風擺。這些設計上的缺陷極易成為現場事故的導火索,建議結合實際使用情況及安裝方式等條件確定合適的結構型式。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
通信電源技術(2018年3期)2018-06-26 06:33:30
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(2016年3期)2016-03-26 07:13:46
現代企業(2015年9期)2015-02-28 18:56:50
電測與儀表(2014年12期)2014-04-04 12:10:16