QT400-18L材料風電聯軸器摩擦盤補焊工藝對比研究
2022-01-18 04:37:42陳興東裴偉平黃滔
東方汽輪機 2021年4期
關鍵詞:焊縫
陳興東裴偉平黃滔
(1.長壽命高溫材料國家重點實驗室,四川 德陽,618000;2.東方電氣集團東方汽輪機有限公司,四川 德陽, 618000)
0 序言
隨著新型能源行業的技術進步,以風電、核電、光電等為代表的清潔能源行業長正在蓬勃發展,并形成了大的產業格局。目前,我國風電、核電等產業已形成了從技術研發、裝備制造、維運評估及產品服務的全供應鏈格局,為能源改革奠定了堅實的基礎。
前期引進的1.5 MW、2 MW等級風電機組中,均使用到公司完全自主知識產權的風電聯軸器,其作為風電機組中一個關鍵的部件,公司對其設計和制造都做到了精益求精,1.5 MW、2 MW服役風機超過5 000臺,其膜片聯軸器最長服役期已超過了10年,并仍在服役。
該風電聯軸器由所屬的錐套、摩擦發蘭、剎車盤等關鍵部件構成,其中摩擦法蘭、錐套等部件采用了低溫性能較好的球墨鑄鐵QT400-18L材料,以適應風場嚴苛的工作溫度環境。該部件材質特殊,現場易損,且自主制造。因此,對該部件進行可修復性研究和探討對風電聯軸器部件的生產制造、減少制造損失、現場維運等方面都具有重要意義。
1 球墨鑄鐵特點
球墨鑄鐵與灰鑄鐵的不同之處在于熔煉過程中前者加入了一定量的球化劑,使其中的碳以球狀的石墨形式存在,提高了其力學性能。但球化劑一般都嚴重阻礙石墨化過程,所以同質焊縫及半熔化區更易形成白口,奧氏體區更易出現馬氏體組織;焊后易出現冷裂紋,焊接性較差。
1.1 性能
QT400-18L抗拉強度:σb不小于400 MPa,σs不小于250 MPa,伸長率不小于18%,硬度:HBS130~180;屬于高韌性、低溫型球鐵材料,很難使焊縫保持與基體一樣的低溫性能。
1.2 基材組織
球鐵QT400-18L材料一般采用正火加低溫石墨化退火處理,具有良好的物理及性能,一般用于低溫型風機輪轂、軸承支撐座等,具有廣泛的使用性,如圖1所示。
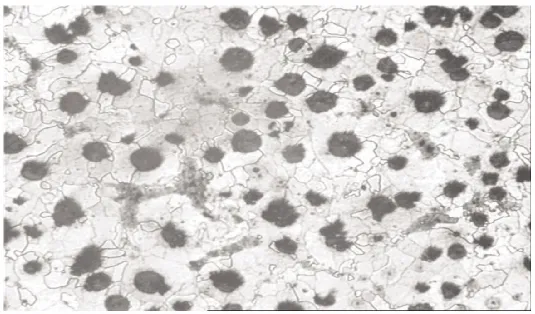
圖1 QT400-18L球墨鑄鐵基材
2 焊接方法分析
鑄鐵的焊接,按是否需要預熱分為熱焊和冷焊,其自身各有特點。
2.1 熱焊方式
一般熱焊工藝對應于同質的鑄鐵焊芯焊條,焊接時將工件預熱500~700℃,一般在520℃左右,以大電流連續方式進行,焊后保溫緩冷,其電流一般為焊條直徑的30~50倍,可以得到良好的焊接效果。
2.2 冷焊方式
冷焊方式一般對應于異質焊芯焊條(芯焊條408、208等),一般使用較小的焊接電流,焊前不預熱,焊后不需要保溫,采用短段焊(以減小應力聚集)及焊后錘擊方式,操作方便,效率高,但缺點是有熱裂紋傾向,容易出現裂紋。
本次試驗,分別對408焊條采用了冷焊,對208焊條采用中溫預熱和焊后保溫緩冷的方式進行了嘗試。
3 焊接試驗
本次試驗采用以下焊條焊接:
GB/ZGNIFE-1(408鑄鐵焊條,規格φ4 mm)烘干200℃/1 h;
