一種簡易非接觸式Z軸自動對刀器的應用設計
2022-01-22 07:41:18洪美琴
機械工程師 2022年1期
關鍵詞:信號
洪美琴
(湖南汽車工程職業學院機電工程學院,湖南株洲 412001)
0 引言
目前大多數數控銑床或加工中心Z軸對刀有兩種途徑:一種是在數控機床上進行手動對刀,直接將Z軸對刀數據輸入刀偏表中;另一種是采用機外光學對刀儀預先測量加工刀具的長度,手動計算長度補償值后再輸入到刀偏表中。這兩種途徑都離不開手動操作,針對這種實際狀況,已經有接觸式的對刀儀能夠避免手動操作,實現Z軸的自動對刀[1-2]。但接觸式自動對刀儀對刀時刀具要觸碰對刀接觸面,使對刀機構向下移動,因機械間隙的存在,所以對刀時要有吹氣裝置防止異物嵌入而影響對刀,另外對刀接觸面的尺寸限制也不能適應任意大小直徑的刀具對刀。本文設計一種非接觸式Z軸自動對刀器,對刀時省去了接觸對刀面的操作,不存在機械間隙,對刀具直徑大小無限制要求,對刀操作方便實用。
1 非接觸式Z軸自動對刀方法
1.1 自動對刀原理
非接觸式Z軸自動對刀器的原理是將光電傳感器發射端和接收端分別安裝在兩個分離式的對刀結構部件上,當刀具沿Z軸負方向向下移動遮擋光電傳感器發射源瞬間,接收端觸發信號使數控系統的跳轉信號(SKIP信號)跳轉,G31指令控制刀具及時停止移動,同時用宏變量讀取當前Z軸位置坐標值。自動對刀前,選擇在工件上進行對刀的刀具為標準刀具,稱為標刀。自動對刀時,標刀的對刀點Z坐標賦給宏程序中一個公共變量,其它加工刀具對刀時Z坐標賦給宏程序中另一個公共變量,通過宏程序計算加工刀具與標刀的Z軸坐標差值(此差值即為長度補償值),并將此差值自動存入刀偏表形狀(H)中[3]。非接觸式Z軸自動對刀原理圖如圖1所示。
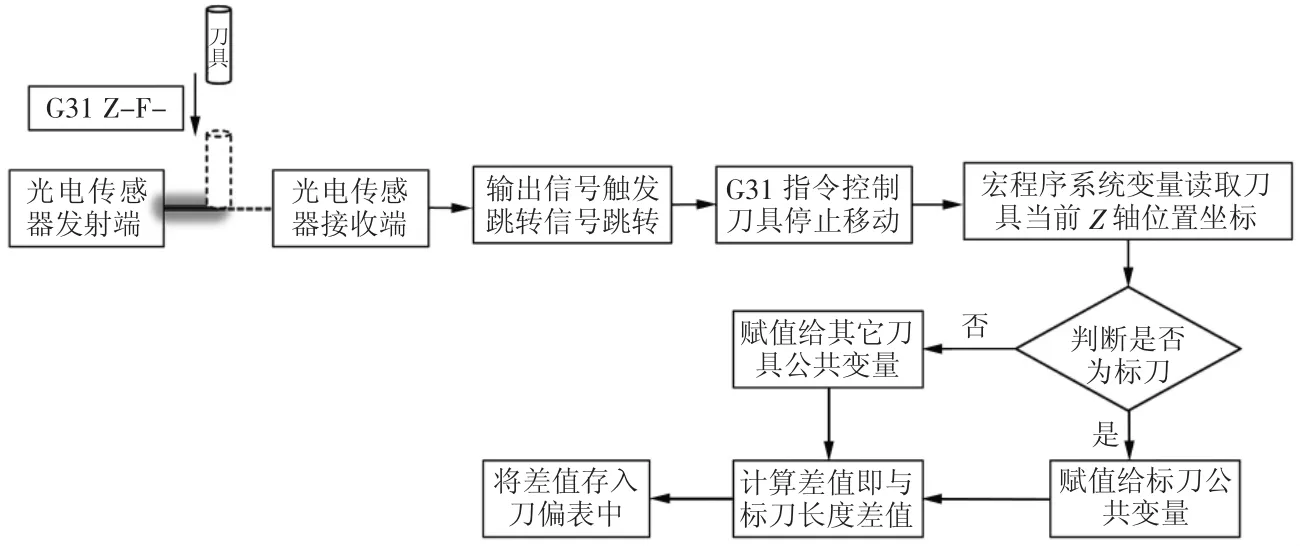
圖1 非接觸式對刀原理圖
1.2 光電傳感器
考慮到數控加工過程中經常會有切削振動、切屑及切削液飛濺等工作環境,光電傳感器除了要有高靈敏度、響應快、高精度要求外,還必須具有抗振性、抗干擾能力、抗腐蝕能力和防淋能力。另外,因為采用非接觸式對刀,光照環境對光電傳感器的光源不會產生影響。
選擇激光光電開關作為非接觸式對刀器的光電傳感器。激光光電開關具有性能穩定、響應速度快、抗沖擊、耐振動、光擾小、壽命長、檢測距離可選范圍廣等特點,且對環境照度無要求[1,4]。另外,激光發射直線式光束,光束大小為0.7~1.5 mm,特別適合小直徑的刀具對刀時實現光點的遮擋。
1.3 自動控制方式
當刀具向下移動遮擋激光光電開關發射端光源時,接收端輸出觸發信號使數控系統SKIP信號跳轉,控制系統G31程序指令停止運行,刀具停止移動。G31指令在執行時,如果沒有外部觸發跳轉信號,G31指令等同于G01指令;如果有,則在觸發點位置清除刀具剩余的移動量,刀具停止移動,程序接著執行下一個程序段[5-6]。自動對刀時通過#5063讀取信號觸發點的Z坐標,并將此值賦給對刀程序的公共變量。
接收端的輸出信號作為開關信號來控制SKIP信號的通斷。本設計的對刀器將光電開關的輸出信號經過固態繼電器再接入FANUC 0i數控系統SKIP信號接點,通過固態繼電器觸頭的閉合與斷開來實現SKIP信號的開與關。固態繼電器是一種具有隔離功能的無觸點電子開關,輸入功率小、靈敏度高,可以滿足對刀的靈敏度要求。
圖2所示固態繼電器的③、④接線端接光電開關接收端的輸出信號端點,①、②接線端接數控系統中SKIP 信號接點。以FANUC 0i系列為例,FANUC 0i系列數控系統從機床側輸入高速信號的地址是固定不變的,其SKIP信號接點為X4.7。