GB/EZC(208鑄鐵焊條,規格φ4 mm/φ5 mm)烘干200℃/1 h;
兩種焊條的熔覆金屬成分見表1~2。

表1 408焊條熔敷金屬成分wt.%

表2 208焊條熔敷金屬成分wt.%
焊接參數:松下焊機,直流反接,焊接電流90~120 A;焊接過程擺動。本次試驗采用不同預熱溫度,形成不同比例焊接熔池并對熔池進行一定處理,保溫24 h后對其進行打磨并PT檢查,然后進行解剖分析,以對比確定最佳的焊接工藝參數。
4 數據分析
針對408焊條焊縫進行金相分析,結果表明焊肉硬度為HV0.3 182~503,熔合線硬度為HV 397~592,白口區寬度為0.2~0.3 mm。如圖2所示。從圖3(a)中看出,焊肉中的組織為石墨球+共晶相,不同焊道的硬度差異大:在HV0.3 183~446變化。在熔合線局部:為石墨+針狀珠光體組織,硬度HV 278~365,其下方仍有白口,白口區硬度最高為HV0.3 525。在焊接熔合線白口區域,其硬度為HV0.3 602~667,該白口組織與網狀碳化物+托氏體(硬度為HV0.3 442~491)呈交錯狀。在遠離熔合線的熱影響區,鐵素體區域珠光體團狀石墨溶解、珠光體轉變區,其硬度為HV0.3 222~267,可以看出團狀石墨正在趨于溶解,硬度有所下降,但仍然高于母材硬度。

圖2 球墨鑄鐵基材408補焊宏觀金相

圖3 Z408焊條補焊接頭金相組織
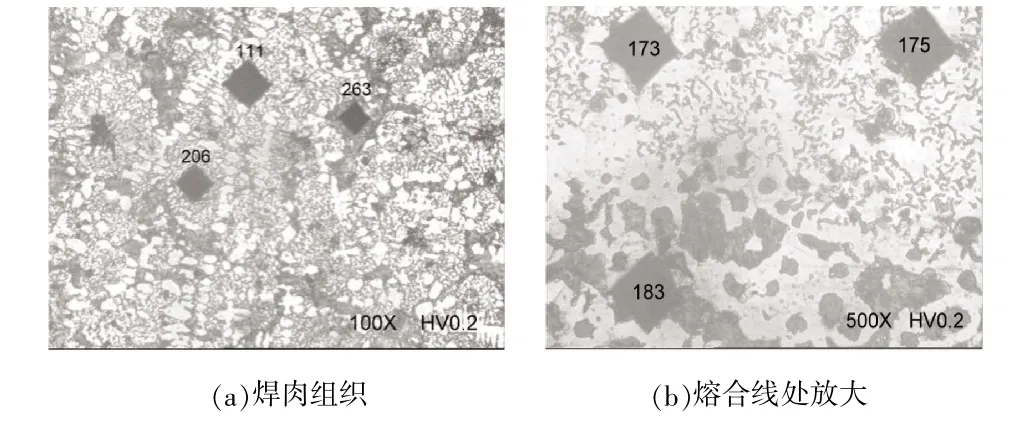
對Z208焊縫接頭進行金相分析,其宏觀金相如圖4所示,由圖4硬度分布可知,接頭焊縫左側硬度較右側低,尤其焊縫焊腳處。這是因為焊縫處于工件接近中心的部位,保溫效果最好,而右側緊鄰工件邊緣,保溫效果差,而引起組織轉變差異導致的。從圖5可以看出,在焊肉區域:在硬度檢測點HV0.2 206點與HV0.2 111點處為石墨共晶區。在硬度檢測點HV0.2 263處為珠光體轉變區,并有球片狀石墨析出。在熔合線處為石墨析出共晶區,其硬度為HV0.2 173~175,同時出現部分白口,并摻雜有珠光體,其維氏硬度為HV0.2 390~566。焊縫的熱影響區為石墨+珠光體,其硬度為HV0.2 183。在其熱影響區為球形石墨以及外圍的牛眼狀環形鐵素體及珠光體混合組織,硬度HV0.2 263。
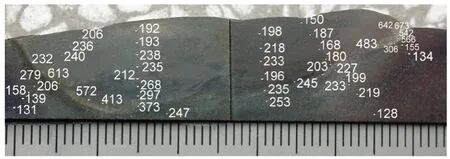
圖4 球墨鑄鐵基材208補焊宏觀金相
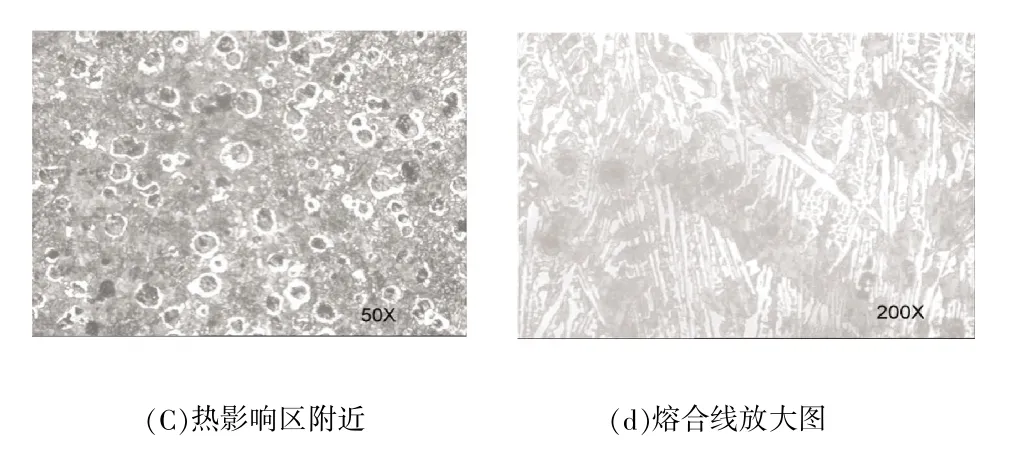
圖5 Z208焊條補焊接頭金相組織
5 試驗結果分析
5.1 采用Z408焊條
本次對Z408焊條焊接試樣進行對比,各焊接試樣的焊縫區多為樹枝共晶型組織,其顯維硬度值HV 201~251,其焊接熱影響區多形成馬氏體轉變產物,同時熔合線伴隨出現較大的高碳共晶白口區,呈連續分布,并且白口區厚度層較為明顯。工藝上使用盡量小的焊接參數,仍然無法完全消除白口區。其次,408焊條焊肉中,鎳含量較高,其顏色與球墨鑄鐵基體的顏色有明顯不同,需要表面處理,如發黑處理時,顯得有些困難。所以408焊條非常適合與基體和焊縫顏色一致的要求不高時的焊接。但同時,因為其鎳含量約為50%,這又能起到穩固基體、以及在低溫、高溫等惡劣氣候條件下能有良好的膨脹性能和結合性能[1]。其次,焊縫白口區域寬度相對較窄,作為表面非受力基體表面的小缺陷補焊,綜合分析認為408焊條仍然適合。
5.2 采用Z208焊條
Z208焊條為碳鋼芯焊條,避免了上述Z408焊條所帶來的發黑處理困難的情況,本次進行介于熱焊及冷焊之間的半熱焊方式焊接,輔助以焊前中溫預熱及焊后保溫緩冷。通過對比試驗分析,在其后的解剖分析中發現,其焊縫區組織為團片狀與小片狀石墨,其顯維硬度值HV 110~206;珠光體轉變區硬度值略高一些HV 263。其焊接白口區只局部較大,達到0.33 mm,但是分布較小,多數區域厚度0.16~0.29 mm,表明此焊接方式有一定效果。經分析后認為:中溫300~500℃的預熱可以減緩焊縫的冷卻速度,降低焊縫的淬硬傾向,有利于釋放應力。其次在焊接過程中,較大電流的連續焊接可形成了較大的熔池,該熔池內部可形成較大的溫度梯度,這使較大缺陷熔化后所含有的球化劑在較大的溫度梯度下沿著溫度升高的方向形成異質形核核心,從而對焊縫中的焊條熔滴進行二次石墨化,加速焊縫的石墨化過程[2],因此局部可形成石墨球或片狀石墨。同時,隨著焊后的后續保溫,可以使其焊縫的組織形態得到有一定效果的轉變,在熱影響區形成牛眼狀環形鐵素體。因此,可以使用208焊條在補焊缺陷較大、熔合比較大的情況下使用。
綜上所述,采用異質焊縫對球墨鑄鐵進行補焊時,不論采用冷焊還是半熱焊的方式,焊縫中的白口區域都難以避免[3],只有調整工藝減小白口區域。但是對于非受力表面或部位的表面性外觀缺陷的補焊來說,白口區域的出現在力學性能上不會對工件形成明顯的影響。但對于摩擦法蘭受力部位的補焊,由于高硬度的白口區的存在,可能對工件在工作應力狀態下的疲勞極限有著較大影響,因此不建議在重要部位進行修復。
6 結論
(1)采用408焊條按上述工藝施焊,其熔合線處的硬度較208焊條更高一些,這是因為408焊條焊接時在熔合線部分形成了白口高碳、馬氏體組織,工藝參數調整也無法完全避免,適合于較小表面缺陷的補焊。同時,由于焊條材質與母材不同,不適合在零部件需要發黑處理的場合。
(2)采用208焊條,輔助以焊前中溫預熱及焊后保溫緩冷,及相應的工藝參數,可有效促進焊縫區域石墨化,可獲得正常的灰鐵組織,從而可以焊接較大的表面裂紋、凹坑等缺陷。
(3)試驗表明:408焊條異質焊接其焊縫熔合區的白口組織很難避免,由于石墨析出而具有極高的硬度,是焊縫的最薄弱環節,而208焊條同質焊接焊縫隨著焊接參數不同白口區及金相組織也有差異,但該差異可以通過合理的焊接工藝控制該區域的大小,從而獲得相對理想的焊接接頭。但對與承載較大應力的關鍵部位,上述兩種工藝方法仍然有較大風險。
(4)試驗表明,球鐵在焊后冷卻速度的控制,是影響焊縫出現淬硬組織的一個關鍵因素,是避免焊后冷裂紋的一個有效方法。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07