圖2 固態繼電器
2 非接觸式Z軸自動對刀的結構設計
對刀器的結構由激光光電開關的發射端及接收端、升降滑塊、支架座、水平Y向可調機構、垂直Z向可調機構、帶燕尾槽底座、鎖緊軸、鎖緊螺母組成,單個對刀結構部件如圖3所示。激光光電開關的發射端及接收端分別安裝在分離式對刀結構的升降滑塊上,對刀結構部件通過鎖緊軸和鎖緊螺母與機床導軌相連接,如圖4所示。

圖3 對刀結構部件示意圖

圖4 對刀器結構示意圖
對刀時,光電開關的光源通過對刀器支架座在底座燕尾槽內移動實現粗調對準,通過Y向調節機構和Z向調節機構再進行微調對準,以確保光電開關信號觸發的準確性。同時,通過Z向調節機構調整Z軸方向位置,以調整光電開關發射端和接收端的高度位置,有利于長度較短的刀具對刀。鎖緊軸為T形結構,對刀時可根據加工刀具直徑大小來調整左部和右部的安裝位置,以適應大直徑刀具對刀的需要。
3 對刀程序處理
3.1 刀具長度差值計算
加工時將已經對好刀的刀具設為標刀,其刀具長度設為h0,假設將其它刀具長度設為h1、h2、h3、…hi…hn,則其它刀具與已對刀刀具的長度差值為當前刀具的長度補償值,長度補償值的計算式為(hi-h0)。當前刀具比標刀短時,計算值為負;相反則為正。將長度補償值輸入到刀偏表中,加工時運用G43 Z- H-補償指令來進行長度補償修正。
采用非接觸式對刀器對刀,當G31 Z- F-程序段運行使刀具向下移動到跳轉信號觸發位置,SKIP信號跳轉,刀具停止移動,此時讀取Z軸位置坐標值。設讀取標刀的坐標值為Z0,其它刀具的坐標值為Z1、Z2、Z3、…Zi…Zn,則Z軸坐標差值計算式設為(Zi-Z0)。
3.2 Z坐標變量
考慮到G31指令執行時不到終點的特性,因此當刀具向下移動到觸發跳轉信號位置時,由于刀具運動慣性將會繼續產生一定的位移量,刀具質量不同或運動速度不同時,慣性產生的位移量會不同,若以信號觸發后刀具停止移動的位置(讀取該位置Z坐標的系統變量為#5023)作為計算參考點,勢必會引入位移誤差。因此本設計以信號觸發位置作為計算參考點,則計算結果不會引入因慣性產生的位移誤差。
以FANUC 0i系統為例,跳轉信號跳轉時,4個進給軸的坐標值存儲在#5061~#5064中[3,5],選用#5063系統變量的坐標值作為對刀時的Zi(或標刀Z0)值。Z0為標刀的Z軸坐標值,Zi為非標刀的Z軸坐標值。
3.3 對刀宏程序
對刀時為確保對刀準確性,在觸發一次后回退一定高度,以低進給再觸發一次,對刀程序以FANUC 0i系列的加工中心為例。對刀前手動方式移動標刀到非接觸式對刀器左部和右部中間位置附近,再調整刀具位置使其遮擋光電開關光束產生觸發信號時,記下標刀在對刀點位置的X坐標、Y坐標和Z坐標,同時確定對刀起始平面高度、慢速下刀量及回退量。
標刀對刀程序為:
......

4 結論
本對刀器采用分離式結構,且在X軸、Y軸、Z軸等3個方向可調,容易實現光點對準,X軸可調能夠適應各種直徑尺寸的刀具對刀,對刀時無需觸碰,無機械傳動間隙,比接觸式對刀儀的適應性更強、工作可靠性更好,對刀器操作快捷方便,能減輕操作者勞動強度,很適合企業生產應用。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06